1.本发明涉及激光打孔技术领域,特别涉及一种带焊缝识别的自动定位激光打孔机。
背景技术:
2.在工业加工技术领域中,通常会采用模具冲裁的方式在物料上形成通孔,但是,随着微机电技术的发展,生产加工的物料越来越小,需要加工的通孔直径也逐渐缩小。在微机电技术中,以硅麦克风金属外壳为例,为了提升产品各项性能,需在金属外壳上加工几十微米级的任意微孔矩阵。但是传统的冲裁技术由于模具、材料特性等因素的限制,加工工艺所限孔径无法小于直径0.1毫米。所以,传统加工方法已经不能满足某些工艺需求。
3.激光打孔是近些年逐渐兴起的新型通孔加工手段,由于激光束具有能量高、发散性小等优点,所以激光加工可以形成直径更小的通孔,更进一步的,可以形成密集的微小通孔阵列。但是,激光加工也对加工工艺提出了更高要求。激光加工属于精密加工方法,物料的定位、激光的控制等问题都无法简单的通过工作人员人工实现,且打孔过程中产生的碎屑不进行及时清理,影响后续打孔工作。
4.公开号为cn111687551a的中国发明专利公开了一种激光打孔设备,包括机架、激光打孔机构、升降平台机构、移料机构及上部相机;激光打孔机构包括激光工作台、移动模组、激光器及相机模组,升降平台机构设置在机架工作台上;移料机构包括机器人及吸盘治具,机器人设置在机架工作台上,吸盘治具设置在机器人的旋转臂底端上,上部相机设置在与升降平台上方对应的机架上,用于识别升降平台上的物料。但是上述发明,不能自由调整打孔位置,且无法在打孔的过程中收集清理碎屑,故本发明提供了一种带焊缝识别的自动定位激光打孔机。
技术实现要素:
5.本发明针对现有技术上的缺陷,提供一种带焊缝识别的自动定位激光打孔机,克服现有技术中不能自由调整打孔位置,且无法在打孔的过程中收集清理碎屑的问题。
6.一种带焊缝识别的自动定位激光打孔机,包括用于夹持工件的夹持机构,其特征在于,还包括:调控机构、打孔机构、清理机构,所述调控机构与打孔机构连接,调控机构用于驱动打孔机构完成直线打孔,以及打孔位置的调整,所述打孔机构与清理机构连接,所述打孔机构位于夹持机构的上方,打孔机构包括平移组件,平移组件用于控制激光打孔头、焊缝扫描仪移动,所述清理机构与夹持机构连接,通过清理机构将打孔机构在打孔过程中产生的碎屑进行收集,并集中处理,所述清理机构上设置有升降组件,升降组件用于驱动打孔机构的升降与清理机构配合实现碎屑清理。
7.进一步的,所述调控机构包括转动安装在调控固定板座上的调控大齿圈,所述调控大齿圈与控制直齿轮、调整直齿轮相互啮合,控制直齿轮上固定安装有控制直齿轴套,调整直齿轮上固定安装有调整直齿轴套,控制直齿轴套、调整直齿轴套均转动安装在调控固
定板座上,调控固定板座与调控滑杆滑动连接,调控滑杆的两端分别固定安装有一个调控安装板,一个调控安装板的两端分别转动安装有控制转轴、调整转轴,另一个调控安装板的两端分别固定安装有控制四齿花键杆、调整固定杆,控制转轴上固定安装有控制三齿花键,调整转轴上固定安装有调整三齿花键一、调整三齿花键二,调整固定杆上固定安装有调整多齿花键,控制转轴与控制四齿花键杆转动连接,调整转轴与调整固定杆转动连接。
8.进一步的,所述调控固定板座固定安装在支撑平台上,支撑平台上转动安装有控制带轮轴套、调整锥齿轴套,控制带轮轴套与控制带轮固定连接,调整锥齿轴套与调整锥齿轮一固定连接,调整锥齿轮一上设置有与调整多齿花键对应的花键槽,调整锥齿轴套内设置有空腔,调整锥齿轴套内设置有与调整三齿花键二对应的花键槽,所述控制带轮内设置有与控制四齿花键杆对应的花键槽,所述控制带轮轴套内设置有与控制三齿花键对应的花键槽。
9.进一步的,所述控制直齿轴套、控制直齿轮始终与控制三齿花键保持啮合,所述调整直齿轮、调整直齿轴套始终与调整三齿花键一保持啮合,常态下控制四齿花键杆与控制带轮、控制带轮轴套相互啮合,调整多齿花键处于调整锥齿轴套的空腔内,调整多齿花键不与调整锥齿轴套接触,调整三齿花键二与调整锥齿轴套相互啮合;当调控滑杆沿控制转轴、调整转轴轴向的方向竖直向上移动预设距离时,控制带轮与控制四齿花键杆脱离啮合,控制带轮轴套与控制三齿花键啮合,同时调整锥齿轮一与调整多齿花键完全啮合,调整三齿花键二与调整转轴脱离啮合,调整三齿花键二处于调整锥齿轴套的空腔内,此时调整三齿花键二不与调整锥齿轴套接触。
10.进一步的,所述调整多齿花键上均匀设置有若干花键齿,通过花键齿的数量调整打孔定位的精度,所述调整锥齿轮一每转动预设角度后,带动调整锥齿轮一上的花键槽转动预设角度后,调整锥齿轮一上的花键槽均在调整锥齿轮一的轴线方向上与调整多齿花键的花键齿位置对应。
11.进一步的,所述控制带轮通过调控皮带与调整带轮带传动,调整带轮与转位齿轮同轴固定连接;所述调整锥齿轮一与调整锥齿轮二相互啮合,调整锥齿轮二与传动杆一固定连接,调整锥齿轮二转动安装在调整锥齿滑环座上,调整锥齿滑环座与固定环座滑动连接,所述传动杆一与传动杆二花键配合,传动杆二与执行锥齿轮一固定连接,执行锥齿轮二与打孔锥齿轮轴固定连接,执行锥齿轮一转动安装在执行锥齿滑环座上,执行锥齿滑环座滑动安装在滑动环座上,滑动环座滑动安装在打孔导轨上。
12.进一步的,所述打孔机构包括与转位齿轮相互啮合的打孔齿圈,打孔齿圈与支撑平台转动连接,打孔齿圈上固定安装有打孔连接板,打孔连接板与打孔导轨固定连接,打孔连接板与打孔锥齿轮轴滑动连接,打孔锥齿轮轴与执行锥齿轮二同轴固定连接,打孔锥齿轮轴与打孔滑座转动连接,打孔锥齿轮轴固定安装在打孔圆盘上,打孔滑座与打孔圆盘转动连接,打孔圆盘固定安装在打孔安装盘上,打孔安装盘上固定安装有焊缝扫描仪、激光打孔头。
13.进一步的,所述支撑平台上固定安装有打孔推杆,所述打孔推杆与清理压板保持接触,所述清理压板上固定安装有多个压板滑杆,所述每个压板滑杆上分别套设有一个压板弹簧,所述压板滑杆滑动安装在固定限位板上,所述压板滑杆位于清理转板的上方且与清理转板的第一端保持接触,清理转板的第二端转动安装在开口向上的收集箱上,收集箱
内固定安装有两个锁位固定板,每个锁位固定板上滑动安装有一个锁位滑动杆,每个锁位滑动杆上套设有一个锁位弹簧,两个锁位滑动杆同时与锁位安装板固定连接,锁位安装板上固定安装有两个锁位杆,清理转板的第三端位于锁位安装板的下方且与锁位安装板保持接触。
14.进一步的,所述打孔安装盘与空腔转动环固定连接,所述空腔转动环内安装有环形电磁铁,所述空腔转动环与锁位滑座滑动连接,锁位滑座上设置有两个插孔,两个插孔之间的距离与两个锁位杆之间的距离相同,锁位杆直径与插孔的孔径一致;常态下,当平移组件带动激光打孔头、焊缝扫描仪向锁位杆方向移动,带动空腔转动环、锁位滑座向锁位杆方向移动,锁位滑座移动到锁位杆的正上方时,锁位滑座上的两个插孔分别与一个锁位杆的位置对应。
15.进一步的,所述支撑平台与总支架滑动连接,支撑平台与升降组件连接,通过升降组件带动与打孔机构连接的空腔转动环、锁位滑座下降,使锁位杆插入锁位滑座上的插孔中将锁位滑座的位置锁定,通过绕轴心转动的空腔转动环将碎屑刮落到收集箱中。
16.本发明与现有技术相比的有益效果是:(1)本发明中设计的调整锥齿轮一上的花键槽均在调整锥齿轮一的轴线方向上与调整多齿花键的花键齿位置对应,当调整多齿花键的花键齿数量较多时,调整锥齿轮一每次转动的角度较小,带动激光打孔头转动的角度较小,调整激光打孔头相对工件的位置,精确定位;(2)本发明通过将锁位滑座位置锁定,使空腔转动环在转动过程中将空腔转动环上的碎屑堆积在空腔转动环与锁位滑座的连接处,随后对环形电磁铁断电,碎屑落入收集箱中,对碎屑集中处理;(3)本发明通过联动配合的调控机构、打孔机构实现任意位置任意方向的直线打孔作业,实用性好。
附图说明
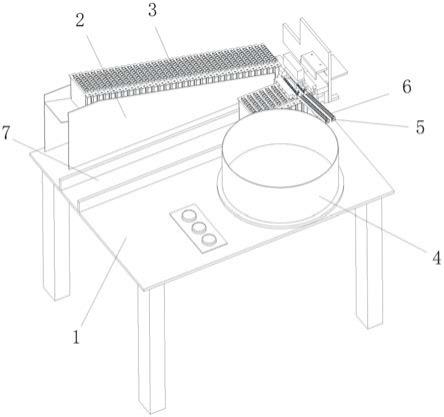
17.图1为本发明整体结构示意图。
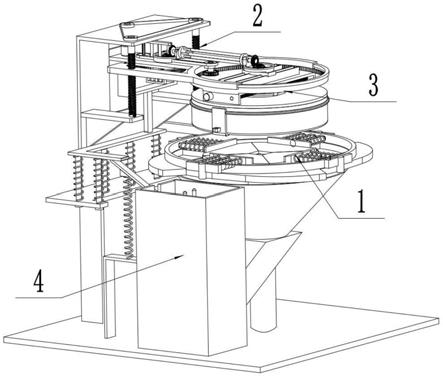
18.图2为本发明夹持电机、凸块转动架结构示意图。
19.图3为本发明夹持机构局部结构示意图。
20.图4为本发明调控机构局部结构示意图。
21.图5为本发明调控机构局部剖面结构示意图。
22.图6为本发明调整锥齿轴套、调整锥齿轮一结构示意图。
23.图7为本发明调控机构另一角度局部结构示意图。
24.图8为本发明调控机构、打孔机构局部结构示意图。
25.图9为本发明打孔机构、清理机构局部结构示意图。
26.图10为本发明打孔机构反面局部结构示意图。
27.图11为本发明清理机构局部结构示意图。
28.图12为本发明图11a处局部放大结构示意图。
29.图13为本发明空腔转动环、锁位滑座结构示意图。
30.附图标记:1-夹持机构;2-调控机构;3-打孔机构;4-清理机构;101-夹持电机;102-凸块转动架;103-转动推板;104-夹持滑杆;105-夹持弹簧;106-夹持板;107-夹持固定环;108-立柱;109-锥形筒;201-调控安装板;202-调控滑杆;203-控制四齿花键杆;204-控制三齿花键;205-控制转轴;206-调整转轴;207-调整三齿花键一;208-调整三齿花键二;
209-调整多齿花键;210-调整固定杆;211-控制直齿轴套;212-控制直齿轮;213-调控液压缸;214-调整直齿轮;215-调整直齿轴套;216-调整锥齿轴套;217-调整锥齿轮一;218-控制带轮;219-控制带轮轴套;220-调控大齿圈;221-固定环座;222-调整锥齿轮二;223-调整锥齿滑环座;224-传动杆一;225-调控皮带;226-调控固定板座;227-执行锥齿轮一;228-执行锥齿轮二;229-滑动环座;230-传动杆二;231-执行锥齿滑环座;232-转位齿轮;233-调整带轮;234-主动直齿轮;235-调控总电机;301-支撑平台;302-打孔推杆;303-平移电机;304-打孔导轨;305-打孔齿圈;306-打孔连接板;307-打孔锥齿轮轴;308-打孔圆盘;309-打孔滑座;310-打孔安装盘;311-焊缝扫描仪;312-平移丝杠;313-平移带轮;314-平移皮带;315-激光打孔头;401-总支架;402-升降皮带;403-升降电机;404-升降带轮;405-升降丝杠;406-清理压板;407-压板滑杆;408-固定限位板;409-清理转板;410-收集箱;411-锁位固定板;412-锁位杆;413-锁位滑动杆;414-锁位弹簧;415-锁位安装板;416-空腔转动环;417-锁位滑座。
具体实施方式
31.在本发明以下的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
32.在本发明以下的描述中,需要说明的是,除非另有明确规定和限定,术语“安装”、“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接连接,亦可以是通过中间媒介间接连接,可以是两个部件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
33.下面结合附图和示例性实施例对本发明作进一步地描述,在此发明的示意性实施例以及说明用来解释本发明,但并不作为对本发明的限定。此外,如果已知技术的详细描述对于示出本发明的特征是不必要的,则将其省略。
34.实施例:参考图1-图13一种带焊缝识别的自动定位激光打孔机,包括用于夹持工件的夹持机构1,还包括:调控机构2、打孔机构3、清理机构4,调控机构2与打孔机构3连接,调控机构2用于驱动打孔机构3完成直线打孔,以及打孔位置的调整,打孔机构3与清理机构4连接,打孔机构3位于夹持机构1的上方,打孔机构3包括平移组件,平移组件用于控制激光打孔头315、焊缝扫描仪311移动,清理机构4与夹持机构1连接,通过清理机构4将打孔机构3在打孔过程中产生的碎屑进行收集,并集中处理,清理机构4上设置有升降组件,升降组件用于驱动打孔机构3的升降与清理机构4配合实现碎屑清理。
35.夹持机构1包括固定安装在总支架401上的夹持固定环107,夹持固定环107与凸块转动架102转动连接,凸块转动架102与固定立柱108转动连接,立柱108安装在锥形筒109内,锥形筒109固定安装在总支架401上,锥形筒109与收集箱410连通,立柱108上固定安装有夹持电机101,夹持电机101的输出轴与凸块转动架102固定连接,凸块转动架102上设置有四个凸出块,凸块转动架102与转动推板103保持接触,转动推板103滑动安装在夹持固定环107上,转动推板103有四个,每个转动推板103通过三个夹持滑杆104与一个夹持板106固定连接,每个夹持滑杆104上套设有一个夹持弹簧105,常态下,相邻的两个夹持板106在夹
持弹簧105的作用下保持接触。
36.调控机构2包括转动安装在调控固定板座226上的调控大齿圈220,调控大齿圈220与主动直齿轮234相互啮合,主动直齿轮234与调控总电机235的输出轴固定连接,调控总电机235固定安装在支撑平台301上,调控大齿圈220与控制直齿轮212、调整直齿轮214相互啮合,控制直齿轮212上固定安装有控制直齿轴套211,调整直齿轮214上固定安装有调整直齿轴套215,控制直齿轴套211、调整直齿轴套215均转动安装在调控固定板座226上,调控固定板座226与调控滑杆202滑动连接,调控滑杆202的两端分别固定安装有一个调控安装板201,一个调控安装板201的两端分别转动安装有控制转轴205、调整转轴206,另一个调控安装板201的两端分别固定安装有控制四齿花键杆203、调整固定杆210,一个调控安装板201与调控液压缸213的活塞杆固定连接,调控液压缸213固定安装在调控固定板座226上,控制转轴205上固定安装有控制三齿花键204,调整转轴206上固定安装有调整三齿花键一207、调整三齿花键二208,调整固定杆210上固定安装有调整多齿花键209,控制转轴205与控制四齿花键杆203转动连接,调整转轴206与调整固定杆210转动连接。
37.调控固定板座226固定安装在支撑平台301上,支撑平台301上转动安装有控制带轮轴套219、调整锥齿轴套216,控制带轮轴套219与控制带轮218固定连接,调整锥齿轴套216与调整锥齿轮一217固定连接,调整锥齿轮一217上设置有与调整多齿花键209对应的花键槽,调整锥齿轴套216内设置有空腔,调整锥齿轴套216内设置有与调整三齿花键二208对应的花键槽,控制带轮218内设置有与控制四齿花键杆203对应的花键槽,控制带轮轴套219内设置有与控制三齿花键204对应的花键槽。
38.控制直齿轴套211、控制直齿轮212始终与控制三齿花键204保持啮合,调整直齿轮214、调整直齿轴套215始终与调整三齿花键一207保持啮合,常态下控制四齿花键杆203与控制带轮218、控制带轮轴套219相互啮合,调整多齿花键209处于调整锥齿轴套216的空腔内,调整多齿花键209不与调整锥齿轴套216接触,调整三齿花键二208与调整锥齿轴套216相互啮合;当调控滑杆202沿控制转轴205、调整转轴206轴向的方向竖直向上移动预设距离时,控制带轮218与控制四齿花键杆203脱离啮合,控制带轮轴套219与控制三齿花键204啮合,同时调整锥齿轮一217与调整多齿花键209完全啮合,调整三齿花键二208与调整转轴206脱离啮合,调整三齿花键二208处于调整锥齿轴套216的空腔内,此时调整三齿花键二208不与调整锥齿轴套216接触。
39.调整多齿花键209上均匀设置有若干花键齿,通过花键齿的数量调整打孔定位的精度,调整锥齿轮一217每转动预设角度后,带动调整锥齿轮一217上的花键槽转动预设角度后,均在调整锥齿轮一217的轴线方向上与调整多齿花键209的花键齿位置对应。
40.控制带轮218通过调控皮带225与调整带轮233带传动,调整带轮233与转位齿轮232同轴固定连接,转位齿轮232转动安装在支撑平台301上;调整锥齿轮一217与调整锥齿轮二222相互啮合,调整锥齿轮二222与传动杆一224固定连接,调整锥齿轮二222转动安装在调整锥齿滑环座223上,调整锥齿滑环座223与固定环座221滑动连接,固定环座221固定安装在支撑平台301上,传动杆一224与传动杆二230花键配合,传动杆二230与执行锥齿轮一227固定连接,执行锥齿轮一227与执行锥齿轮二228相互啮合,执行锥齿轮一227转动安装在执行锥齿滑环座231上,执行锥齿滑环座231滑动安装在滑动环座229上,滑动环座229滑动安装在打孔导轨304上。
41.打孔机构3包括与转位齿轮232相互啮合的打孔齿圈305,打孔齿圈305与支撑平台301转动连接,打孔齿圈305上固定安装有打孔连接板306,打孔连接板306与打孔导轨304固定连接,打孔连接板306与打孔锥齿轮轴307滑动连接,打孔锥齿轮轴307与执行锥齿轮二228同轴固定连接,打孔锥齿轮轴307与打孔滑座309转动连接,打孔锥齿轮轴307固定安装在打孔圆盘308上,打孔滑座309与打孔圆盘308转动连接,打孔圆盘308固定安装在打孔安装盘310上,打孔安装盘310上固定安装有焊缝扫描仪311、激光打孔头315。
42.平移组件包括固定安装在打孔齿圈305上的平移电机303,平移电机303的输出轴与一个平移丝杠312固定连接,平移丝杠312有两个,两个平移丝杠312均转动安装在打孔齿圈305上,每个平移丝杠312分别与一个平移带轮313同轴固定安装,两个平移带轮313通过平移皮带314进行带传动,平移丝杠312与打孔滑座309螺纹连接。
43.支撑平台301上固定安装有打孔推杆302,打孔推杆302与清理压板406在压板弹簧的弹力作用下保持接触,清理压板406上固定安装有多个压板滑杆407,每个压板滑杆407上分别套设有一个压板弹簧,压板弹簧的第一端与清理压板406固定连接,压板弹簧的第二端与固定限位板408固定连接,固定限位板408固定安装在总支架401上,压板滑杆407滑动安装在固定限位板408上,压板滑杆407位于清理转板409的上方且与清理转板409的第一端保持接触,清理转板409的第二端转动安装在开口向上的收集箱410的侧板上,收集箱410固定安装在总支架401上,收集箱410内固定安装有两个锁位固定板411,每个锁位固定板411上滑动安装有一个锁位滑动杆413,每个锁位滑动杆413上套设有一个锁位弹簧414,两个锁位滑动杆413同时与锁位安装板415固定连接,锁位安装板415上固定安装有两个锁位杆412,清理转板409的第三端位于锁位安装板415的下方且与锁位安装板415保持接触。
44.打孔安装盘310与空腔转动环416固定连接,空腔转动环416内安装有环形电磁铁,空腔转动环416与锁位滑座417滑动连接,锁位滑座417上设置有两个插孔,两个插孔之间的距离与两个锁位杆412之间的距离相同,锁位杆412直径与插孔的孔径一致,常态下,当平移组件带动激光打孔头315、焊缝扫描仪311向锁位杆412方向移动,带动空腔转动环416、锁位滑座417向锁位杆412方向移动,锁位滑座417移动到锁位杆412的正上方时,锁位滑座417上的两个插孔分别与一个锁位杆412的位置对应。
45.支撑平台301与总支架401滑动连接,支撑平台301与升降组件连接,通过升降组件带动与打孔机构3连接的空腔转动环416、锁位滑座417下降,使锁位杆412插入锁位滑座417上的插孔中将锁位滑座417的位置锁定,通过绕轴心转动的空腔转动环416将碎屑刮落到收集箱410中。
46.升降组件包括固定安装在总支架401上的升降电机403,总支架401上转动安装有三个升降带轮404,三个升降带轮404通过升降皮带402带传动,其中一个升降带轮404与升降电机403的输出轴固定连接,另两个升降带轮404分别与一个升降丝杠405同轴固定连接,升降丝杠405转动安装在总支架401上,升降丝杠405与支撑平台301螺纹连接。
47.本发明的工作原理如下:启动夹持电机101驱动凸块转动架102在立柱108上转动,凸块转动架102上的四个凸出块分别推动一个转动推板103,带动夹持滑杆104在夹持固定环107上滑动,带动四个夹持板106张开,将工件放入四个夹持板106之间,随后夹持电机101反转,夹持板106在夹持弹簧105的弹力作用下将工件夹住。
48.启动调控总电机235驱动主动直齿轮234转动,带动调控大齿圈220在调控固定板
座226上转动,带动控制直齿轴套211、控制直齿轮212、调整直齿轮214、调整直齿轴套215转动,初始状态时,控制带轮218与控制四齿花键杆203啮合,控制直齿轴套211、控制直齿轮212带动控制三齿花键204在控制四齿花键杆203中转动,不带动控制带轮218转动;调整锥齿轴套216与调整三齿花键二208啮合,调整直齿轮214、调整直齿轴套215带动调整三齿花键一207、调整三齿花键二208转动,带动调整锥齿轴套216、调整锥齿轮一217转动,调整锥齿轮一217带动调整锥齿轮二222转动,调整锥齿轮二222带动传动杆一224转动,传动杆一224带动传动杆二230转动,传动杆二230带动执行锥齿轮一227转动,执行锥齿轮一227带动执行锥齿轮二228转动,执行锥齿轮二228带动打孔锥齿轮轴307转动,打孔锥齿轮轴307带动打孔圆盘308、打孔安装盘310转动,带动焊缝扫描仪311、激光打孔头315转动,调整锥齿轮一217每转动预设角度后带动打孔安装盘310上的激光打孔头315、焊缝扫描仪311转动预设角度,调整锥齿轮一217上的花键槽均在调整锥齿轮一217的轴线方向上与调整多齿花键209的花键齿位置对应,当调整多齿花键209的花键齿数量较多时,调整锥齿轮一217每次转动的角度较小,带动激光打孔头315转动的角度较小,调整激光打孔头315相对工件的位置,精确定位。
49.调整好激光打孔头315位置后,启动平移电机303,驱动一个平移丝杠312转动,平移丝杠312通过平移带轮313与平移皮带314的带传动带动另一个平移丝杠312同步转动,带动打孔滑座309移动,打孔滑座309带动打孔圆盘308、打孔安装盘310、焊缝扫描仪311、激光打孔头315同步移动,通过焊缝扫描仪311对焊缝进行识别后,激光打孔头315进行直线激光打孔;在打孔滑座309移动的过程中,打孔滑座309带动打孔锥齿轮轴307、打孔圆盘308同步移动,带动执行锥齿轮一227绕执行锥齿轮二228的轴线做圆周运动,带动执行锥齿滑环座231在滑动环座229上滑动,带动传动杆二230与传动杆一224之间发生相对滑动,带动调整锥齿轮二222绕调整锥齿轮一217的轴线做圆周运动,带动调整锥齿滑环座223在固定环座221上滑动,在此过程中,滑动环座229、打孔锥齿轮轴307由于摩擦力作用不发生转动;当完成一条直线上的打孔工作后通过驱动平移电机303使打孔滑座309回到图8所示的初始位置。
50.随后再次启动调控总电机235驱动主动直齿轮234转动,带动调控大齿圈220、调整直齿轮214转动,带动调整锥齿轴套216、调整锥齿轮一217转动,带动打孔安装盘310、激光打孔头315转动,原理同上,对需要直线打孔的位置进行定位后,调控总电机235停止运作,驱动调控液压缸213缩回活塞杆,使调整多齿花键209与调整锥齿轮一217相互啮合,使控制三齿花键204与控制带轮轴套219相互啮合,控制带轮218与控制四齿花键杆203脱离啮合。启动调控总电机235驱动主动直齿轮234、调控大齿圈220转动,带动控制直齿轮212、调整直齿轮214转动,带动控制三齿花键204、控制带轮轴套219、控制带轮218转动,此时调整锥齿轴套216、调整锥齿轮一217不转动;控制带轮218通过调控皮带225带动调整带轮233转动,调整带轮233带动转位齿轮232转动,转位齿轮232带动打孔齿圈305转动,打孔齿圈305带动平移电机303、平移丝杠312、打孔导轨304、打孔连接板306、平移带轮313、平移皮带314、打孔滑座309转动所需角度,调控总电机235停止运作,启动平移电机303,驱动一个平移丝杠312转动,平移丝杠312通过平移带轮313与平移皮带314的带传动带动另一个平移丝杠312同步转动,带动打孔滑座309移动,打孔滑座309带动打孔圆盘308、打孔安装盘310、焊缝扫描仪311、激光打孔头315同步移动,通过焊缝扫描仪311对焊缝进行识别后,激光打孔头315
进行激光打孔,完成另一条直线上的打孔工作后,驱动平移电机303使打孔滑座309回到初始位置。
51.本发明可根据所需实现不同角度的直线打孔工作,原理同上;在激光打孔过程中,对空腔转动环416内安装有环形电磁铁进行通电,通过环形电磁铁对碎屑进行吸附,溅起的碎屑落入锥形筒109内,随后滑向收集箱410,与环形电磁铁相吸的碎屑粘附在空腔转动环416的内表面,启动升降电机403,驱动一个升降带轮404转动,通过升降皮带402带动另两个升降带轮404转动,带动升降丝杠405转动,带动支撑平台301在总支架401上向收集箱410的方向滑动,带动打孔推杆302推动清理压板406、压板滑杆407,带动压板滑杆407在固定限位板408上滑动,清理压板406下压清理转板409的第一端,带动清理转板409绕清理转板409的第二端转动,带动清理转板409的第三端顶起锁位安装板415,锁位安装板415带动锁位滑动杆413在锁位固定板411上滑动,带动锁位安装板415、锁位杆412向上移动,同时,启动平移电机303,驱动一个平移丝杠312转动,平移丝杠312通过平移带轮313与平移皮带314的带传动带动另一个平移丝杠312同步转动,带动打孔滑座309移动,打孔滑座309带动打孔圆盘308、打孔安装盘310、空腔转动环416、锁位滑座417同步移动,使锁位滑座417处于锁位杆412的正上方,锁位滑座417上的两个插孔分别插入一个锁位杆412,这时,锁位滑座417的位置固定,随后启动调控总电机235驱动主动直齿轮234转动,带动调控大齿圈220在调控固定板座226上转动,带动控制直齿轴套211、控制直齿轮212、调整直齿轮214、调整直齿轴套215转动,带动调整锥齿轴套216、调整锥齿轮一217转动,调整锥齿轮一217带动调整锥齿轮二222转动,调整锥齿轮二222带动传动杆一224转动,传动杆一224带动传动杆二230转动,传动杆二230带动执行锥齿轮一227转动,执行锥齿轮一227带动执行锥齿轮二228转动,执行锥齿轮二228带动打孔安装盘310转动,打孔安装盘310带动空腔转动环416转动,使空腔转动环416在转动过程中将空腔转动环416上的碎屑堆积在空腔转动环416与锁位滑座417的连接处,随后对环形电磁铁断电,碎屑落入收集箱410中,对收集箱410中的碎屑集中处理。
52.升降组件驱动支撑平台301回到初始位置,平移组件驱动打孔滑座309回到初始位置,原理同上,锁位安装板415在锁位弹簧414的弹力作用下,重新与锁位固定板411保持接触,锁位安装板415下压清理转板409的第三端,清理压板406在压板弹簧的弹力作用下与打孔推杆302保持接触,带动压板滑杆407在固定限位板408上滑动到初始位置。
53.应当理解的是,以上实施例仅用以说明本发明的技术方案,而非对其限制,对本领域技术人员来说,可以对上述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而所有这些修改和替换,都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。