1.本实用新型涉及一种液冷头。特别涉及一种以异质材料焊接的液冷头。
背景技术:
2.随着科技的进步,电子产品日渐普及,并逐渐地改变了许多人的生活或是工作的模式。当电脑运算能力的日益增强,中央处理器等电子元件工作时的温度控制越来越重要。
3.中央处理器等电子元件在运行时会产生热量,需要适当冷却才能达到最佳性能。为了让中央处理器等电子元件能保持在理想温度下运行,目前通常采用液体冷却或空气冷却的方式进行。
4.以现行水冷散热方式,工作流体经由管路流入水冷头中,而水冷头接触中央处理器等电子元件的表面金属盖,以将中央处理器等电子元件工作所产生的热量带走,进而降低中央处理器等电子元件的工作温度,提升电子元件的工作效率。
5.因此,如何能改善水冷头,将有助于缩短水冷头的制造时间,并将有助于降低水冷头的制造成本。
技术实现要素:
6.实用新型内容旨在提供本公开内容的简化摘要,以使阅读者对本公开内容具备基本的理解。此实用新型内容并非本公开内容的完整概述,且其用意并非在指出本实用新型实施例的重要/关键元件或界定本实用新型的范围。
7.本实用新型内容的一目的是在提供一种液冷头,利用异质材料焊接的方式,有效地缩短液冷头的制造时间,提升液冷头的产品精度,且降低液冷头的生产成本。
8.为达上述目的,本实用新型内容的一技术实施方式涉及一种液冷头包含有一流道本体、一散热底板、一散热片以及一盖板。散热底板与散热片分别焊接于流道本体的不同的凹槽中,而盖板亦焊接于流道本体。
9.在一些实施例中,散热底板与散热片利用加热锡膏,以固定于流道本体的不同的凹槽中。
10.在一些实施例中,盖板利用摩擦搅拌焊接密封于流道本体,以形成位于盖板以及流道本体之间的一焊道。
11.在一些实施例中,盖板以及流道本体的部分表面分别包含有镀镍层。
12.在一些实施例中,盖板以及流道本体之间的焊道包含一无镀镍区。
13.在一些实施例中,镀镍层形成于盖板的第二表面,流道本体的液体流动腔以及凹槽中,以及散热片与散热底板的部分表面,而锡膏位于流道本体与散热片,以及流道本体与散热底板相邻接表面的镀镍层之间。
14.在一些实施例中,流道本体还包含有一无镀镍区,是利用机械加工或激光雕刻工艺移除部分的镀镍层所形成。
15.在一些实施例中,液冷头还包含有多个挡水隔板固定于流道本体,以导引工作流
体,并压固散热片。
16.在一些实施例中,流道本体还包含有多个固定销,以耦合挡水隔板的固定孔。
17.在一些实施例中,散热片包含有多个固定凹槽以分别与固定销啮合。
18.在一些实施例中,流道本体是一铝压铸流道本体,散热底板是一铝压铸或铜质散热底板,散热片是一铜质铲削散热片(skived fin),挡水隔板是铝压铸挡水隔板,而盖板是一铝压铸盖板。
19.因此,本实用新型所公开的液冷头,可以有效地防止异质材料接触产生电位差腐蚀,并提高异质材料之间的可焊性,且减少加工所需的时间,有效地缩短液冷头产品生产制造的时间,进而降低生产成本,且提升液冷头产品的产品制造精度、产品性能以及可靠度。
附图说明
20.为让本公开的上述和其他目的、特征、优点与实施例能更明显易懂,说明书附图的说明如下:
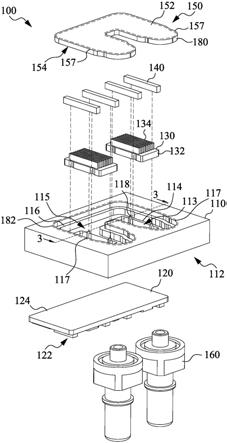
21.图1为依照本实用新型一实施例所示出的一种液冷头的分解示意图。
22.图2为图1所示的液冷头的另一视角的分解示意图。
23.图3为图1的3-3剖面示意图。
24.图4为液冷头的制造流程示意图。
25.附图标记说明:
26.100:液冷头
27.110:流道本体
28.111:第一液体接口
29.112:凹槽
30.113:凹槽
31.114:挡水隔板安装面
32.115:液体流动腔
33.116:盖板安装面
34.117:焊道
35.118:固定销
36.119:第二液体接口
37.120:散热底板
38.122:第一表面
39.124:第二表面
40.126:散热凸台
41.130:散热片
42.132:散热片底座
43.134:散热鳍片
44.138:固定凹槽
45.140:挡水隔板
46.142:挡水块
47.148:固定孔
48.150:盖板
49.152:第一表面
50.154:第二表面
51.157:焊道
52.160:流体连接头
53.162:第一连接头
54.164:第二连接头
55.180:无镀镍区
56.182:无镀镍区
57.400:液冷头制造方法
58.410~460:步骤
59.3-3:3-3剖面
具体实施方式
60.下文是举实施例配合说明书附图进行详细说明,但所提供的实施例并非用以限制本公开所涵盖的范围,而结构运行的描述非用以限制其执行的顺序,任何由元件重新组合的结构,所产生具有均等技术效果的装置,皆为本公开所涵盖的范围。另外,附图仅以说明为目的,并未依照原尺寸作图。为使便于理解,下述说明中相同元件或相似元件将以相同的符号标示来说明。
61.另外,在全篇说明书与权利要求所使用的用词(terms),除有特别注明外,通常具有每个用词使用在此领域中、在此公开的内容中与特殊内容中的平常意义。某些用以描述本公开的用词将于下或在此说明书的别处讨论,以提供本领域技术人员在有关本公开的描述上额外的引导。
62.于实施方式与权利要求中,除非内文中对于冠词有所特别限定,否则“一”与所述“所述”可泛指单一个或多个。而步骤中所使用的编号仅用来标示步骤以便于说明,而非用来限制前后顺序及实施方式。
63.其次,在本文中所使用的用词“包含”、“包括”、“具有”、“含有”等等,均为开放性的用语,即意指包含但不限于。
64.图1是依照本实用新型一实施例所示出的一种液冷头的分解示意图,图2为其另一视角的分解示意图,图3为图1的3-3剖面示意图。
65.如图1至图3所示,液冷头100包含有一流道本体110、一散热底板120、一散热片130以及一盖板150。
66.流道本体110包含有凹槽112以及凹槽113,分别位于流道本体110的相对的两侧。其中,散热底板120容置于凹槽112,而散热片130容置于凹槽113。在一些实施例中,散热底板120焊接于凹槽112之中,而散热片130焊接于凹槽113之中,例如是以锡膏设置于散热底板120与凹槽112彼此进行焊接的表面以及散热片130与凹槽113彼此进行焊接的表面,再以回焊炉加热,进而接合散热底板120与流道本体110以及散热片130与流道本体110。然而,本实用新型并不限定于此,前述焊接方式亦可以使用如气焊、回流焊、波峰焊、硬焊、软焊、压
焊、摩擦搅拌焊接、扩散焊、高频焊、锻焊、冷焊、电磁脉冲焊接、电阻焊、激光焊、电子束焊接或电弧焊接等方式,分别焊接于流道本体110的凹槽112与凹槽113之中,其均不脱离本实用新型的精神与保护范围。
67.在一些实施例中,散热底板120包含有第一表面122以及第二表面124,而第一表面122形成有散热凸台126,以用来与热源贴合,进行散热。在一些实施例中,热源可以是电子产品的中央处理器或者是其他发热的电子元件。散热底板120的第二表面124则焊接于流道本体110的凹槽112之中。在一些实施例中,散热底板120的第二表面124,以及与凹槽112邻接散热底板120的表面,均设置有镀镍层,然后再以锡膏涂布,经回焊炉加热接合。
68.在一些实施例中,盖板150设置于流道本体110的盖板安装面116之上,用以密封流道本体110的多个凹槽113以及位于多个凹槽113上方的液体流动腔115。在一些实施例中,盖板150亦焊接于流道本体110的表面,例如是以摩擦搅拌焊接将盖板150与流道本体110利用摩擦焊转动摩擦,以接合盖板150与流道本体110。然而,本实用新型并不限定于此,盖板150亦可以使用如气焊、回流焊、波峰焊、硬焊、软焊、压焊、扩散焊、高频焊、锻焊、冷焊、电磁脉冲焊接、电阻焊、激光焊、电子束焊接或电弧焊接等方式,焊接于流道本体110,其均不脱离本实用新型的精神与保护范围。
69.在一些实施例中,当盖板150是利用摩擦搅拌焊接密封于流道本体110时,其利用机械转动摩擦产生热能,使搅拌头深入盖板150的焊道157(即盖板150的边缘侧壁,参阅图1中盖板150周围虚线所围绕的区域)以及流道本体110的焊道117(即流道本体110中,围绕盖板安装面116的环形侧壁,参阅图1中流道本体110的虚线所围绕的区域)的接合位置,通过强力转动摩擦,使盖板150的焊道157与流道本体110的焊道117的材质软化,进而相互结合形成一密合的焊道,以将盖板150密封于流道本体110的表面。
70.在一些实施例中,盖板150以及流道本体110的部分表面分别包含一镀镍层。而在盖板150的焊道157为一无镀镍区180,而流道本体110的焊道117亦形成有一无镀镍区182,以提升摩擦搅拌焊接的焊接品质,并减少搅拌头的损耗,延长搅拌头的使用寿命。
71.在一些实施例中,盖板150的镀镍层,形成于盖板150的第二表面154上,而流道本体110的镀镍层则形成在流道本体110的液体流动腔115、凹槽112以及多个凹槽113中。而散热底板120邻接凹槽112的表面亦形成有镀镍层。通过盖板150、散热底板120以及流道本体110的表面形成镀镍层可防止异质材料接触发生电位差腐蚀的现象,更能提高异质材料间可焊性,提升液冷头100的散热品质与效率。
72.当进行摩擦搅拌焊接时,亦可以通过机械加工或激光雕刻工艺,先行移除部分的镀镍层,以形成无镀镍区182,进而提升摩擦搅拌焊接的焊接品质,并减少搅拌头的损耗,延长搅拌头的使用寿命。
73.在一些实施例中,液冷头100还包含有多个挡水隔板140,固定于流道本体110的液体流动腔115之中,以导引工作流体的流动方向,并压固散热片130,以进一步确保散热片130固定于凹槽113之中。在一些实施例中,散热片130是铜质的散热片,其邻接凹槽113的表面亦形成有镀镍层,而挡水隔板140的表面亦形成有镀镍层。
74.在一些实施例中,挡水隔板140包含有一挡水块142以及固定孔148,而流道本体110还包含有多个固定销118,以用来与挡水隔板140的固定孔148耦合,例如是紧配合,以使挡水隔板140固定于流道本体110的挡水隔板安装面114之上。
75.在一些实施例中,散热片130包含有一散热片底座132、多个散热鳍片134形成于散热片底座132之上,以及多个固定凹槽138形成于散热片底座132的侧边,以与固定销118啮合,进而提升散热片130固定于流道本体110的稳定性。在一些实施例中,散热片130是一铜质铲削散热片(skived fin),而散热片130的散热片底座132以及流道本体110的凹槽113的表面形成有镀镍层,而锡膏涂布于镀镍层的表面,并利用回焊炉加热,以利用位于镀镍层之间的焊锡,接合散热片130与流道本体110。在一些实施例中,散热片130的散热片底座132与散热鳍片134的表面皆形成有镀镍层,换言之,散热片130的所有表面都是镀镍层,然本实用新型并不限定于此。
76.在一些实施例中,流道本体110是一铝压铸流道本体110,散热底板120是一铝压铸散热底板或一铜质的散热底板,挡水隔板140是铝压铸挡水隔板,而盖板150是一铝压铸盖板150。在一些实施例中,铜质的散热底板120以及流道本体110的凹槽112相邻的表面均形成有镀镍层,而锡膏涂布于镀镍层的表面,并利用回焊炉加热,以利用位于镀镍层之间的焊锡,接合散热底板120与流道本体110。
77.通过异质焊接与表面处理与加工,提升焊接强度与稳定性,同时降低液冷头的制造成本以及提升散热品质。
78.在一些实施例中,流道本体110与散热底板120亦可以是以锻造成型或其他方式制作并加工,以进一步提升液冷头的品质,其不脱离本实用新型的精神与保护范围。
79.参阅图4,并同时参考图1至图3,图4是液冷头的制造流程示意图。如图所示,液冷头制造方法400包含有,步骤410,提供一流道本体110,然后步骤420,分别设置散热底板120与散热片130于流道本体110的凹槽112与凹槽113之中。
80.然后,步骤430,将散热底板120与散热片130焊接于流道本体110的凹槽112与凹槽113中。在一些实施例中,散热底板120与散热片130是利用回焊炉加热表面的锡膏,以利用焊锡固定于流道本体110的凹槽112与凹槽113之中,然本实用新型并不限定于此。
81.步骤440,将挡水隔板140固定于流道本体110之中,其可以是利用压合的方式将流道本体110的固定销118紧配于挡水隔板140的固定孔148之中。
82.接着,步骤450,密封盖板150于流道本体110的表面。
83.在一些实施例中,密封盖板150于流道本体110是利用摩擦搅拌焊接密封盖板150于流道本体110。且在利用摩擦搅拌焊接密封盖板150于流道本体110之前,还包含有去除流道本体110与盖板150的接合处(即焊道117)的部分镀镍层,以形成无镀镍区182,然后进行摩擦搅拌焊接密封盖板150于流道本体110。
84.在一些实施例中,液冷头制造方法400还包含有形成镀镍层在流道本体110以及盖板150的部分表面,例如是流道本体110的液体流动腔115、凹槽112以及多个凹槽113中,以及盖板150的第二表面154上。此外,当散热底板120以及散热片130为非铝质金属时,例如是铜质金属,散热底板120以及散热片130邻接流道本体110的凹槽112以及凹槽113的表面,亦形成有镀镍层,以利用锡膏涂布于镀镍层的表面,并利用回焊炉加热,以利用位于镀镍层之间的焊锡,接合散热底板120、流道本体110与散热片130。以防止异质材料接触产生电位差腐蚀,并提高异质材料之间的可焊性。在一些实施例中,散热片130的散热片底座132与散热鳍片134的表面皆形成有镀镍层,换言之,散热片130的所有表面都是镀镍层,然本实用新型并不限定于此。
85.在一些实施例中,先在挡水隔板140表面形成镀镍层,再将挡水隔板140固定于流道本体110之中。
86.在完成液冷头100的密封后,接着进行步骤460,安装流体连接头160,例如是第一连接头162以及第二连接头164,安装于流道本体110的第一液体接口111以及第二液体接口119,以进行气密测试,确保液冷头100的气密性。
87.有鉴于此,本实用新型所公开的液冷头及其制造方法,可以有效地防止异质材料接触产生电位差腐蚀,并提高异质材料之间的可焊性,且通过形成无镀镍区,还可以提升摩擦搅拌焊接的品质与提升搅拌头的使用寿命。其中,无镀镍区可以在成型时,在焊道处预留余料,镀镍后以机械加工去除,或者是在成型并镀镍后,以机械加工或雷雕方式去镍,亦可以是在镀镍时,利用遮蔽物,以避免于无镀镍区形成镀镍层,其均不脱离本实用新型的精神与保护范围。因此,本实用新型所公开的液冷头及其制造方法可以有效地因应液冷头产品制作日益增加的复杂性,减少液冷头产品经锻造、铸造成型后所需的加工时间,有效地缩短液冷头产品生产制造的时间,进而降低生产成本,且提升液冷头产品的产品制造精度、产品性能以及可靠度。
88.而以上所述者,仅为本实用新型的优选实施例而已,当不能以此限定本实用新型实施的范围,即凡依本实用新型权利要求及实用新型说明内容所作的简单的等效变化与修饰,皆仍属本实用新型专利涵盖的范围内。另外,本实用新型的任一实施例或权利要求不须实现本实用新型所公开的全部目的或优点或特点。此外,摘要部分和标题仅是用来辅助专利文件搜索之用,并非用来限制本实用新型的权利要求。此外,本说明书或权利要求中提及的”第一”、”第二”等用语仅用以命名元件(element)的名称或区别不同实施例或范围,而并非用来限制元件数量上的上限或下限。
89.虽然本公开已以实施方式公开如上,然其并非用以限定本公开,任何本领域具通常知识者,在不脱离本公开的精神和范围内,当可作各种的变动与润饰,因此本公开的保护范围当视权利要求所界定者为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。