1.本发明涉及复合板加工技术领域,特别是一种基于过渡层控制的钛钢复合板加工方法。
背景技术:
2.金属钛因其对氧有非常大的亲合力,能在其表面上生成一层致密的氧化膜,可保护钛不受介质腐蚀。因此,钛在酸性、碱性、中性盐水溶液中和氧化性介质中具有很好的稳定性和耐腐蚀性,钛合金被广泛应用于石油、化工、冶金、海水淡化造船、电力及海洋工程等行业。但是,钛合金成本比价高,将钛与其他金属复合,制成金属复合材料,既可以发挥钛的优异性能,又可降低成本,钛-钢复合材料就是这样一种材料。钛钢复合板是用爆炸或轧制方法使钛和钢达到冶金结合的金属复合板,包括钛覆层102、钢基层103和钛覆层102与钢基层103的结合面(复合界面)。其中,钛覆层102厚度较薄,为金属复合板中的耐蚀层,钢基层103厚度较厚,为金属复合板中的受力层。
3.钛钢复合板虽然具有非常优良的性能,但是钛与钢的焊接属于异种金属的焊接,钛和钢的热导率、线膨胀系数等物理和化学性能存在较大差异,导致焊接存在一定困难。目前,钛钢复合板的焊接方法主要为氩弧焊,由于钛的熔点高、热容量大、导热性差,采用熔化极氩弧焊进行焊接时,对金属的热输入比较大,焊接过程中钛合金高温停留时间长,焊缝及热影响区晶粒长大显著,从而造成焊接接头的塑性和断裂韧性的下降。使接头的塑性下降。当采用非熔化极氩弧焊进行填丝焊接时,热输入量减小,但焊接层道数比较多,焊接效率低。而且,时fe在ti中的溶解度极低,当fe的含量超过0.1%时,则会形成tife及tife2等硬脆金属间化合物,致使钛钢中心焊缝区容易形成大量硬脆的金属间化合物,使焊缝的塑性降低、脆性增加。因此钛钢复合板直接熔焊时,钛与钢的焊缝在焊接过程中极易形成裂纹,钛和钢之间直接采用普通熔焊的方法形成连续的焊接接头几乎不可能。
4.目前,钛钢复合板的焊接方法(主要是钨极氩弧焊),需要使用不同的焊丝对钛层、过渡层及钢层进行多层多道焊接,存在焊接过程复杂,累积热输入大,焊接速度低,焊接应力大等问题。激光焊接与传统焊接方法相比,具有能量密度高,热输入低,热影响区窄,工件产生收缩与变形较小等诸多优点。采用激光器双侧同步焊接,可以使焊缝两侧的金属同时加热和冷却,可以有效降低接头的变形及应力。
技术实现要素:
5.本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
6.鉴于现有技术中存在的问题,提出了本发明。
7.因此,本发明所要解决的技术问题是现有钛钢复合板焊接存在的焊接过程操作复杂,累积热输入大,焊接应力变形大,焊接效率低。
8.为解决上述技术问题,本发明提供如下技术方案:一种基于过渡层控制的钛钢复合板加工方法,其包括加工焊接坡口:在待焊钛钢复合板焊接截面的复合过渡线处,沿复合过渡线长度方向加工截面为半椭圆形的坡口;清理焊接区域:清理待焊钛钢复合板的坡口、待焊区以及周围区域;制备过渡层:使用丙酮作为粘接剂将混合均匀的过渡层金属粉末制成糊状,均匀填充于待焊钛钢复合板的坡口处,压紧并进行烘干处理;所述过渡层金属粉末由如下重量百分比的物质组成:铌10-20%,钒30-40%,铍30-40%,铜10-20%,上述组分重量百分比之和为100%;激光双侧焊接:将待焊钛钢复合板组对装配夹紧,焊前将待焊钛钢复合板预热到100-120℃;使用激光对待焊钛钢复合板进行双侧同步焊接,焊接时控制激光功率与焊接速度之间的匹配,使两侧金属的熔池底部恰好位于钛钢复合板的复合界面位置;焊接过程中采用纯度不小于99.999%的高纯氩气对焊缝、高温焊缝区及热影响区进行保护;固定夹持切割:将钛钢复合板固定安装在夹持切割机构(200)上,调整好夹持切割机构(200)对钛钢复合板的切割长度,使用切割机沿着夹持切割机构(200)上的切割长度切割钛钢复合板。
9.作为本发明所述基于过渡层控制的钛钢复合板加工方法的一种优选方案,其中:所述在待焊钛钢复合板的焊接截面上加工截面为半椭圆形的坡口,坡口的深度即为半椭圆形短轴a的1/2,半椭圆形的长轴b与待焊钛钢复合板的钛覆层与钢基层的结合面垂直,所述半椭圆形的短轴a=1-1.6mm、长轴b=1-2mm。
10.作为本发明所述基于过渡层控制的钛钢复合板加工方法的一种优选方案,其中:所述清理焊接区域的具体做法是:清理待焊钛钢复合板的坡口和待焊区域,清理区域应不小于坡口边缘的15mm,去除杂物和氧化膜,然后用酒精溶液清理待焊区和待焊区周围,去除有机物杂质。
11.作为本发明所述基于过渡层控制的钛钢复合板加工方法的一种优选方案,其中:在进行所述激光双侧焊接时将待焊钛钢复合板组对装配夹紧的装配间隙为0-0.2mm。
12.作为本发明所述基于过渡层控制的钛钢复合板加工方法的一种优选方案,其中:所述激光双侧焊接中使用激光对待焊钛钢复合板进行双侧同步焊接,焊接时控制激光功率与焊接速度之间的匹配,使两侧金属的熔池底部恰好位于钛钢复合板的复合界面位置的具体做法是:先通过前期实验确定一定焊接速度下达到所需熔深时的钛覆层侧焊接线能量和钢基层侧焊接线能量;在实际双侧同时焊接中,根据焊接速度,严格控制激光功率使钛覆层侧线能量和钢基层侧线能量为前期实验确定的与所述焊接速度对应的线能量。
13.作为本发明所述基于过渡层控制的钛钢复合板加工方法的一种优选方案,其中:所述激光双侧焊接中采用纯度不小于99.999%的高纯氩气保护的高温焊缝区及热影响区是指焊接过程中温度大于295℃的区域。
14.作为本发明所述基于过渡层控制的钛钢复合板加工方法的一种优选方案,其中:所述夹持切割机构包括底板、第一定位块、第二定位块和切割调节板,所述第一定位块和第二定位块分别固定设置在底板上一侧的两端,所述切割调节板位于第一定位块和第二定位块的同一侧并架设在第一定位块和第二定位块上滑动连接。
15.作为本发明所述基于过渡层控制的钛钢复合板加工方法的一种优选方案,其中:所述底板上相对于第一定位块和第二定位块所在侧的另一侧垂直设置挡板,所述挡板上垂直设置限位块,所述挡板和第一定位块上同向设置有弹簧,弹簧另一端设置限位板。
16.作为本发明所述基于过渡层控制的钛钢复合板加工方法的一种优选方案,其中:所述切割调节板由顶板和侧板组成l型结构,顶板上设置有嵌条,第一定位块和第二定位块上设置有条槽,所述嵌条嵌入条槽上,切割调节板上阵列设置有等距的切割槽。
17.作为本发明所述基于过渡层控制的钛钢复合板加工方法的一种优选方案,其中:所述第二定位块上自侧面凹陷形成容置槽,容置槽端壁设置凸轴,并且容置槽内设置l型直角块,直角块套设在凸轴上,直角块底部设置弹性板,直角块上铰接设置长板,长板伸出第二定位块与所述切割调节板配合。
18.本发明的有益效果是:
19.1.本发明能够实现钛钢复合板的全焊透,可以简化现有焊接技术,显著提高焊接效率和质量;
20.2.本发明通过过渡层的控制,可以提高接头的强韧性能;
21.3.与现有焊接技术相比,本发明可以减小热输入、焊接变形及残余应力;
22.4.本技术可以适用的范围广,可在工业生产领域广泛适用。
附图说明
23.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
24.图1为第一个实施例中的加工好焊接坡口后的钛钢复合板示意图。
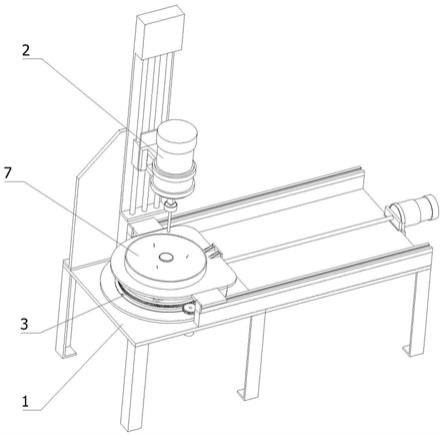
25.图2为第一个实施例中的激光双侧焊接示意图。
26.图3为第二个实施例中的夹持切割机构爆炸图。
27.图4为第二个实施例中的夹持切割机构与复合板的结合图。
28.图5为第二个实施例中的直角块的安装结构图。
29.图6为第二个实施例中的卡槽与长板配合图。
具体实施方式
30.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合说明书附图对本发明的具体实施方式做详细的说明。
31.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
32.其次,此处所称的“一个实施例”或“实施例”是指可包含于本发明至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“在一个实施例中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。
33.实施例1
34.参照图1、2,为本发明第一个实施例,该实施例提供了一种基于过渡层控制的钛钢复合板101加工方法,采用的钛钢复合板101的尺寸规格是3mm 3mm,由轧制方法获得。
35.上述钛钢复合板101全焊透焊接方法,包括以下步骤:
36.1)、加工焊接坡口104:在待焊钛钢复合板101的焊接截面的复合过渡线处,沿复合过渡线长度方向加工截面为半椭圆形的坡口,坡口的深度即为半椭圆形短轴a的1/2,半椭圆形的长轴b与待焊钛钢复合板101的钛覆层102与钢基层103的结合面垂直,半椭圆形的短轴a=1-1.6mm、长轴b=1-2mm;加工坡口之后的待焊钛钢复合板101如图1所示。
37.2)、清理焊接区域:清理待焊钛钢复合板101的坡口、待焊区以及周围区域;具体做法为清理待焊钛钢复合板101的坡口和待焊区域,清理区域应不小于坡口边缘的15mm,去除杂物和氧化膜,然后用酒精溶液清理待焊区和待焊区周围,去除有机物杂质。
38.3)、制备过渡层:使用丙酮作为粘接剂将混合均匀的过渡层金属粉末制成糊状,均匀填充于待焊钛钢复合板101的坡口处,压紧并进行烘干处理;过渡层金属粉末由如下重量份的物质组成:铌10-20%,钒30-40%,铍30-40%,铜10-20%,上述组分重量百分比之和为100%;
39.4)、激光双侧焊接:将待焊钛钢复合板101组对装配夹紧,装配间隙为0-0.2mm,焊前将钛钢复合板101预热到100-120℃;如图2所示,使用激光对待焊钛钢复合板101进行双侧同步焊接,焊接时控制激光功率与焊接速度之间的匹配,使两侧金属的熔池底部恰好位于钛钢复合板101的复合界面位置;焊接过程中采用纯度不小于99.999%的高纯氩气对焊缝及温度大于295℃的高温焊缝区及热影响区进行保护;
40.5)固定夹持切割:将钛钢复合板101固定安装在夹持切割机构200上,调整好夹持切割机构200对钛钢复合板101的切割长度,使用切割机沿着夹持切割机构200上的切割长度切割钛钢复合板101。
41.本例中步骤4)中使用激光对待焊钛钢复合板101进行双侧同步焊接,焊接时控制激光功率与焊接速度之间的匹配,使两侧金属的熔池底部恰好位于钛钢复合板101的复合界面位置的具体做法是:先通过前期实验确定一定焊接速度下得到达到所需熔深时的钛覆层102侧焊接线能量和钢基层103侧焊接线能量;在实际双侧同时焊接中,根据焊接速度,严格控制激光功率使钛覆层102侧线能量和钢基层103侧线能量为前期实验确定的与焊接速度对应的线能量。
42.本例中的前期实验的具体步骤是:为确定焊接过程中使用的焊接参数,使用准备好坡口及中间过渡层105的试板,在钛覆层102侧进行单侧焊接,所用的焊接参数为:在4s时间内激光功率由3.0kw线性减小为2.0kw,焊接速度2m/min,激光焦距300mm,焊后沿焊缝中心方向加工试样,制取金相试样,通过测量不同位置的焊缝熔深,确定焊缝熔深为3-3.2mm时的激光功率,得到所需熔深时的钛覆层102侧的焊接线能量。采用同样的方法获得钢基层103侧的焊接线能量,再通过改变焊接速度为2.5m/min获得最终的参数范围。
43.本例中在实际双侧同时焊接时,所用激光器为光纤激光器,焊接所用参数为:激光功率2.5-3.0kw,焊接速度2-2.5m/min,激光焦距300mm,焦点位于两块试板的装配中心,两侧同时焊接过程中需要严格控制激光功率与焊接速度之间的匹配,控制钛覆层102侧线能量为:q=65-70j/mm,钢基层103侧线能量为:q=45-50j/mm,使两侧金属的熔池底部恰好位于钛钢复合板101的复合界面位置,实现两侧金属的全熔透焊接。
44.实施例2
45.参照图3~6,为本发明第二个实施例,该实施例基于上一个实施例,夹持切割机构200包括底板201、第一定位块202、第二定位块203和切割调节板204。
46.底板201为方形结构,第一定位块202和第二定位块203分别固定设置在底板201上一侧的两端,具体位于底板201上一侧的两个端脚处,切割调节板204位于第一定位块202和第二定位块203的同一侧并架设在第一定位块202和第二定位块203上滑动连接。
47.由于第一定位块202和第二定位块203之间留有一定的空间距离,切割调节板204用于在第一定位块202和第二定位块203上移动并且可以遮挡住第一定位块202和第二定位块203之间的空间,同时起到切割时调节距离的作用。
48.底板201上相对于第一定位块202和第二定位块203所在侧的另一侧垂直设置挡板201a,挡板201a上垂直设置限位块201b,挡板201a和第一定位块202上同向设置有弹簧a,弹簧a另一端设置限位板b。
49.钛钢复合板101放置在底板201上,一侧被第一定位块202和第二定位块203限位,另一侧被挡板201a限位,挡板201a起到将钛钢复合板101限位作用。
50.进一步的,切割调节板204由顶板204a和侧板204b组成l型结构,顶板204a上设置有嵌条204a-1,第一定位块202和第二定位块203上设置有条槽c,嵌条204a-1嵌入条槽c上,切割调节板204上阵列设置有等距的切割槽204c。相邻切割槽204c之间形成有一定设定好的距离,便于切割时调节尺寸,第一定位块202和第二定位块203上设置有一定微小的刻度,当切割调节板204在第一定位块202和第二定位块203上移动时可以进行微调节。
51.第二定位块203上自侧面凹陷形成容置槽203a,容置槽203a端壁设置凸轴203e,并且容置槽203a内设置l型直角块203b,直角块203b由两个板块垂直连接而成,凸轴203e穿过其中一个板块使得直角块203b套设在凸轴203e上,直角块203b其中一个板块底部设置弹性板203c,第一状态:直角块203b其中一个板块连接容置槽203a底部,弹性板203c接触容置槽203a底部,另一个板块垂直朝上,此时可以将钛钢复合板101从底板201的一端穿过顶住限位板b。
52.进一步的,直角块203b上铰接设置长板203d,具体的,直角块203b上固定设置有一对连接板,长板203d一端的两侧与连接板铰接,另一端延长伸出第二定位块203,切割调节板204朝向长板203d的一端设置卡槽204d,长板203d可以卡入卡槽204d中。
53.初始状态下,长板203d卡入卡槽204d中,整个直角块203b由于长板203d被切割调节板204卡出无法被弹性板203c弹起翻转,当钛钢复合板101安装在底板201上后移开切割调节板204,弹性板203c将直角块203b弹起围绕凸轴203e翻转九十度,直角块203b正好卡住钛钢复合板101第一个脚,此时由于限位板b和直角块203b在钛钢复合板101两端限位钛钢复合板101被固定住,然后可以移动切割调节板204调节切割长度。
54.进一步的,底板201的两端设置有滑槽201c,第一定位块202和第二定位块203上相对的侧面向滑槽201c设置滑块202a,滑块202a伸入滑槽201c内滑动连接并且滑块202a可以通过螺栓固定连接底板201的两端。
55.重要的是,应注意,在多个不同示例性实施方案中示出的本技术的构造和布置仅是例示性的。尽管在此公开内容中仅详细描述了几个实施方案,但参阅此公开内容的人员应容易理解,在实质上不偏离该申请中所描述的主题的新颖教导和优点的前提下,许多改型是可能的(例如,各种元件的尺寸、尺度、结构、形状和比例、以及参数值(例如,温度、压力等)、安装布置、材料的使用、颜色、定向的变化等)。例如,示出为整体成形的元件可以由多个部分或元件构成,元件的位置可被倒置或以其它方式改变,并且分立元件的性质或数目
或位置可被更改或改变。因此,所有这样的改型旨在被包含在本发明的范围内。可以根据替代的实施方案改变或重新排序任何过程或方法步骤的次序或顺序。在权利要求中,任何“装置加功能”的条款都旨在覆盖在本文中所描述的执行所述功能的结构,且不仅是结构等同而且还是等同结构。在不背离本发明的范围的前提下,可以在示例性实施方案的设计、运行状况和布置中做出其他替换、改型、改变和省略。因此,本发明不限制于特定的实施方案,而是扩展至仍落在所附的权利要求书的范围内的多种改型。
56.此外,为了提供示例性实施方案的简练描述,可以不描述实际实施方案的所有特征(即,与当前考虑的执行本发明的最佳模式不相关的那些特征,或于实现本发明不相关的那些特征)。
57.应理解的是,在任何实际实施方式的开发过程中,如在任何工程或设计项目中,可做出大量的具体实施方式决定。这样的开发努力可能是复杂的且耗时的,但对于那些得益于此公开内容的普通技术人员来说,不需要过多实验,所述开发努力将是一个设计、制造和生产的常规工作。
58.应说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。