1.本发明涉及模型部件和模型部件的制造方法。
背景技术:
2.在对被称为所谓的塑料模型(日文:
プラモデル
,注册商标)那样的组装模型的部件(也称为零部件)、例如玩具的脸部进行上色时,通过以下方式进行:使用人手一处一处地涂色,或者利用在着色位置处设有开口部的掩模并利用喷雾器进行涂装(参照专利文献1)。此外,也提出了利用具备多个打印机和传送带的着色装置而自动化地进行涂装的方案(参照专利文献2)。
3.现有技术文献
4.专利文献
5.专利文献1:日本实公平3-34226号公报
6.专利文献2:日本特开平8-47585号公报
技术实现要素:
7.发明要解决的问题
8.然而,对于施加颜色阶段性地变浓那样的渐变是需要技巧的,难以使品质稳定。此外,在使用涂装用的着色装置的情况下,也存在追加的设备投资、设备大型化的问题。此外,对于模型部件,能够从外部视觉识别品质稳定的基底层的部件的制作较为困难。
9.因此,本发明的目的在于提供模型部件和其制造方法,能够从外部视觉识别品质稳定的基底层。
10.用于解决问题的方案
11.对于模型部件的发明,该模型部件具有:
12.第1层,其由第1颜色的第1材料形成;以及
13.第2层,其形成为覆盖所述第1层的至少一部分,该第2层由第2颜色的第2材料形成,
14.所述第1材料的熔点高于所述第2材料的熔点,
15.所述第1层能够透过所述第2层从外部视觉识别。
16.对于模型部件的制造方法的发明,该模型部件的制造方法包括:
17.第1工序,使用第1颜色的第1材料成形第1层;以及
18.第2工序,使用第2颜色的第2材料以覆盖所述第1层的至少一部分的方式成形第2层,
19.在所述第2工序中,在所述第1层冷却至室温之前成形所述第2层,
20.所述第1材料的熔点高于所述第2材料的熔点,
21.所述第1层能够透过所述第2层从外部视觉识别。
22.发明的效果
23.根据本发明,能够提供能够从外部视觉识别品质稳定的基底层的模型部件和其制造方法。
附图说明
24.图1是表示与发明的实施方式相对应的模型部件的制造方法的一例的流程图。
25.图2是用于对根据与发明的实施方式相对应的模型部件的制造方法而制作的成形物进行说明的图。
26.图3是用于对与发明的实施方式相对应的模型部件的构造进行说明的图。
27.图4是用于对与发明的实施方式相对应的模型部件的截面构造进行说明的图。
具体实施方式
28.以下,参照附图对发明的例示的实施方式进行说明。另外,在各附图中,相同的附图标记示出相同的要素。此外,在各附图中,将纸面中的上下左右方向作为本实施方式中的部件(或零部件)的上下左右方向,而在本文中的说明时使用。另外,本发明在以下所说明的实施方式中,作为成形材料例示abs(丙烯腈(acrylonitrile)-丁二烯(butadiene)-苯乙烯(styrene))树脂以及sbc(苯乙烯(styrene)-丁二烯(butadiene)共聚物(copolymer)、苯乙烯系特殊透明树脂)等,但不限定于此,并不排除利用其他材质(聚乙烯等热塑性树脂、热固性树脂、软质树脂、金属等)。
29.首先,根据图1的流程图对与发明的实施方式相对应的模型部件的制造方法行说明。在s101中,进行用于形成构成模型部件的骨架部分的1次成形层的1次成形。作为1次成形层的成形材料(原材料),能够使用abs。接着,在s102中,在1次成形层冷却至室温之前,进行用于在1次成形层的表面形成2次成形层的2次成形。作为2次成形层的成形材料,能够使用sbc。2次成形层形成模型部件的外侧表面(外观部),但根据2次成形层的厚度,以在下侧形成的1次成形层的颜色透过的程度不同的方式形成。
30.在上述的工序中,构成1次成形层的成形材料具有不透明的颜色(例如,肤色、白色、红色、其他颜色,例如,纯色、金属色、珠光色等)或者半透明(也可以是透明)的颜色(例如,肤色、白色、红色、其他颜色)。此外,2次成形层的成形材料具有透明或半透明的颜色。例如,在模型部件构成人形的胴体的零部件的情况下,构成表面的2次成形层是透明橙色(透明的橙色),与此相对,能够使1次成形层成为白色或者肤色等。在该情况下,通过使2次成形层成为透明或者半透明,能够实现在皮肤上穿着透明或者具有透明感的衣服的状态的表现。只要2次成形层的透明度形成得更高,2次成形层的颜色和1次成形层的颜色既可以是同色或同系色,也可以是彼此为类似色、相反色。在本实施方式中,如此,利用不同的颜色的成形材料形成1次成形层和2次成形层,且使用透明原材料或者半透明的原材料形成2次成形层,从而能够透过该2次成形层看到位于其下方的颜色不同的1次成形层,由此能够实现渐变表现。
31.对于各成形层的成形材料的材质,为了使1次成形层和2次成形层彼此结合而一体化,能够使用相通的材质的材料。例如,ps、kps、gpps等虽然存在性质上的不同,但作为聚苯乙烯是材质相通的材料。但是,在材料的熔点相近的情况下,当在1次成形层之上形成2次成形层时,由于2次成形层的热、注塑成型时的摩擦热,有可能使1次成形层被侵蚀而使1次成
形层的表面粗糙。此时,如果2次成形层是不透明的,则无法从外侧确认作为基底层的1次成形层的粗糙,因此,不会成为特别的问题,但在2次成形层是透明或半透明的情况下,由于透过2次成形层能够看到1次成形层的表面,因此,该粗糙成为问题。另一方面,当在1次成形层和2次成形层使用不同的材质的材料(材质不相通的材料)的情况下,由于层之间的结合力较弱,因此,存在以下问题:在成形后2次成形层容易从1次成形层剥离。
32.在本实施方式中,由abs形成1次成形层,由材质不同的sbc形成2次成形层。abs的熔点是从100度至110度,与此相对,sbc的熔点是从80度至100度。因而,在1次成形工序中由abs形成了1次形成层后,在2次成形工序中由sbc形成2次成形层,即使在上述的情况下,由于熔点的不同,在2次成形工序中也不会发生1次形成层被侵蚀的情况。由此,透过2次成形层也不会视觉识别1次成形层的粗糙。此外,在本实施方式中,在由abs形成了1次成形层后,通过不使其冷却至室温而是形成2次成形层,能够维持层之间的结合力。也可以是,在开始2次成形工序的时刻的1次成形层的温度是比可以用手触摸的程度的室温高的规定温度(例如,从40度至50度、从30度至60度或者该范围内的任意的范围)。
33.包括上述的2阶段的成形工序的模型部件的制造方法例如能够使用多色成形装置来实施。在各成形工序中,使用与该工序相对应的成形模具。具体地说,在使成形材料向成形模具的流道槽、用于成形各部件的成形空间(模腔)流入而形成了成形物后,从成形模具取出成形物。对于在1次成形中制作出的1次成形物,将其安装于2次成形的成形工序的成形模具,执行2次成形。此时,在1次成形后,不冷却至室温地将1次成形物安装于2次成形工序用的成形模具。由于使用多色成形装置的成形方法本身是公知的,因此,省略更详细的说明。
34.此外,如上所述,说明了通过实施1回成形工序来成形1次成形层的情况,但也可以是,根据欲成型的1次成形层的厚度、材料的颜色,将1次成形层分割而实施两回1次成形。在该情况下,被实施的成形工序成为三个阶段。通过将1次成形层分为两回进行成形,而能够降低成形上的凹陷、变形,而制作外观均匀的成形物。
35.接着,参照图2,根据与本实施方式相对应的图1的成形方法,对从1次成形层至2次成形层的成形步骤进行说明。图2是成型过程中的成形模具和成形物的剖视图。图2的(a)和图2的(b)与s101中的1次成形相对应。如图2的(a)所示,成形模具(阳模201和阴模202,也可以是阳模、阴模的分配相反)具有与欲成型的1次成形层相对应的模腔203,为了形成部件,经由未图示的主流道和副流道使成形材料的abs流入该模腔203。
36.然后,如图2的(b)所示,在使用了阳模201和阴模202的1次成形中制作成形物204。该成形物204包括主流道、副流道以及1次成形层。成形物204由abs形成。主流道形成为包围部件的周围,部件经由副流道与主流道连接,从而相对于主流道固定。此外,主流道以及副流道与用于使成形材料向成形模具201、202中的模腔203流入的槽相对应。在s101的1次成形中,使成形材料从成形模具201、202的主流道槽经由副流道槽向模腔203流入,使成形材料填充所有的模腔、主流道槽以及副流道槽,之后,通过冷却至可以用手触摸的程度的温度(上述规定温度),能够制作包括1次成形层的成形物204。
37.接着,在s102的2次成形中,以覆盖规定温度的1次成形层的上侧的方式形成2次成形层。图2的(c)和图2的(d)与s102中的2次成形相对应。如图2的(c)所示,在成形模具211和成形物204之间,形成与在2次成形中欲形成的2次成形层相对应的模腔212,经由未图示的
主流道和副流道使成形材料的sbc流入该模腔212。由此,如图2的(d)所示,形成包括2次成形层的成形物213,由sbc覆盖1次成形层的至少一部分。成形物213包括主流道、副流道以及2次成形层。在本实施方式中,从主流道经由副流道在abs制的1次成形层的上侧的表面形成sbc,从而形成2次成形层。此时,由于1次成形层的下侧被成形模具202支承,因此,能够使成形物204的位置不会变动,以使2次成形层的厚度成为期望的厚度的方式准确地形成成形物213。
38.在s102的2次成形中,在使成形物204固定于成形模具211、202的内侧后,使成形材料(sbc)从主流道槽经由副流道槽向模腔212流入,使成形材料填充所有的模腔212、主流道槽以及副流道槽,之后,通过冷却而能够在成形物204的上侧表面形成成形物213。
39.接着,参照图3,对根据图1和图2的制造方法所制造的模型部件的构造的一例进行说明。图3的(a)是表示利用与本实施方式相对应的成形工序制作的、作为人形玩具的胴体的一部分的模型部件300的一例的图。模型部件300的外侧表面302由2次成形层构成,被2次成形层覆盖的1次成形层301的一部分作为连接部向外侧暴露。连接部作为用于与其他部件连接的连接构件发挥功能。
40.图3的(b)是将模型部件300分离为多个成形层的分离图。在图3的(b)中,示出了将1次成形分为两回来实施的情况。即,1次成形层301由第1成形层311和第2成形层312构成,2次成形层302由第3成形层313构成。第1成形层311和第2成形层312具有互不相同的颜色,但作为一体而形成模型部件的骨架部。此外,第3成形层313形成模型部件的外观部。以下,为了方便,将第1成形层311和第2成形层312统称为“骨架部”,将第3成形层313统称为“外观部”。
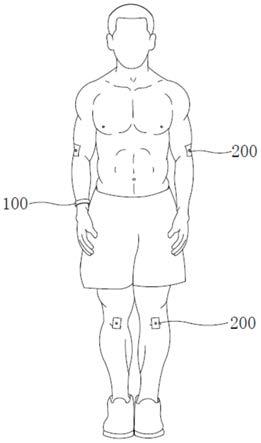
41.在本实施方式中,外观部由透明材料形成为覆盖骨架部,在其表面形成有凹凸。外观部是形成模型部件200的表面的成形层,具有与模型的期望的外形相对应的表面。由于模型部件200是人形玩具的胴体的一部分,因此,由外观部的表面形状表现出胴体的凹凸。
42.当比较骨架部和外观部的外侧表面的形状时,构成为包括彼此为相似形状的部分和不是相似形状的部分。对于相似形状的部分,外观部的厚度保持为规定值。另一方面,对于不是相似形状的部分,形成为具有与相似形状的部分不同的厚度,根据厚度的变化,透过外观部而从外侧在视觉上能够识别的骨架部的颜色发生变化。例如,在外观部由半透明(例如,透明橙色)原材料形成且骨架部由白色或者肤色的原材料形成的情况下,透过透明橙色的外观部而能够看到骨架部的白色、肤色,或者相反地,加强地表现出橙色。
43.此时,在外形为相似形状的部分,外观部的厚度保持为一定,因此,透过半透明的外观部能够看到的骨架部的色调一定。但是,当外观部的厚度进一步增加时,橙色的程度变强。此外,在外观部的厚度变薄的情况下,肤色、白色的程度变浓。如此,通过调整外观部的厚度,能够使肤色的程度增强,或者相反地,使橙色的程度增强。例如,对于骨架部的凸部,使外观部的厚度变薄而使肤色的程度增强,对于凹部,使外观部的厚度变厚而使橙色的程度增强,从而能够表现出胴体的凹凸。
44.接着,对与本实施方式相对应的模型部件300的截面构造进行说明。图4的(a)是表示图3的(a)模型部件300中的外观部的厚度变化的样子的一例的图。如图4的(a)的剖视图所示,构成模型部件300的外侧的面的外观部具有厚度d1、d2、d3,按照d1>d2>d3的顺序变厚。在d1的构件处,外观部的橙色表现得较浓,但在如d2、d3那样外观部变薄时橙色的程度
变弱,取而代之,骨架部的肤色的程度变强。厚度越大的部分,外观部的颜色相对于骨架部的颜色的混色的程度越大,从外侧看到模型部件300的情况下的色调的变化变大。
45.如此,通过使外观部的厚度局部地或整体地变化,能够使从外侧看到模型部件300的情况下的色调不同。此时,在外观部的厚度连续地变厚的部分处,外观部的颜色相对于骨架部的颜色的混色的程度逐渐变大,因此,从最浓地透过骨架部的颜色看到的位置起,颜色逐渐变淡而使外观部自身的颜色不断变化,因此,观察者能够在模型部件300的表面观察到渐变。
46.渐变的外观能够根据外观部的厚度的变化的方式的不同而不同。例如,通过使厚度的变化的程度变得急剧或者变得缓和,从而使从较浓的颜色向较淡的颜色的变化的方式不同,因此,能够实现不同的渐变表现。此外,也可以向厚度减少的方向变化。由此,也能够从较淡的颜色向较浓的颜色变化。
47.在图4的(a)中,对通过使外观部的厚度变化而实现渐变表现的例子进行了说明,但本发明不限定于上述实施方式,例如也可以是,外观部的厚度一定。图4的(b)是表示图3的(a)模型部件300中的外观部的厚度均匀的情况的一例的图。如图4的(b)的剖视图所示,构成模型部件300的外侧的面的外观部的厚度成为均匀。
48.另外,如上所述,对由abs形成1次成形层,由sbc形成2次成形层的情况进行了说明,但材料的组合并不限定于此,例如,也可以是,由abs形成1次成形层,由tpe(thermoplastic elastomer:热塑性弹性体,特别是苯乙烯类热塑性弹性体)形成2次成形层。此外,也可以是,由kps(强化聚苯乙烯)形成1次成形层,由tpe形成2次成形层。另外,能够使用熔点更高的第1材料形成1次成形层,使用熔点更低的第2材料形成2次成形层。
49.如上所述,根据本实施方式,能够提供能够从外部视觉识别品质稳定的基底层的模型部件和其制造方法。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。