1.本技术涉及刀具管理领域,具体为一种刀具管理系统。
背景技术:
2.目前,随着机械加工工业水平的不断提高,刀具在机械加工制造中的应用也越来越广泛,刀具的种类也越来越多。
3.但是,现有技术中缺少对刀具进行管理的系统,尤其对于一些加工要求比较高、加工工件比较复杂的大中型工厂,其一般采购的刀具的种类以及数量比较多,并集中储存于仓库中,以致于操机人员在取用刀具时,需要在各类刀具中盲目性的进行查找,工作量大,效率低,且不能及时对各刀具的使用情况进行监测。
技术实现要素:
4.本技术的一个目的在于提供一种便于管理,能够方便、迅速、准确的查找到所需刀具,且可对各刀具的使用情况进行实时监测的刀具管理系统。
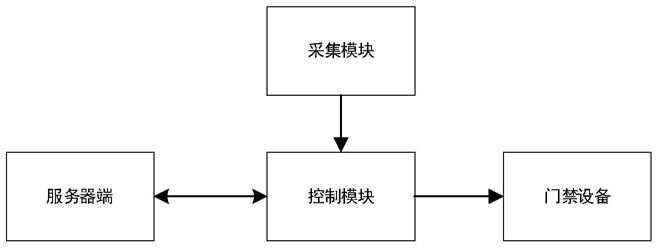
5.为达到以上目的,本技术采用的技术方案为:一种刀具管理系统,包括储存装置以及控制装置,所述储存装置包括多个用于存放刀具的储存单元;所述控制装置包括采集模块、数据库以及输出模块,所述采集模块用于采集各所述储存单元的位置信息以及各所述储存单元内存放的刀具的编号信息,所述数据库用于一一对应地存储所述位置信息以及所述编号信息,所述输出模块用于根据所述编号信息从所述数据库中调取并输出对应的所述位置信息。
6.优选的,还包括打印机,所述打印机用于在各所述刀具上打印出对应的所述编号信息。
7.优选的,所述控制装置还包括预警模块,所述预警模块用于在所述刀具的库存不足以及所述刀具未在规定时间内进行装配、配送及归还时发出预警提示。
8.优选的,还包括自动配送装置,所述自动配送装置用于根据所述刀具的配送信息将该所述刀具自动配送至指定的工位上。
9.优选的,还包括对刀室、工作台、对刀仪以及刀架,所述储存装置、所述控制装置、所述工作台、所述对刀仪以及所述刀架均设置于所述对刀室内。
10.优选的,所述储存装置为智能存储柜,所述储存单元为设置于所述智能存储柜上的抽屉。
11.优选的,所述储存装置为智能回转库,所述储存单元为设置于所述智能回转库上的第一箱斗以及第二箱斗,所述第一箱斗内设有刀具车,所述刀具车的上端竖直设有用于插接所述刀具的容纳孔;所述第二箱斗内设有隔板,所述隔板用于在所述第二箱斗分隔成多个用于存放所述刀具的放置区。
12.优选的,所述储存装置还包括多个自动弹出单元,多个所述自动弹出单元与多个所述储存单元一一对应,且所述自动弹出单元用于根据所述输出模块输出的所述位置信息
驱动对应的所述储存单元自动弹出。
13.优选的,所述储存装置还包括多个记重统计单元,多个所述记重统计单元与多个所述储存单元一一对应,且所述记重统计单元用于实时监测对应的所述储存单元内存放的所述刀具的总重量信息。
14.与现有技术相比,本技术的有益效果在于:
15.(1)由于所述刀具具有对应的所述编号信息,各所述储存单元具有不同的所述位置信息,且所述编号信息与所述位置信息一一对应的存储于所述数据库中,得以根据所述编号信息从所述数据库中调取对应的所述位置信息,从而可以方便、迅速以及准确的确认所需刀具的存放位置,得以节省取用所述刀具时所需的时间,并可以避免盲目性的进行查找,降低了取刀的工作量,并提高了取刀的工作效率;
16.(2)当所述刀具的库存不足以及所述刀具未在规定时间内进行装配、配送及归还时,可以通过所述预警模块发出预警提示,得以对所述刀具的使用情况进行实时监测,以便及时准确的查找出所述刀具的所在地,从而加强对所述刀具的监控和管理;
17.(3)在所述自动配送装置的作用下,当取出所述刀具后,可以根据所述刀具对应的所述配送信息,将所述刀具自动输送至指定的工位上;
18.(4)在所述自动弹出单元的作用下,当根据所述刀具的所述编号信息从所述数据库中调取对应的所述位置信息的同时,相对应的所述储存单元上的所述自动弹出单元驱动该所述储存单元自动弹出,即方便了对所述刀具的取出,又可以避免因人为失误打开错误的所述储存单元而取出错误的所述刀具,还可以实现对各个所述储存单元的锁定,得以提高所述刀具存放的安全性;
19.(5)在所述记重统计单元的作用下,得以实时监测各所述储存单元内存放的所述刀具的总重量信息,以便根据单个所述刀具的重量,换算得出各所述储存单元内存放的所述刀具的余量。
附图说明
20.图1为刀具管理方法的步骤示意图;
21.图2为智能回转库的立体示意图;
22.图3为第一箱斗的立体示意图;
23.图4为第二箱斗的立体示意图;
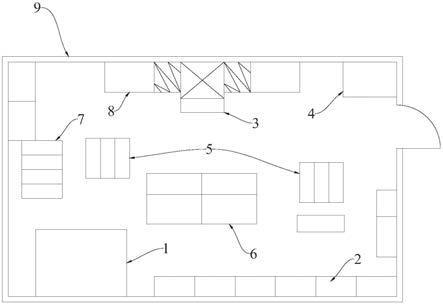
24.图5为对刀室内的布置示意图;
25.图6为刀具管理系统的工作流程示意图。
26.图中:1、智能回转库;11、第一箱斗;111、刀具车;12、第二箱斗;121、隔板;2、智能存储柜;3、采集模块;4、打印机;5、自动配送装置;6、工作台;7、刀架;8、对刀仪;9、对刀室。
具体实施方式
27.下面,结合具体实施方式,对本技术做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
28.在本技术的描述中,需要说明的是,对于方位词,如有术语“中心”、“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本技术的具体保护范围。
29.需要说明的是,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
30.本技术的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
31.参照图1,本技术的一个实施例中提供一种刀具管理方法,包括以下步骤:编号步骤、存储步骤以及取出步骤。
32.编号步骤具体为:提供多个刀具并对各刀具进行编号,使不同类型的刀具具有不同的编号信息,或者使每一支刀具具有唯一的编号信息。
33.编号信息可以是阿拉伯数字、汉字、字母、二维码以及条形码中的一种或多种的组合。
34.本技术对编号的方式不进行限定,以下提供一种编号的参考方式:编号信息为阿拉伯数字以及二维码,用一个或数个阿拉伯数字代表一项物料,并具体采用三串数字分别表示刀具的大类、刀具的小类以及刀具的流水号,且三串数字之间通过横杠隔开,并过结合软件生成对应的二维码信息。此种方法编制较为容易,但在实际操作过程中,因为编号后的数字可能会过多不容易识别,所以对需要刀具的类别做详细的区分以便查询和编辑,且刀具的名称要结合编程软件、erp、刀具管理软件的应用使三者保持统一,以免在数据传输过程中出现错误。并结合刀具的柄部空间,合理调节各刀具所对应的二维码尺寸,详细编号数据参考下表1。
35.【表1】
[0036][0037]
存储步骤具体为:提供多个储存单元,每一储存单元具有不同的位置信息,将刀具存放于各储存单元内,采集并保存每一刀具的编号信息以及存放该刀具的储存单元的位置信息,编号信息以及位置信息一一对应地存储于数据库中。
[0038]
存储步骤中,位置信息可以是阿拉伯数字、汉字、字母、二维码以及条形码中的一种或者多种的组合。本技术对位置信息的具体内容不进行限定,以下仅提供一种参考方式:通过对对各个储存单元进行排号,例如xx号柜xx行xx排。
[0039]
取出步骤具体为:根据所需刀具的编号信息从数据库中调取对应的位置信息,以确认刀具的存放位置。
[0040]
本技术对调取对应位置信息的方式不进行限定,可以是通过显示器显示具体的位置(例如xx号柜xx行xx排),或者是通过在对应的位置进行指示灯亮起/闪烁的方式提示具体的位置,或者在结合自动弹出单元的前提下自动弹出对应的储存单元,当然,这些具体的调取方式也可以相互结合进行使用。
[0041]
根据上述描述的刀具管理方法,结合如下案例进行具体说明:取规格为d12r1l150的牛鼻铣刀、规格为d10l150的平底铣刀、规格为r4l100th的球头铣刀以及规格为epdbp2010-6-04-th的小径铣刀各一把,经编号步骤进行编号后得到相对应的二维码数值依次为50101-0001-000001、50101-0017-000001、50101-0030-000001以及50101-0042-000001,再经存储步骤将它们依次存放至03号柜05行01排、03号柜04行01排、03号柜05行04排以及03号柜01行01排;取出时,只需在数据库中输入所需刀具对应的二维码数值,即可通过显示器显示具体的位置,例如输入50101-0001-000001时,显示器输出03号柜05行01排,得以根据输出的位置信息,快速定位到具体的储存单元,以便快速找到规格为d12r1l150的牛鼻铣刀。当同一规格的刀具具有多把时,可以通过二维码数值后六位进行区分,例如第二把d12r1l150的牛鼻铣刀的二维码数值为50101-0001-000002。
[0042]
在本技术的一些实施例中,编号信息通过打印机4打印在对应的刀具上。打印时,
根据刀具的柄部空间(具体可参照表1),在刀具的丙部打印上合适尺寸的二维码数值,以便对刀具的编号信息进行采集。
[0043]
在本技术的一些实施例中,刀具管理方法还包括配送步骤:根据工件的加工内容制定各刀具的配送信息,采集并保存该刀具的配送信息,配送信息以及编号信息一一对应地存储于数据库中,并根据配送信息将对应的刀具配送至指定的工位上。其中,配送信息可以包括机床号、生产线号、工号等信息,以便通过配送信息对出库的刀具进行追踪、定位。
[0044]
在本技术的一些实施例中,刀具管理方法还包括回收步骤:完成加工后对刀具进行回收,采集并保存该刀具的加工信息以及回收信息,加工信息、回收信息以及编号信息一一对应地存储于数据库中。其中,加工信息可以包括具体的加工内容、加工时间以及加工的数量等信息,回收信息可以包括从取出到归还所经历的时间、归还者工号等信息,以便数据库对刀具的使用情况进行具体的记录,有利于进行追踪、查询。
[0045]
在本技术的一些实施例中,刀具管理方法还包括处理步骤:刀具回收后,根据刀具的实际使用情况,对能够继续使用的刀具,经配送步骤重新进行配送;对不能继续使用但具备翻新条件的刀具进行翻新,采集并保存该刀具的翻新信息,翻新信息与编号信息一一对应的存储于数据库中;对不能继续使用且不具备翻新条件的刀具进行报废,采集并保存该刀具的报废信息,报废信息以及编号信息一一对应地存储于数据库中。其中,翻新信息可以包括翻新的时间、翻新的次数、翻新操作者的工号等信息,报废信息可以包括报废的时间、报废的原因以及报废的位置等信息,以便数据库对各刀具入库到报废的全过程进行记录。
[0046]
在本技术的一些实施例中,刀具包括刀体以及用于夹装刀体的刀柄,刀体的编号信息以及用于夹装该刀体的刀柄的编号信息相互独立的存储于数据库中,得以分别根据刀体以及刀柄的编号信息从数据库中分别调取对应的位置信息,从而分别确认刀体以及刀柄的存放位置。当然,还可以将刀体的编号信息以及用于夹装该刀体的刀柄的编号信息相互关联的存储于数据库中,以便根据刀体的编号信息从数据库中同时调取出该刀体的位置信息及其对应的刀柄的位置信息,或者根据刀柄的编号信息从数据库中同时调取出该刀柄的位置信息及其对应的刀体的位置信息,从而节省取刀时的等待时间。
[0047]
在本技术的一些实施例中,在配送步骤中,采集刀体的编号信息以及该刀体对应的刀柄的编号信息并进行绑定形成组合信息,组合信息与配送信息一一对应地存储于数据库中。其中,组合信息可以是通过将刀体的二维码信息通过软件插入刀柄的二维码信息中,从而形成一个刀具整体,这个整体包含了刀体以及刀柄的信息。当然,还可以通过在二维码信息中插入与该刀柄以及刀体相连的其他配件的信息。
[0048]
在本技术的一些实施例中,在配送步骤中,将刀体以及该刀体对应的刀柄装配形成一个整体,并再次采集刀柄上的编号信息,以便数据库进行一次记录,以表示刀体与刀柄之间完成装配;并且,根据该刀柄的编号信息可以从数据库中调取对应的配送信息,得以重新确认配送信息,以确保配送准确无误。
[0049]
在本技术的一些实施例中,在回收步骤中,对能够直接使用的刀体以及刀柄的整体,经配送步骤再次进行配送,避免需要重新进行装配,而且,根据配送的次数可以确定该刀体是新刀体还是再次使用的刀体;对不能直接使用的刀体以及刀柄的整体进行拆分,分离出刀体以及刀柄,以便进行回收,采集并保存刀体以及刀柄的分离信息,分离信息与组合信息一一对应地存储于数据库中。其中,分离信息可以包括进行拆分的时间以及拆分的次
数等信息。
[0050]
在本技术的一些实施例中,在配送步骤中,若未在规定的时间内进行装配和配送,或者未在规定的时间内进行归还,通过预警模块发出预警。其中,预警的方式可以是警报、语音提示、指示灯闪烁以及终端消息提示等之中的一种或者多种组合的方式。
[0051]
在本技术的一些实施例中,提供多个自动弹出单元,多个自动弹出单元以及多个储存单元之间一一对应;在取出步骤中,当根据刀具的编号信息从数据库中调取对应的位置信息的同时,相对应的储存单元上的自动弹出单元驱动该储存单元自动弹出,以便快速、准确的确认所需刀具的存放位置。
[0052]
在本技术的一些实施例中,提供多个记重统计单元,多个记重统计单元以及多个储存单元之间一一对应;采集并保存各储存单元内存放的单个刀具的重量信息,通过记重统计单元实时监测对应的储存单元内存放的刀具的总重量信息,总重量信息与重量信息之间的比值为储存单元内存放的刀具的库存余量,库存余量与位置信息一一对应的存储于数据库中,以便实时对各储存单元内存放的刀具的数量进行跟踪,有利于进行查询、统计。
[0053]
在本技术的一些实施例中,设定各储存单元内存放对应的刀具的最小库存量,最小库存量以及库存余量一一对应的存储于数据库中,当库存余量小于最小库存量时,通过预警模块发出库存预警。其中,预警的方式可以是警报、语音提示、指示灯闪烁以及终端消息提示等之中的一种或者多种组合的方式。而且,在借助管理软件的作用下,可以在库存不足时,自动、及时生成采购清单,并输送至对应的终端设备(如采购部工作人员的电脑)上,以提醒及时根据采购清单进行采购。
[0054]
需要说明的是,本实施例中所描述的刀具管理方法不仅仅局限于对刀具的管理,还可以应用于各类机械加工工具,例如量具、(小型)模具、夹具以及模具等。
[0055]
参照图2-6,本技术的一个实施例中还提供一种刀具管理系统,包括储存装置以及控制装置;储存装置包括多个用于存放刀具的储存单元;控制装置包括采集模块3、数据库以及输出模块,采集模块3用于采集各储存单元的位置信息以及各储存单元内存放的刀具的编号信息,所述数据库用于一一对应地存储所述位置信息以及所述编号信息,所述输出模块用于根据所述编号信息从所述数据库中调取并输出对应的所述位置信息。
[0056]
在本技术的一些实施例中,采集模块3可以包括鼠标、键盘、高清扫描枪以及固定扫描仪(尺寸较小的二维码信息需要借助固定扫描仪进行扫描)等,通过扫描枪,输出模块可以包括显示器。具体地,通过高清扫描枪/固定扫描仪扫描各刀具对应的编号信息,或者通过键盘编辑各刀具对应的编号信号,得以将各刀具所对应的编号信息输入至数据库中进行保存,而且在保存刀具的编号信息的同时,可以通过键盘编辑输入用于存放该刀具的储存单元的位置信息,得以确保各刀具的编号信息及其存放的位置信息一一对应的存储于数据库中;当需要取用刀具时,只需通过键盘编辑输入或者扫描所需刀具的编号信号,即可从数据库中调取对应的位置信息,并通过显示器显示出具体的位置,以便确定所需刀具的存放位置。另外,通过键盘可以编辑输入各刀具所对应的配送信息、加工信息、回收信息、翻新信息、报废信息、组合信息以及分离信息,并通过数据库对以上信息进行保存,以便通过编号信息从数据库调取出上述信息,得以对各刀具的使用情况进行追踪、定位。
[0057]
在本技术的一些实施例中,刀具管理系统还包括打印机4,通过打印机4可以在新采购或者翻新的刀具上打印出对应的编号信息,以便使用过程中对各刀具的编号信息进行
采集。其中,打印机优选为二维码打印机,二维码便于进行扫描识别,且二维码的体积较小,有利于在尺寸较小的刀具上进行打印。
[0058]
在本技术的一些实施例中,控制装置还包括预警模块,预警模块优选为闪烁灯或者扬声器或者显示器等,以便在刀具的库存不足时以及刀具取出后未在规定时间内进行装配、配送及归还时,及时发出相对应的预警提示。
[0059]
在本技术的一些实施例中,刀具管理系统还包括自动配送装置5,自动配送装置5优选为自动配送车(自动配送车为现有技术,简称agv,是装备有电磁或光学等自动导引装置,能够沿规定的导引路径行驶,具有安全保护以及各种移载功能的运输车),自动配送车通过软件编程与数据库链接,将需要进行配送的刀具放置在自动配送车上,并人工采集刀具上的编号信息,从数据库中调取对应的配送信息并自动输送至自动配送车上,自动配送车得以将刀具自动配送至指定的工位上。
[0060]
在本技术的一些实施例中,储存装置还包括多个自动弹出单元,多个自动弹出单元与多个储存单元一一对应,且自动弹出单元用于根据输出模块输出的位置信息驱动对应的储存单元自动弹出,以便快速、准确的定位到所需刀具的位置,也有利于实现对储存单元的锁定,避免人为手动打开储存单元,从而提高刀具储存的安全性。需要说明的是,自动弹出单元本身为现有技术,故在此对具体的弹出方式及其弹出原理不做赘述。
[0061]
在本技术的一些实施例中,储存装置还包括多个记重统计单元,多个记重统计单元与多个储存单元一一对应,且记重统计单元用于实时监测对应的储存单元内存放的刀具的总重量信息。通过键盘编辑输入各型号的刀具所对应的重量信息,根据记重统计单元采集的总重量信息与重量信息之间比值,即可确定各个储存单元内存放的刀具的库存余量,以便数据库对各个储存单元内存放的刀具的总数量进行实时监测。需要说明的是,为了提高库存余量监测的准确度,同一储存单元内应当存放同一型号的刀具。而且,通过键盘可以编辑输入各储存单元内存放刀具的最小库存量,当库存余量小于最小库存量时,可以及时通过预警模块发生库存不足的提示,在借助软件的作用下,还可以及时生成采购清单,并可以及时发送至相对应的终端设备上,以提醒及时进行采购。
[0062]
在本技术的一些实施例中,储存装置为智能存储柜2(例如航瑞成公司自主设计的智能称重柜),智能存储柜2上设置的抽屉为储存单元,通过对各个抽屉进行排号,以形成各个抽屉的位置信息(例如xx号柜xx行xx排),排号后再对每一个排号绑定一类刀体名称使管理软件发出需要这类刀具名称的刀具时能自动弹出相对应的柜号,实现刀具的出库管控。刀体的放置逻辑要点:(1)同类刀具尽可能放置在同一个智能存储柜2内;(2)刀具排序的要按照上轻下重、从小到大的规则;(3)智能存储柜2的摆放位置要按照刀具的使用频率摆放在中间,以便两边取刀人员以最短的距离拿到刀具;(4)考虑到智能存储柜2的计数精度在放置刀具时需要结合智能存储柜2的传感器精度和承重进行选择。
[0063]
在本技术的一些实施例中,由于刀具包括刀体以及刀柄,而刀柄是用于连接刀体与机床主轴,而刀体是直接接触工件进行加工;因此,刀柄的使用寿命远大于刀体的使用寿命,为了便于区分以及统计,故采用上述描述的智能存储柜2单独用于存放刀体,以便对刀体的库存余量进行实时监测;并采用智能回转库1作为储存装置单独对刀柄以及其他的数量较少的或特殊规格的刀体进行储存,储存单元为设置于智能回转库1上的多个库位,多个库位可循环地转动设置于智能回转库1上,且每个库位均由一个箱斗组成(如图2所示,智能
回转库本身为现有技术,其具有链接刀具管理软件的功能,可以安装指令来自动旋转相应的库位,以便快速、准确的找到所需的物件)。参照图3-5,箱斗包括第一箱斗11以及第二箱斗12,第一箱斗11内设有刀具车111,刀具车111的上端竖直设有容纳孔,以便将刀柄直接插入容纳孔内,各个刀柄之间得以区别明显,以便快速、准确的进行查找;第二箱斗12内设有隔板121,隔板121用于在第二箱斗12分隔成多个用于存放刀具的放置区,各个放置区的水平空间较大,故可以直接放置尺寸较长的刀柄以及刀柄与刀体的组合体,或者放置一些特殊规格的刀体;另外,考虑到每个库位最大承重500kg,单支刀柄不超过7.5kg,目前刀柄承重只有d80的刀柄达到8kg其余在4-7kg之间,每层满载除d80刀柄外均可以。
[0064]
本技术对第一箱斗11以及第二箱斗12的具体数量不进行限定,以下提供一种数量规格进行参考:参照智能回转库1的放置详细表(表2),智能回转库1共计20个库位(即20个箱斗),每个箱斗高375mm、宽2450mm、深50mm,其中第一箱斗11共计15个,第二箱斗12共计5个,第一箱斗11除去刀柄架以下178mm剩余197mm,第二箱斗12为分层式。第一箱斗11主要用于放置各类刀柄,但是放置bt50刀柄限制很大,因为bt50刀柄普遍偏长只能放置大约40%,而且所有放置的刀柄都不能装有刀体,所以在放置刀柄时都需要对刀柄进行拆卸无疑增加了工作量。另外,第一箱斗11的放置需要按照程序单的刀柄名称方式来放置,统一种型号的刀柄需要放置在同一层(例如d35l70/d50l70/d80l70);而且,考虑到一种型号的刀柄一层库位无法满足刀柄存放需求,需放置多个库位来存放,其存放原则为从上而下的优先原则,优先使用上层的库位,软件的识别也是如此。第二箱斗12可以分为:(1)枪钻柜区:考虑到公司枪钻的规格多和数量大的特点,智能回转库1的枪钻主要作为库存的形式存放,可以使用一个第二箱斗12对枪钻进行分层放置。上两层放置500mm以下的枪钻,底层放置500mm以上的枪钻。(2)普通钻头区:普通钻头比较杂乱规格多数量不大但是又必不可少,小钻头的使用率不高可以集中放置在一个大塑料箱里(2.5-13mm),余者可以按照大小规格来放置在塑料箱里,超长者集中放置预计需要占据一个库位。(3)杂件区:杂件区主要放置一些平时使用的无尘纸、打印纸、对刀仪配件。
[0065]
【表2】
[0066]
[0067][0068]
参照图5,在本技术的一些实施例中,为了便于管理,智能回转库1、智能存储柜2、采集模块3、打印机4以及自动配送装置5集中设置于对刀室9内,另外,对刀室9内还可以设
置工作台6、刀架7以及对刀仪8等辅助工具。
[0069]
工作原理(如图6所示):
[0070]
1、刀具的采购申报:根据软件的库存预警生成的清单,并结合管理员审核的明细进行申报。
[0071]
2、刀具的入库:刀具从仓库领出后根据对应的编号信息,通过打印机4对刀具进行二维码打印,使其每一支刀具都具有唯一性,然后通过高清扫描枪/固定扫描仪对刀具进行扫码入库,根据输出的位置信息将刀具放入相应的存放点,实现刀具的储存,数据库自动累加刀具库存余量。
[0072]
3、刀具的扫码领出:刀具出库是根据mes的当天加工工件的信息发送给刀具管理软件,也可以在对程序单的二维码进行扫描获取,在软件上左边列出即将加工工件的刀具信息,右边是机台上已经存在的刀具信息,进行软件自动判断,哪些刀具需要更换(刀具寿命)或新增,也可以人为指定在软件上选择需要装夹的刀具(包括刀体以及刀柄),系统根据选择把指令发送给智能存储柜2和智能回转库1,智能存储柜2根据指令弹出刀体所在的抽屉,智能回转库1也可以提前回转到相应的库位以便快速找到刀柄。另外,零散刀具根据操机人员的oa清单进行装夹。
[0073]
4、刀具装夹扫码:当领出了刀具(刀体和刀柄及其相应的配件后),再依据加工单进行刀具的装夹,刀具装夹前对夹头(刀柄)和刀体进行扫码,再选择组合后把刀体的二维码信息通过软件插入到夹头或(刀柄)中,得以把二者信息结合在一起形成一个刀具整体,这个整体包含了刀体和刀柄以及其他配件的信息,匹配数据可以根据需要进行拆分和重新组合的。
[0074]
6、刀具配送:整套刀具检测扫码完成后,根据配送信息,将整套刀具检测完成后选择agv或人工配送,对每一支刀柄都有检测的标签,操作人员接收到后安装到机床上的刀库里。
[0075]
7、刀具的回收:刀具加工完成后对根据需要收回,逐一对刀柄进行扫描选择回收,软件自动减去机床的刀具剩余情况(回收信息)。并把加工好的刀具信息(加工信息)保存下来作为一次加工的记录。
[0076]
8、回收刀具的处理:刀具回收后暂时不用的刀体与刀柄放在临时刀架上;不能使用和翻新的刀体在拆卸前扫描选择报废,软件记录好刀具从入库到报废的全过程(报废信息);对于有些磨损或崩角不能再次加工但是其它部位完好有翻新的条件的刀体拆卸前扫描选择翻新,再把刀体放入到装翻新刀具的盒子里去统一处理;对那些不需要拆卸但是还能使用的刀体,再次使用时只需要在检测好后统一扫描选择配送,软件会把这支刀体加工的信息另行保存好,可以通过软件查看配送的次数就能知道这支刀具是使用的新刀具还是再使用刀具;对于那些还能使用但是需要拆卸装夹其它刀体的情况,拆卸前对刀柄进扫码选择拆分,软件就会对刀体使用的数据进行保存和分离绑定信息,以便对刀柄再次使用。
[0077]
9、刀具更换:换刀时要提供原刀具进行二维码扫描选择回收,软件就能自动保存刀具的加工信息,再根据刀具磨损情况来判定这支刀具是报废还是继续做半精加工或开粗使用并做出相应的处理,刀具更换检测完成后再选择配送,软件就能自动覆盖原刀具位置上去。
[0078]
10、刀具监测:当需要对装夹出去的进行抽查时,可以在数据库中查询到这支刀具
所在的机床,回收刀具时通过软件可以查询到每台机床的刀体剩余数量和刀柄类型。
[0079]
11、特殊工具的领出管理:量具的领出主要有2种:第一处是操机人员拿刀具出去当塞规使用及量具的借出,这部分不多主要是在塞规不能检测情况下才使用刀具代替。当操机员需要借用时要先扫描刀具或量具的二维码选择配送在软件记录借出人即可,归还时对刀具扫描后选择回收即可;第二处为深孔钻领出的刀具其主要是枪钻为主,枪钻也可以参考刀具和刀柄一样打印标记,拿出枪钻时扫描输入借出人选择配送即可。当借出的刀具超过3天没有归还时,软件要能发出提示以便能及时的寻回失物。刀片的领出主要有两种:分别为装夹出库和更换出库,装夹出库是装夹人员在装夹刀具时新装的刀片或更换的刀片,其步骤为夹刀员先从智能存储柜2里取出整盒刀片,使用刀片时先对程序单和刀片盒扫码,输入需要刀片的数量即可;更换出库是外面操机人员在刀片加工报废时需要更换新刀片的出库,扫描刀片盒选择出库再选择操机人员的名称即可。
[0080]
以上描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是本技术的原理,在不脱离本技术精神和范围的前提下本技术还会有各种变化和改进,这些变化和改进都落入要求保护的本技术的范围内。本技术要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。