1.本实用新型涉及一种隔热型材,特别涉及一种中部凹形片状隔热型材。
背景技术:
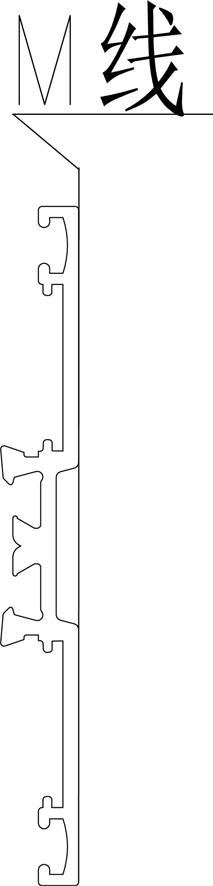
2.现有中部凹形片状隔热型材,其与另一部经隔热条复合后组复合隔热型材,按一般设计生产凹形片状隔热型材时,中部凹形片状隔热型材是正常的片状型材(面平,如图1所示,m线是平行中部凹的平行线),但此型材经复合滚压后会发生变形,引起片状型材面变凸,装配后尺寸不合格(变小,如图2所示,m线是平行中部凹的平行线),影响产品质量,引起客户投诉和损失。
技术实现要素:
3.本实用新型提供一种中部凹形片状隔热型材,使中部凹形片状隔热型材局部预先变形,在安装过程通过预先变形部分再次变形,从而使安装精度大幅提高。
4.实现本实用新型的技术方案是,一种中部凹形片状隔热型材包括中凹部,所述的中凹部包括连接横杆及设在所述连接横杆二端的连接头,二个所述连接头分别连接一个压板,至少一个所述压板底面与平行于所述连接横杆平行线不在同一个水平面上。
5.进一步讲,所述压板底面与平行于所述连接横杆平行线形成的夹角为0.9-1.5度。
6.进一步讲,二块所述压板在所述中凹部对应二侧边呈轴对称。
7.进一步讲,二块所述压板在所述中凹部对应二侧边不呈轴对称;其中一块所述压板厚为厚压板、另一块所述压板薄为薄压板。
8.进一步讲,所述薄压板底面与平行于所述连接横杆平行线形成的夹角是所述厚压板底面与平行于所述连接横杆平行线形成的夹角的140-155%。
9.进一步讲,所述中凹部的连接横杆上设有连接隔热条的固定孔。
10.本实用新型的优点是:1)至少一个所述压板底面与平行于所述连接横杆平行线不在同一个水平面上,使压板预变形,在复合滚压时,压板的预变形会再次变形(回正),使压板变平,从而保证了型材的外表面的美观。
11.2)本专利的结构简单,在安装过程中,可以随时调整,还可以通过观察压板在预压状态下的变形量判断预压是否符合设计要求。
附图说明
12.图1为中部凹形片状隔热型材现有设计。
13.图2为中部凹形片状隔热型材预压工作原理图。
14.图3为中部凹形片状隔热型材本专利的设计示意图。
15.图4为本专利的中部凹形片状隔热型材预压工作原理图。
16.图5为中部凹形片状隔热型材本专利的另一设计示意图。
17.图6为本专利的中部凹形片状隔热型材与隔热条连接的第一优选结构示意图。
18.如图中,中凹部1、连接横杆11、连接头12、压板13、固定孔2、隔热条3。
具体实施方式
19.如图3中,一种中部凹形片状隔热型材包括中凹部1,所述包括连接横杆11及设在所述连接横杆11二端的连接头12,二个所述连接头12分别连接一个压板13,至少一个所述压板13底面与平行于所述连接横杆11平行线不在同一个水平面上,如图3中所示,m线为平行于所述连接横杆11平行线,相对于m线,压板13非连接端与其接近,压板连接端与m线远离,从而使中凹部1局部(即只有一个压板13与m线不在同一个水平面上,另一个压板13与m线在同一个水平面上)或整体与m线(即只有二个压板13与m线都不在同一个水平面上)有间隙,中凹部1与m线间隙的量即中部凹形片状隔热型材预变形量,优选的,所述中凹部1的连接横杆11上设有连接隔热条3的固定孔2,固定孔2用于连接隔热条3。
20.优选的,所述压板13底面与平行于所述连接横杆11平行线形成的夹角为0.9-1.5度,其夹角的大小与压板13的厚度相关,即厚度越大,夹角越小。
21.优选的,二块所述压板13在所述中凹部1对应二侧边呈轴对称,即二块所述压板13大小相同,安装位置对称。
22.优选的,如图5所示,二块所述压板13在所述中凹部1对应二侧边不呈轴对称;其中一块所述压板13厚为厚压板、另一块所述压板13薄为薄压板,采用一块厚、一块薄的结构利于,应力的导向,无论压板13的厚度如何变化,其压板13底面是相对于中凹部1中心线轴对称的,即当二块所述压板13受压力变形后与二块压板13在同一个水平面上。
23.优选的,所述薄压板底面与平行于所述连接横杆平行线形成的夹角是所述厚压板底面与平行于所述连接横杆平行线形成的夹角的140-155%,即厚的夹角小,薄的夹角大。
24.一种中部凹形片状隔热型材安装方法包括中凹部定位、预压成型;
25.所述中凹部定位,将中凹部1与一条隔热条3连接,隔热条3另一端与隔热型才b部件连接;
26.所述预压成型,通过隔热型才b向隔热条3进行预压使所述压板13底面与平行于所述连接横杆平行线在同一个水平面上,此类方法,一般将隔热条3加工成相对较厚的结构如图6所示,受位置限制不方便设置二根隔热条3。
27.一种中部凹形片状隔热型材安装方法包括中凹部定位、预压成型;
28.所述中凹部定位,将中凹部1与二个平行的隔热条3连接,隔热条3另一端与隔热型才b部件连接;
29.所述预压成型,向其中一个隔热条3先进行预压使靠近预压隔热条3的所述压板13底面与平行于所述连接横杆11平行线接近同一个水平面上(一般相差0.2-0.5夹角),再向其中另一个隔热条3进行预压使靠近其预压的所述压板13底面与平行于所述连接横杆11平行线接近同一个水平面上(一般相差0.2-0.5夹角),后同时对二个隔热条进预压使所述压板底面与平行于所述连接横杆11平行线在同一个水平面上,采用这类方法,用于厚度较大的中凹部1,其一般在2厘米-2.7厘米之间,同时采用此方法,可以将二块压板13,一个加工成厚压板,一个加工成薄压板,一般先压靠近厚压板的隔热条3,再压靠近薄压板的隔热条3。
30.一种中部凹形片状隔热型材安装方法包括中凹部定位、预压成型;
31.所述中凹部定位,将中凹部1与二个平行的隔热条3连接;
32.所述预压成型,同时对二个隔热条3进预压使所述压板13底面与平行于所述连接横杆11平行线在同一个水平面上,其一般用于加工厚度在1厘米-2厘的中凹部1型材,如图4所示。
技术特征:
1.一种中部凹形片状隔热型材,其特征是:所述的隔热型材包括中凹部,所述的中凹部包括连接横杆及设在所述连接横杆二端的连接头,二个所述连接头分别连接一个压板,至少一个所述压板底面与平行于所述连接横杆平行线不在同一个水平面上。2.根据权利要求1所述的一种中部凹形片状隔热型材,其特征是:所述压板底面与平行于所述连接横杆平行线形成的夹角为0.9-1.5度。3.根据权利要求1所述的一种中部凹形片状隔热型材,其特征是:二块所述压板在所述中凹部对应二侧边呈轴对称。4.根据权利要求1所述的一种中部凹形片状隔热型材,其特征是:二块所述压板在所述中凹部对应二侧边不呈轴对称;其中一块所述压板厚为厚压板、另一块所述压板薄为薄压板。5.根据权利要求4所述的一种中部凹形片状隔热型材,其特征是:所述薄压板底面与平行于所述连接横杆平行线形成的夹角是所述厚压板底面与平行于所述连接横杆平行线形成的夹角的140-155%。6.根据权利要求1-5之一所述的一种中部凹形片状隔热型材,其特征是:所述中凹部的连接横杆上设有连接隔热条的固定孔。
技术总结
一种中部凹形片状隔热型材包括中凹部,所述的中凹部包括连接横杆及设在所述连接横杆二端的连接头,二个所述连接头分别连接一个压板,至少一个所述压板底面与平行于所述连接横杆平行线不在同一个水平面上。本实用新型的优点是,使中部凹形片状隔热型材局部预先变形,在安装过程通过预先变形部分再次变形,从而使安装精度大幅提高。安装精度大幅提高。安装精度大幅提高。
技术研发人员:望运洲
受保护的技术使用者:湖北宏箭轻合金材料科技有限公司
技术研发日:2021.08.18
技术公布日:2022/3/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。