1.本发明涉及砌块成型设备配套控制系统技术领域,特别是涉及一种砌块成型机液压控制系统。本发明还涉及一种应用上述液压控制系统的砌块成型机。
背景技术:
2.砌块成型机通过把工业废渣压制成建筑砌块,变废为宝。目前现有的砌块成型机由于对成型原理和设计细节等方面的研究不够,导致大多数砌块成型机液压系统出现装机功率大、耗能高、运动不平稳等问题。
3.如液压系统的设计中,没有对其关键执行元件液压缸进行研究,笼统按参数选用,导致系统运行冲击太大,只能通过增加节流阀调节速度,从而延长了成型周期。有些系统则采用比例系统解决冲击问题,采用比例系统虽然可以解决液压缸的冲击问题,但其不仅增加了设备成本,更重要的是比例系统对系统的清洁度要求更高,而砌块成型机工作环境条件恶劣,使得比例阀常常损坏,降低了系统的可靠性,同时增加了系统运行成本。
4.砌块成型机通过振动加压成型,加压通过模头油缸实现,加压行程很短,一般不超过100mm,但由于结构等的限制,模头油缸的行程很大,活塞面积也很大,如某15块机模头油缸的活塞直径100mm,活塞杆直径70mm,行程1000mm。为了缩短成型周期,常常通过加大主泵功率的方式,这样在加压慢行时系统溢流损失很大,造成系统发热严重,影响系统的可靠运行。
5.砌块成型机通过对模箱中的物料加压成型,模箱置于栈板之上,成型后需要把模箱抬起,把成型后的砌块连同栈板一起推出。模箱的抬起与放下通过模箱油缸实现,由于受结构影响,模箱油缸的尺寸很大且需对称布置两个,如某15块机模箱油缸的活塞直径100mm,活塞杆直径56mm,行程450mm。而模箱油缸承受的负载主要是模箱的重量和模箱与砌块之间的摩擦力,此负载较小。为了缩短成型周期,常常通过加大主泵的排量,从而加大功率的方式,会造成系统发热严重,影响系统的运行可靠性。
6.砌块成型机通过对模箱中的物料加压成型,模箱置于栈板之上,成型后需要把模箱抬起,把成型后的砌块连同栈板一起推出,推出是由推板油缸实现的。推板油缸前面有棘爪,棘爪与栈板之间有间隔,推板油缸启动后加速运行到与栈板接触位置,会给栈板一个很大的冲击,此时由于刚成型的砌块强度较低,会造成砌块破碎。推板油缸运行到栈板的末端位置(由于品种的变换,往往栈板的末端位置与推板油缸的行程终端不一致)时,如果没有缓冲,同样会给栈板很大的冲击,会破坏砌块。
7.因此,如何解决现有技术中,砌块成型系统装机功率大、能耗高以及运动平稳性差的问题,成为了本领域技术人员亟待解决的。
技术实现要素:
8.本发明的目的是提供一种砌块成型机液压控制系统,以解决上述现有技术存在的问题,使砌块成型机的装机功率和能耗得以适当降低,并提高其设备运动平稳性。本发明的
另一目的是提供一种应用上述液压控制系统的砌块成型机。
9.为实现上述目的,本发明提供了如下方案:本发明提供一种砌块成型机液压控制系统,包括总泵站、与模箱适配的模箱控制回路、与模头适配的模头控制回路、与布料机构适配的布料控制回路、与推板适配的推板控制回路,所述模箱控制回路、所述模头控制回路、所述布料控制回路以及所述推板控制回路均并联于所述总泵站的下游;
10.所述模箱控制回路包括依次连通的模箱三位四通电液换向阀、模箱液控单向阀、模箱油缸、模箱二位三通换向阀,所述模箱三位四通电液换向阀与所述模箱液控单向阀之间的管路上并联有模箱单向节流阀,模箱实施快上作业时,模箱二位三通换向阀处于右位,模箱三位四通电液换向阀处于左位,由总泵站供给的压力油经模箱三位四通电液换向阀的左位,模箱单向节流阀的单向阀,模箱液控单向阀进入模箱油缸的上腔,模箱油缸下腔的回油经模箱三位四通电液换向阀的左位回油箱;模箱实施快下作业时,模箱二位三通换向阀处于左位,模箱三位四通电液换向阀处于右位,由总泵站供给的压力油经模箱三位四通电液换向阀的右位,进入模箱油缸的下腔,模箱油缸上腔的回油经模箱液控单向阀、模箱单向节流阀、模箱三位四通电液换向阀的右位,也进入模箱油缸的下腔,形成差动连接回路,模箱油缸上腔的回油经模箱单向节流阀的节流阀形成背压,与重力负载平衡,形成平衡回路;模箱在任意位置停留时,模箱二位三通换向阀处于右位,模箱三位四通电液换向阀处于中位,模箱油缸上腔的回油被模箱液控单向阀封闭,利用模箱液控单向阀锥面密封,使得模箱油缸能够在任意位置长时间停留。
11.优选地,所述模头控制回路包括依次连通的模头第一三位四通电液换向阀、模头液控单向阀、模头油缸、模头二位三通换向阀,所述模头第一三位四通电液换向阀与所述模头液控单向阀之间的管路上并联有模头单向节流阀,还包括与所述模头第一三位四通电液换向阀并联的模头第二三位四通电液换向阀;
12.模头实施快上作业时,模头二位三通换向阀处于右位,模头第一三位四通电液换向阀处于左位,模头第二三位四通电液换向阀处于中位,由总泵站供给的压力油经模头第一三位四通电液换向阀的左位,第二单向节流阀的单向阀,模头液控单向阀进入模箱油缸的下腔,模头油缸上腔的回油经模头第一三位四通电液换向阀的左位回油箱;模头实施快下作业时,模头二位三通换向阀处于左位,模头第一三位四通电液换向阀处于右位,模头第二三位四通电液换向阀处于中位,压力油经模头第一三位四通电液换向阀的右位,进入模头油缸的上腔,模头油缸下腔的回油经模头液控单向阀、模头单向节流阀、模头第一三位四通电液换向阀的右位,也进入模头油缸的上腔,形成差动连接回路,下腔的回油经模头单向节流阀的节流阀形成背压,与重力负载平衡,形成平衡回路;模头实施慢下作业时,模头二位三通换向阀处于左位,模头第一三位四通电液换向阀处于中位,模头第二三位四通电液换向阀处于右位,由总泵站供给的压力油经模头第二三位四通电液换向阀的右位,进入模头油缸的上腔,模头油缸下腔的回油经模头液控单向阀、模头单向节流阀、模头第二三位四通电液换向阀的右位回油箱,下腔的回油经模头单向节流阀的节流阀形成背压,与重力负载平衡,形成平衡回路;模头在任意位置停留时,模头二位三通换向阀处于右位,模头第一三位四通电液换向阀处于中位,模头第二三位四通电液换向阀处于中位,模头油缸下腔的回油被模头液控单向阀封闭,利用模头液控单向阀锥面密封,使得模头油缸能够在任意位置长时间停留。
13.优选地,所述推板控制回路包括依次连通的推板三位四通电磁换向阀、推板油缸、行程节流阀,所述推板油缸的活塞杆外端联动设置有凸轮板,所述行程节流阀上设置有与其阀芯联动的轮臂,所述轮臂的自由端设置有与所述凸轮板滚动贴合适配的滚轮。
14.优选地,还包括与所述模箱控制回路、所述模头控制回路、所述布料控制回路、所述推板控制回路并联的若干辅助液压控制回路。
15.优选地,所述总泵站包括主泵和副泵,所述模箱控制回路、所述模头控制回路、所述布料控制回路均连通于所述主泵的下游,所述推板控制回路以及各所述辅助液压控制回路均连通于所述副泵的下游。
16.优选地,所述主泵和所述副泵的下游均分别串联有单向阀。
17.优选地,所述主泵和所述副泵的下游均分别设置有压力表。
18.优选地,所述主泵上并联有主多级调压阀组,所述副泵上并联有副多级调压阀组。
19.优选地,所述主多级调压阀组的下游串联有冷却器。
20.本发明还提供一种砌块成型机,包括机体和液压控制系统,所述机体上设置有模箱、模头、布料机构以及推板,所述液压控制系统为如上文任一项所述的砌块成型机液压控制系统。
21.本发明相对于现有技术取得了以下技术效果:通过模箱控制回路中各液压部件与管路的协同配合,形成了差动连接回路及平衡回路,由此实现了模箱控制回路的快速平稳运行及调控,使模箱的动作过程更加平稳可控,有效降低了模箱动作过程中的能耗,降低了其相关部件的运行能耗,使砌块成型机的装机功率得以相应降低。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
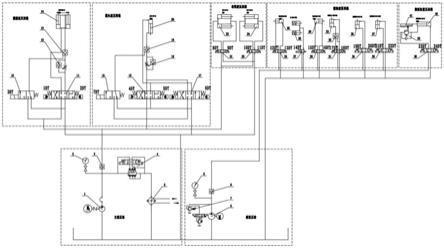
23.图1为本发明一种具体实施方式所提供的砌块成型机液压控制系统的示意图;
24.图2为图1中模箱控制回路的示意图;
25.图3为图1中模头控制回路的示意图;
26.图4为图1中推板控制回路的示意图;
27.图5为凸轮板缓冲过程行程与行程节流阀开口面积的变化曲线图;
28.图6为凸轮板凸轮曲线示意图。
29.其中,1-主泵;2-压力表;3-单向阀;4-主多级调压阀组;5-冷却器;6-副泵;7-副多级调压阀;8-轮臂,9-滚轮,10-模箱二位三通换向阀;11-模箱三位四通电液换向阀;12-模箱单向节流阀;13-模箱液控单向阀;14-模箱油缸;15-模头二位三通换向阀;16-模头第一三位四通电液换向阀;17-模头第二三位四通电液换向阀;18-模头单向节流阀;19-模头液控单向阀;20-模头油缸;21-推板三位四通电磁换向阀;22-行程节流阀;23-推板油缸;24-凸轮板;25-凸台面;26-过渡斜面;27-凹台面。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.本发明的目的是提供一种砌块成型机液压控制系统,以解决现有技术存在的问题,使使砌块成型机的装机功率和能耗得以适当降低,并提高其设备运动平稳性;同时,提供一种应用上述液压控制系统的砌块成型机。
32.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
33.请参考图1至图6,其中,图1为本发明一种具体实施方式所提供的砌块成型机液压控制系统的示意图;图2为图1中模箱控制回路的示意图;图3为图1中模头控制回路的示意图;图4为图1中推板控制回路的示意图;图5为凸轮板缓冲过程行程与行程节流阀开口面积的变化曲线图;图6为凸轮板凸轮曲线示意图。
34.本发明一种具体实施方式所提供的砌块成型机液压控制系统,包括总泵站、与模箱适配的模箱控制回路、与模头适配的模头控制回路、与布料机构适配的布料控制回路、与推板适配的推板控制回路,模箱控制回路、模头控制回路、布料控制回路以及推板控制回路均并联于总泵站的下游;
35.模箱控制回路包括依次连通的模箱三位四通电液换向阀11、模箱液控单向阀13、模箱油缸14、模箱二位三通换向阀10,模箱三位四通电液换向阀11与模箱液控单向阀13之间的管路上并联有模箱单向节流阀12,模箱实施快上作业时,模箱二位三通换向阀10处于右位,模箱三位四通电液换向阀11处于左位,由总泵站供给的压力油经模箱三位四通电液换向阀11的左位,模箱单向节流阀12的单向阀3,模箱液控单向阀13进入模箱油缸14的上腔,模箱油缸14下腔的回油经模箱三位四通电液换向阀11的左位回油箱;模箱实施快下作业时,模箱二位三通换向阀10处于左位,模箱三位四通电液换向阀11处于右位,由总泵站供给的压力油经模箱三位四通电液换向阀11的右位,进入模箱油缸14的下腔,模箱油缸14上腔的回油经模箱液控单向阀13、模箱单向节流阀12、模箱三位四通电液换向阀11的右位,也进入模箱油缸14的下腔,形成差动连接回路,模箱油缸14上腔的回油经模箱单向节流阀12的节流阀形成背压,与重力负载平衡,形成平衡回路;模箱在任意位置停留时,模箱二位三通换向阀10处于右位,模箱三位四通电液换向阀11处于中位,模箱油缸14上腔的回油被模箱液控单向阀13封闭,利用模箱液控单向阀13锥面密封,使得模箱油缸14能够在任意位置长时间停留。
36.实际应用中,砌块成型机液压控制系统通过模箱控制回路中各液压部件与管路的协同配合,形成了差动连接回路及平衡回路,由此实现了模箱控制回路的快速平稳运行及调控,使模箱的动作过程更加平稳可控,有效降低了模箱动作过程中的能耗,降低了其相关部件的运行能耗,使砌块成型机的装机功率得以相应降低。
37.进一步地,模头控制回路包括依次连通的模头第一三位四通电液换向阀16、模头液控单向阀19、模头油缸20、模头二位三通换向阀15,模头第一三位四通电液换向阀16与模头液控单向阀19之间的管路上并联有模头单向节流阀18,还包括与模头第一三位四通电液
换向阀16并联的模头第二三位四通电液换向阀17;模头实施快上作业时,模头二位三通换向阀15处于右位,模头第一三位四通电液换向阀16处于左位,模头第二三位四通电液换向阀17处于中位,由总泵站供给的压力油经模头第一三位四通电液换向阀16的左位,第二单向节流阀的单向阀3,模头液控单向阀19进入模箱油缸14的下腔,模头油缸20上腔的回油经模头第一三位四通电液换向阀16的左位回油箱;模头实施快下作业时,模头二位三通换向阀15处于左位,模头第一三位四通电液换向阀16处于右位,模头第二三位四通电液换向阀17处于中位,由总泵站供给的压力油经模头第一三位四通电液换向阀16的右位,进入模头油缸20的上腔,模头油缸20下腔的回油经模头液控单向阀19、模头单向节流阀18、模头第一三位四通电液换向阀16的右位,也进入模头油缸20的上腔,形成差动连接回路,下腔的回油经模头单向节流阀18的节流阀形成背压,与重力负载平衡,形成平衡回路;模头实施慢下作业时,模头二位三通换向阀15处于左位,模头第一三位四通电液换向阀16处于中位,模头第二三位四通电液换向阀17处于右位,由总泵站供给的压力油经模头第二三位四通电液换向阀17的右位,进入模头油缸20的上腔,模头油缸20下腔的回油经模头液控单向阀19、模头单向节流阀18、模头第二三位四通电液换向阀17的右位回油箱,下腔的回油经模头单向节流阀18的节流阀形成背压,与重力负载平衡,形成平衡回路;模头在任意位置停留时,模头二位三通换向阀15处于右位,模头第一三位四通电液换向阀16处于中位,模头第二三位四通电液换向阀17处于中位,模头油缸20下腔的回油被模头液控单向阀19封闭,利用模头液控单向阀19锥面密封,使得模头油缸20能够在任意位置长时间停留。
38.与模箱控制回路功能效果相类似地,模头控制回路中的各液压部件与管路协同配合,形成了差动连接回路以及平衡回路,并相应实现了模头控制回路的快速平稳运行和调控,使得模头的快上、快下、慢下等动作过程更加平稳可控,由此使得模头动作过程中的能耗相应降低,并使得相关部件的运行能耗以及砌块成型机的整体装机功率得以进一步降低。
39.更进一步地,推板控制回路包括依次连通的推板三位四通电磁换向阀21、推板油缸23、行程节流阀22,推板油缸23的活塞杆外端联动设置有凸轮板24,行程节流阀22上设置有与其阀芯联动的轮臂8,轮臂8的自由端设置有与凸轮板24滚动贴合适配的滚轮9。推板油缸23的活塞杆快速伸出时,也即推板快速向前运行时,推板三位四通电磁换向阀21位于左位,由总泵站供给的压力油经由推板三位四通电磁换向阀21的左位进入推板油缸23的后腔,以此推动推板油缸23的活塞杆伸出,并带动凸轮板24和推板前移,在此过程中滚轮9一直紧贴凸轮板24的凸台面25滚动,由此保持行程节流阀22处于导通位置,推板油缸23的前腔中的油液经由行程节流阀22和推板三位四通电磁换向阀21的左位回流至总泵站,直至滚轮9由凸台面25通过过渡斜面26进入凹台面27,此时行程节流阀22在轮臂8带动下开口逐渐减小,液流通量逐渐降低,抑制推板油缸23前腔中的油液外流,以此延缓推板油缸23的活塞杆的外伸动作速率,使凸轮板24和推板的前移速率相应降低,降低推板与栈板间的结构冲击,避免砌块破碎,并通过行程节流阀22有效控制推板的作业行程和移动速度,使推板运行更加平稳高效,行程适度的系统缓冲,避免组件结构冲击和砌块破碎。
40.需要说明的是,对于通过凸轮板24与行程节流阀22间适配效果,可以参考图5所示的凸轮板24缓冲过程行程与行程节流阀22开口面积的变化曲线图。对于凸轮板24的凸台面25与凹台面27间适配结构及相对尺寸设计关系,可以参考图6所示凸轮板24凸轮曲线示意
图。应当明确的是,图5和图6仅为补充说明本技术之方案内容之用,以便帮助理解本方案的设计思路,实际应用中,工作人员可以依据实际工况需求对凸轮板24的结构参数和设计方式进行适应性调整,在此情况下,对应图5和图6中的曲线样式和参数关系也会有所不同。
41.此外,砌块成型机液压控制系统还包括与模箱控制回路、模头控制回路、布料控制回路、推板控制回路并联的若干辅助液压控制回路。辅助液压控制回路能够与其他功能性液控组件或装置可靠对应适配,保证相关组件的运行更加平稳可控。
42.具体地,总泵站包括主泵1和副泵6,模箱控制回路、模头控制回路、布料控制回路均连通于主泵1的下游,推板控制回路以及各辅助液压控制回路均连通于副泵6的下游。主泵1对应模箱控制回路、模头控制回路、布料控制回路等活塞直径较大的油缸作业组件,保证其高压高强度液压系统控制效果,而副泵6对应推板控制回路以及各辅助液压控制回路,这些辅助液压控制回路可以对应面料闸板油缸、面料底板油缸、栈板定位油缸、脱模油缸等活塞直径较小的油缸作业组件,在保证各小缸径液压组件的可靠运行和高效控制的同时,有效分担主泵1的工作运行压力,保证油液供给顺畅高效,油路运行通畅平稳。
43.更具体地,主泵1和副泵6的下游均分别串联有单向阀3。单向阀3能够有效保证主泵1和副泵6处输出的油液顺畅高效向下游供给,避免油液回流而对主泵1和副泵6造成不利影响。
44.在此基础上,主泵1和副泵6的下游均分别设置有压力表2。各压力表2能够对应显示主泵1和副泵6处的管路油压,使工作人员能够实时了解主泵1和副泵6处管路运行状态和油液状态,保证设备稳定运行。
45.另一方面,主泵1上并联有主多级调压阀组4,副泵6上并联有副多级调压阀7组。通过各多级调压阀组能够灵活便捷地调整主泵1和副泵6处的管路油压,保证管路运行压力符合相关液控组件的工作需求,避免管路油压过高或过低对相关装置和组件造成不利影响。
46.另外,主多级调压阀组4的下游串联有冷却器5。该冷却器5能够对主泵1处的管路内的油液进行适度冷却降温,以免高压高强度工况下油液完成工作循环后的油温过高而对主泵1及相关液压组件的稳定运行造成不利影响。
47.本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
