1.本技术涉及工件的多面检测加工技术领域,具体是涉及一种自动喷码检测机。
背景技术:
2.随着科技的进步,机械制造业对高效自动化的要求也越来越高,在机械自动化加工过程中当零件需要多面加工时,例如对于一些类似尺码夹的产品在出厂前,必须先对尺码夹的多个表面进行外观检测才能完成产品出厂前的准备工作。
3.现有技术通常是人工进行翻面,但由于这类零件为大批量生产,翻面的频率较大,对生产和输送效率会造成严重影响;而对于自动化程度相对较高的生产企业,则会在输送线上采用多轴机器人抓取尺码夹转换加工面放置,但由于尺码夹体积较小、多轴机器人成本较高、抓取的效率较低,同样不适合大批量生产的尺码夹类产品。因此有必要针对上述问题,提出改进。
技术实现要素:
4.本发明主要针对以上问题,提出了一种自动喷码检测机,旨在解决现有技术中针对大批量产品加工效率低、自动化成本高的问题。
5.为实现上述目的,本发明提供了一种自动喷码检测机,包括:
6.上料机构;
7.第一送料机构,其沿第一送料方向设置有第一检测机构,所述第一送料机构的两端具有第一进料口和第一出料口,所述第一进料口衔接上料机构;
8.第二送料机构,其沿第二送料方向设置有第二检测机构,所述第二送料机构的两端具有第二进料口和第二出料口;以及
9.第一换面机构,所述第一换面机构包括旋转部件和推料部件,其中,所述旋转部件具有用于改变工件朝向的换面器,所述换面器具有用于收容所述工件的收容槽,当所述旋转部件驱动所述换面器旋转时,所述换面器能够使所述收容槽与所述第一出料口和第二进料口对接,并能从所述第一出料口向第二出料口的对接的过程中完成所述工件的朝向,所述推料部件用于所述收容槽与所述第二进料口对接时,将该工件推送至所述第二进料口。
10.进一步地,所述换面器包括转盘和料盒,所述转盘朝外缘方向设有贯穿上下端面的安装槽,所述料盒设置在所述安装槽上,其所述料盒朝所述贯穿方向开设有贯通的所述收容槽,所述收容槽用于收容所述第一出料口移送的工件,并具有限制所述工件自转的配合面。
11.进一步地,所述第一换面机构还包括支撑所述旋转部件、推料部件的工作台,所述工作台的底部设置有驱动所述工作台沿第一出料口和/或第二进料口移动的对接部件。
12.进一步地,还包括第三送料机构和第二换面机构,所述第三送料机构沿第三送料方向设置有第三检测机构,所述第三送料机构的两端具有第三进料口和第三出料口,所述第二换面机构用于接收所述第二出料口所移送的工件、并能将该接收的工件变换朝向后移
送至第三进料口。
13.进一步地,所述第一送料机构、第二送料机构以及第三送料机构分别沿各自的输送方向上设置喷码机构和uv固化机构。
14.进一步地,在所述第一检测机构的后侧输送方向还设置有自动剔除机构,所述自动剔除机构用于将检测后不合格的工件推出输送线。
15.进一步地,所述自动剔除机构包括收料箱和剔除气缸,所述收料箱朝所述输送线方向设置收料口,所述剔除气缸位于输送线的一侧,其输出端正对所述收料口。
16.进一步地,还包括自动收料机构,所述自动收料机构位于所述第三出料口的一侧。
17.进一步地,所述第一送料机构、第二送料机构的输送线上设置有挡料板,所述挡料板朝所述工件的输送通道设置有贯通的开口,所述挡料板的上端设置有挡料气缸,所述挡料气缸的输出端可伸入所述开口进入所述输送通道。
18.进一步地,所述第一送料机构、第二送料机构的输送带上设置有传动辊,所述传动辊的一端具有防滑纹,所述防滑纹上设有与所述防滑纹配合的微调轮,所述微调轮与微调电机的输出端连接。
19.与现有技术相比,本发明提供的一种自动喷码检测机,在两条输送线之间用第一换面机构连接,通过旋转且不间断的方式将第一送料机构上的工件移送至第二送料机构并该改变所移送工件加工面的朝向,有利于提高大批量工件加工的效率。
附图说明
20.图1为本技术所披露的一种尺码夹的主视结构示意图。
21.图2为本技术披露的一种自动喷码检测机立体结构。
22.图3为本技术披露的一种上料机构的立体结构示意图。
23.图4为本技术披露的一种自动喷码检测机的部分结构。
24.图5为本技术披露的一种完成三面检测的结构示意图。
25.图6为在第一送料机构上进行各工序加工的结构示意图。
26.图7为第一换面机构的立体结构示意图。
27.图8为转盘的主视结构示意图。
28.图9为第一喷码机构的立体结构示意图。
29.图10为箱盒的立体结构示意图。
30.图11为uv固化机构的立体结构示意图。
31.图12为自动剔除机构的立体结构示意图。
32.图13为拦料和微调输送的局部剖视图。
33.图中所示的附图标记:
34.100、上料机构;10、振动盘;11、直震部件;
35.200、第一送料机构;20、喷码机构;21、uv固化机构;22、第一检测机构;23、挡料板;24、挡料气缸;25、输送带;26、防滑纹;27、微调轮;28、微调电机;201、x轴调节模组;202、y轴调节模组;203、箱盒;210、uv灯组;211、外罩;230、开口;2001、第一进料口;2002、第一出料口;2110、槽口;
36.300、第二送料机构;400、第三送料机构;
37.500、第一换面机构;50、旋转部件;51、推料部件;52、换面器;53、工作台;54、对接部件;55、接料块;510、推料气缸;511、推杆;520、转盘;521、料盒;5210、收容槽;
38.600、第二换面机构;
39.700、自动剔除机构;70、收料箱;71、剔除气缸;701、收料口;
40.800、自动收料机构;
41.900、尺码夹;901、第一面;902、第二面;903、第三面;
42.1000、机箱。
具体实施方式
43.下面结合附图和实施方式对本公开作进一步的详细说明。可以理解的是,此处所描述的具体实施方式仅用于解释相关内容,而非对本公开的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本公开相关的部分。
44.需要说明的是,在不冲突的情况下,本公开中的实施方式及实施方式中的特征可以相互组合。下面将参考附图并结合实施方式来详细说明本公开。
45.下面将以图1所示尺码夹900的产品结构为例来描述本公开的技术方案,该尺码夹900包括第一面901、第二面902以及第三面903,但是需要注意的是,本公开的技术方案可以适用于除尺码夹900之外的其他加工零件等。
46.根据本公开的示例,由图2的生产线加工图可知,该自动喷码检测机包括机箱1000,机箱1000上设置有上料机构100、第一送料机构200、第二送料机构300、第一换面机构500,以及更多送料机构,例如第三送料机构400、第四送料机构,送料机构的数量与产品待加工面的数量一致,下面以三条送料机构为例来阐述尺码夹900三个面的加工检测方案。
47.具体的:
48.图3为本实施例提供的一种上料机构100的立体结构,从图中可以得知,上料机构100可以为振动盘10和直震部件11组成的上料机构,可以将振动盘10内无序杂乱的尺码夹900产品,通过震动的方式,选料、使尺码夹900整齐有序的一个一个送至出料端,该出料端与第一送料机构200的第一进料口2001衔接,将尺码夹900输送至第一送料机构200的输送带25。
49.如图5、图6所示,第一送料机构200、第二送料机构300、第三送料机构400为大致平行设置的三条输送线,相邻的两条输送线的输送方向刚好相反,即第一送料机构200的第一送料方向与第三送料机构400的第三送料方向相同,第二送料机构300的第二送料方向与上述方向相反,且上述三条输送线至少相邻的两条输送线不在同一高度。
50.为了将三条送料机构的输送线联接、并持续输送,在第一送料机构200和第二送料机构300之间设置第一换面机构500,在第二送料机构300和第三送料机构400之间设置第二换面机构600,尺码夹900在第一送料机构200的输送线上完成第一面901的喷码、固化、检测等工序,在第二送料机构300的输送线上完成第二面902的喷码、固化、检测等工序,在第三送料机构400的输送线上完成第三面903的喷码、固化、检测等工序。第一换面机构500和第二换面机构600分别用于在两个输送线上转运尺码夹900,并改变尺码夹900加工面的朝向。
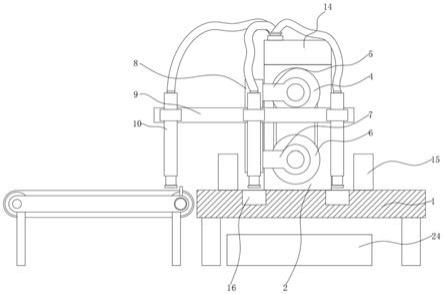
51.第一换面机构500和第二换面机构600的结构大致相同,具体的,如图7、图8所示,以第一换面机构500为例,第一换面机构500包括旋转部件50和推料部件51,其中,旋转部件
50具有用于改变尺码夹900朝向的换面器52,换面器52具有用于收容尺码夹900的收容槽5210,换面器52由旋转部件50驱动旋转,当旋转部件50驱动换面器52旋转时,换面器52能够使收容槽5210与第一出料口2002和第二进料口分别对接,并能从第一出料口2001向第二进料口的对接过程中完成尺码夹900由第一面901向第二面902转换的朝向,在收容槽5210与第二进料口对接时,推料部件51将收容槽5210内的尺码夹900推送至第二送料机构300的第二进料口,以完成第二面902的转换,在第二送料机构300上对尺码夹900进行第二面902的喷码、固化、检测等工序;采用同样的方式,由第二换面机构600对第二送料机构300上的尺码夹900移送至第三送料机构400,并完成换面步骤,使尺码夹900在第三送料机构400上进行第三面903的喷码、固化、检测等工序。
52.为了更好的将第一送料机构200、第二送料机构300以及第三送料机构400与收容槽5210进行衔接,在收容槽5210的一侧设置接料块55。
53.如图6所示,以第一送料机构200为例,在所公开的具体示例中,第一送料机构200的输送线上设置有喷码机构20、uv固化机构21以及第一检测机构22,第一检测机构22可以为ccd检测。
54.如图7、图8所示,上述公开的换面器52具体包括转盘520和料盒521,转盘520朝外缘方向设有贯穿上下端面的安装槽,料盒521通过螺栓安装在安装槽上,其朝贯穿方向开设有贯通的收容槽5210,收容槽5210用于收容从第一出料口2002移出的尺码夹900,并具有限制尺码夹900自转的配合面,该配合面与尺码夹900的三个面贴合,限制了尺码夹900除移动之外的其它自由度,避免换面时发生自转而影响加工检测质量。
55.另外,第一换面机构500还包括支撑旋转部件50、推料部件51的工作台53,工作台53的底部设置有对接部件54,该对接部件54为移动气缸,用于推动工作台53沿第一出料口2002和/或第二进料口移动,使收容槽5210与之对接。推料部件51采用推料气缸510和推杆511的方式完成尺码夹900的上料推送。
56.如图6、图12所示,第一检测机构22的后侧输送方向还设置有自动剔除机构700,自动剔除机构700包括收料箱70和剔除气缸71,收料箱70位于输送线的一侧,其朝输送线方向设置收料口701,剔除气缸71位于输送线的另一侧,其输出端正对收料口701,在检测完毕后,由剔除气缸71将不合格的尺码夹900推送至收料箱70,合格的尺码夹900将继续输送。
57.如图2所示,该自动喷码检测机还包括自动收料机构800,自动收料机构800位于第三出料口的一侧,在完成三个面的加工检测后,进入自动收料机构800,自动收料机构800可根据数量需要设定,方便包装。
58.如图13所示,第一送料机构200、第二送料机构300以及第三送料机构400的输送线上均可设置挡料板23,挡料板23朝尺码夹900的输送通道设置贯通的开口230,挡料板23的上端设置有挡料气缸24,挡料气缸24的输出端可伸入开口230进入该输送通道,对输送中的尺码夹900进行按需挡料。
59.如图13所示,第一送料机构200、第二送料机构300以及第三送料机构400的输送带25上均可设置传动辊,传动辊的一端具有防滑纹26,防滑纹26上设有与防滑纹26配合的微调轮27,微调轮27与微调电机28的输出端连接,在喷码、固化或者检测过程中,可以由微调电机28驱动微调轮27转动,在摩擦系数下,带动输送带25传动,进而实现微调。
60.下面将结合具体示例来对喷码机构20、uv固化机构21、第一检测机构22的组成进
行详细说明。
61.图9、图10示出了根据本公开具体示例的喷码机构20结构示意图。如图9、图10所示,该喷码机构20包括x轴调节模组201、y轴调节模组202,y轴调节模组202上安装有用于设置喷码仪器的箱盒203,x轴调节模组201和y轴调节模组202均具有调节手轮,以对喷码位置进行调节。
62.图11示出了根据本公开具体示例的uv固化机构21结构示意图。如图11所示,该uv固化机构21包括uv灯组210和外罩211,uv灯组210朝下方的输送线发出紫外光,输送线上的尺码夹900进入外罩211,在外罩211中实现固化,固化后的尺码夹900从槽口2110送出,外罩211可以起到防护的作用,避免紫外线照射到人体。
63.自动喷码检测机的工作原理:由振动盘振动排列尺码夹900送料到第一条输送带,实现尺码夹的第一个面的喷码、uv固化和ccd检测;通过400w伺服电机切换方向90度,进入第二条输送带,实现尺码夹900的第二面的喷码、uv固化和ccd检测;再通过400w伺服电机切换方向180度,进入第三条输送带,实现尺码夹900第三个面的喷码、uv固化和ccd检测,最后顺着进入自动收料系统。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。