1.本发明属于超声检测领域,具体涉及一种可提高超声测厚精度的超声检测方法及装置。
背景技术:
2.燃气轮机透平叶片壁厚测量是透平叶片制造及修复过程中的关键质量控制环节,实现透平叶片壁厚高精度无损检测对提高透平叶片的质量稳定性和工艺改进等都具有极其重要的影响。
3.目前常用的脉冲回波式的超声厚度检测方法,由于受限于超声脉冲持续时间、峰值波数、超声检测仪器采集频率等,检测精度要远小于涡流检测精度。传统的单纯利用超声波在被检工件中的传播时间来计算厚度的方法,在现有技术条件的限制下,已难以将超声厚度检测精度再提升。
技术实现要素:
4.本发明所要解决的技术问题是提供一种可提高超声测厚精度的超声检测方法及装置,在现有超声测厚硬件设备的基础上,通过利用两种超声波形声速的差异及其10次超声回波相长或相消干涉,在现有软硬件基础上将超声测厚精度提高了一个数量级。
5.本发明采用如下技术方案来实现的:
6.一种可提高超声测厚精度的超声检测装置,包括信号发生装置、同轴晶片探头和信号处理装置;
7.同轴晶片探头包括外围环形晶片和中心圆形晶片,两个晶片发射的声束主轴为同轴;
8.信号发生装置至少可同时发出两种不同频率的脉冲信号,从而在外围环形晶片和中心圆形晶片中激发出两种不同频率的超声波;
9.信号处理装置用于同时对外围环形晶片和中心圆形晶片的超声测厚回波信号进行采样、合成,并显示合成后的波形。
10.本发明进一步的改进在于,同轴晶片探头为接触式、垂直入射探头。
11.本发明进一步的改进在于,外围环形晶片和中心圆形晶片的材质均为压电复合材料,压电复合材料的机电耦合系数不小于70%,机械品质因数不大于25,压电常数尽可能大。
12.本发明进一步的改进在于,外围环形晶片和中心圆形晶片发射的超声波为sh波,sh波的速度c
sh
与超声波频率f和横波速度c
t
满足:
[0013][0014]
选择外围环形晶片和中心圆形晶片的超声波中心频率,使两个晶片发射的超声波
速度比为0.9:1。
[0015]
本发明进一步的改进在于,外围环形晶片和中心圆形晶片所发射超声波的-20db脉冲峰值波数不大于2,超声能量保证信号处理装置至少能接收到10次超声测厚回波。
[0016]
本发明进一步的改进在于,外围环形晶片和中心圆形晶片之间的串扰小于-36db。
[0017]
本发明进一步的改进在于,外围环形晶片和中心圆形晶片的sh波声速均小于sv横波声速,以提高超声测厚的分辨力。
[0018]
本发明进一步的改进在于,信号处理装置的采样率不小于超声回波脉冲持续时间倒数的10倍,带宽不小于较大超声测厚回波中心频率的10倍。
[0019]
本发明进一步的改进在于,信号处理装置能够对外围环形晶片和中心圆形晶片的反射信号分别进行延时,使得两个晶片的一次超声测厚回波在时基线上重合。
[0020]
一种可提高超声测厚精度的超声检测方法,该检测方法基于所述的一种可提高超声测厚精度的超声检测装置,包括以下步骤:
[0021]
s1:采用信号发生装置的脉冲信号分别激发外围环形晶片和中心圆形晶片,使其激发的两种不同频率、不同声速的sh波分别垂直入射至待检测厚度的工件表面;
[0022]
s2:通过信号处理装置采集待测厚度工件底面的至少10次超声测厚回波,并将其显示在信号处理装置的屏幕上;
[0023]
s3:根据工件已知声速v0,以及工件一次超声测厚回波和二次超声测厚回波之间的时间差δt
12
,计算得出材料的厚度h0=v0×
δt
12
;
[0024]
s4:根据合成后的波形显示,找出10次回波中最高的回波数n,n在2-10之间,则更高精度的厚度h
00
=(n-1)/10
×
h0;
[0025]
s5:最终更高精度的厚度h=h0 h
00
=(n 9)
×
h0/10。
[0026]
本发明至少具有如下有益的技术效果:
[0027]
本发明通过设计一种具有不同形式晶片的同轴晶片探头,发射两种不同声速的sh超声波对待检测工件进行超声测厚;通过同轴晶片探头及其信号发生装置和信号处理装置的集成,利用两种波形超声波的声速差异,并使两种波形的超声回波在时域上进行叠加产生相消和相长干涉,在不提升现有软硬件性能的基础上获得了更高的超声测厚精度。
附图说明
[0028]
图1为本发明一种可提高超声测厚精度的超声检测装置示意图;
[0029]
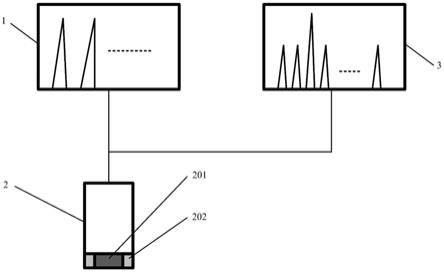
图2为本发明一种可提高超声测厚精度的超声检测过程示意图。
[0030]
附图标记说明:
[0031]
1-信号发生装置,2-同轴晶片探头,201-外围环形晶片,202-中心圆形晶片,3-信号处理装置,4-待检工件。
具体实施方式
[0032]
下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。需要说明的是,在不冲突的情况下,本发明中的实施例及
实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
[0033]
参照图1,本发明提供的一种可提高超声测厚精度的超声检测方法及装置,其特征在于,该装置包括信号发生装置1、同轴晶片探头2和信号处理装置3。
[0034]
信号发生装置1至少可同时发出两种不同频率的脉冲信号,从而在同轴晶片探头2中激发出两种不同频率的超声波。
[0035]
同轴晶片探头2为接触式、垂直入射探头,包括外围环形晶片201和中心圆形晶片202,两个晶片发射的声束主轴为同轴。
[0036]
外围环形晶片201和中心圆形晶片202的材质均为压电复合材料,压电复合材料的机电耦合系数应不小于70%,机械品质因数应不大于25,压电常数应尽可能大。
[0037]
外围环形晶片201和中心圆形晶片202发射的超声波为sh波,sh波的速度c
sh
与超声波频率f和横波速度c
t
满足
[0038][0039]
合理选择外围环形晶片201和中心圆形晶片202的超声波中心频率,使两个晶片发射的超声波速度比为0.9:1。
[0040]
外围环形晶片201和中心圆形晶片202所发射超声波的-20db脉冲峰值波数应不大于2,超声能量应保证信号处理装置3至少能接收到10次超声测厚回波。
[0041]
外围环形晶片201和中心圆形晶片202之间的串扰小于-36db。
[0042]
外围环形晶片201和中心圆形晶片202的sh波声速均应尽可能小于sv横波声速,以提高超声测厚的分辨力。
[0043]
信号处理装置3应可同时对外围环形晶片201和中心圆形晶片202的超声测厚回波信号进行采样、合成,并显示合成后的波形。
[0044]
信号处理装置3的采样率应不小于超声回波脉冲持续时间倒数的10倍,带宽应不小于较大超声测厚回波中心频率的10倍。
[0045]
信号处理装置3应能对外围环形晶片201和中心圆形晶片202的反射信号分别进行延时,使得两个晶片的一次超声测厚回波在时基线上重合。
[0046]
一种可提高超声测厚精度的超声检测方法,其特征在于,该检测方法包括以下步骤:
[0047]
s1:采用信号发生装置1的脉冲信号分别激发外围环形晶片201和中心圆形晶片202,使其激发的两种不同频率、不同声速的sh波分别垂直入射至待检测厚度的工件表面。
[0048]
s2:通过信号处理装置3采集待测厚度工件底面的至少10次超声测厚回波,并将其显示在信号处理装置3的屏幕上。
[0049]
s3:根据工件已知声速v0,以及工件一次超声测厚回波和二次超声测厚回波之间的时间差δt
12
,计算得出材料的厚度h0=v0×
δt
12
。
[0050]
s4:根据合成后的波形显示,找出10次回波中最高的回波数n(n在2-10之间),则更高精度的厚度h
00
=(n-1)/10
×
h0。
[0051]
s5:最终更高精度的厚度h=h0 h
00
=(n 9)
×
h0/10。
[0052]
参见图2,对本发明作进一步的说明:
[0053]
将同轴晶片探头2稳定耦合在被检工件4的表面,利用信号发生装置1分别同时激发外围环形晶片201和中心圆形晶片201,使其同时发射出两束声速不同的sh波。sh波在被检工件4的底面和表面多次反射,并被信号处理装置3分别接收,通过将两束sh波信号对齐、合成后,观察并记录10次回波中最高回波数n所在位置。通过公式h0=v0×
δt
12
以及h
00
=(n-1)/10
×
h0计算出最终更高精度的被检工件4的厚度。
[0054]
上述实施例只为说明本发明的技术构思和特点,其目的在于让熟悉此项技术的人能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。