技术特征:
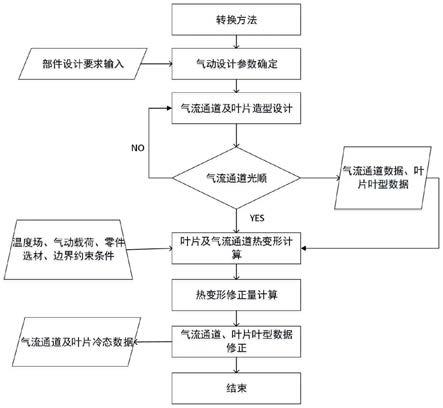
1.一种涡轮部件流道件加工尺寸转换方法,其特征在于,所述方法包括以下步骤:对气流通道和叶片按照工作状态进行气动设计,得到热态气流通道和热态叶片;检查热态气流通道是否光顺和热态气流通道转接处是否满足要求;若所述热态气流通道光顺且热态气流通道转接处满足要求,输出所述热态气流通道及热态叶片叶型坐标数据;根据所述坐标数据和涡轮部件工作状态时的参数计算热态气流通道及热态叶片的热变形量;根据所述热变形量对气流通道及叶片叶型坐标修正,得到冷态气流通道及冷态叶片尺寸。2.根据权利要求1所述的涡轮部件流道件加工尺寸转换方法,其特征在于,所述参数包括温度场、气动载荷、边界约束条件;所述工作状态为涡轴发动机本体的约定的使用状态。3.根据权利要求1所述的涡轮部件流道件加工尺寸转换方法,其特征在于,在气流通道及叶片进行热态造型设计之前,根据部件设计输入条件确定所述涡轮部件气动参数,为气流通道和叶片造型设计提供输入;所述气动参数包括燃气总温、总压和流量、转子叶片的转速。4.根据权利要求1或3所述的涡轮部件流道件加工尺寸转换方法,其特征在于,若所述热态气流通道光顺但气流通道转接处不满足要求,则重新进行造型设计;若所述热态气流通道不光顺但气流通道转接处满足要求,则重新进行造型设计;若所述热态气流通道不光顺同时气流通道转接处不满足要求,则重新进行造型设计。5.根据权利要求1或3所述的涡轮部件流道件加工尺寸转换方法,其特征在于,所述热态气流通道转接处包括气流通道机匣型线的各叶排转接处和气流通道轮毂型线的各叶排转接处,所述转接处应满足以下要求:所述气流通道机匣型线各叶排转接处台阶高度尺寸δhtip为0.2~0.5mm,沿气流方向应为顺台阶;所述气流通道轮毂型线各叶排转接处台阶高度尺寸δhhub为0.2~0.5mm,沿气流方向应为顺台阶。6.根据权利要求1所述的涡轮部件流道件加工尺寸转换方法,其特征在于,所述气流通道及叶片叶型坐标修正为分段修正,包括叶片区域修正和过渡段承力支板区域修正;其中,所述叶片区域修正包括导向叶片和转子叶片所形成区域的第一气流通道修正和所述导向叶片和转子叶片的叶型修正;所述过渡段承力支板区域修正包括承力支板区域的第二气流通道修正和所述承力支板叶型修正。7.根据权利要求1或6所述的涡轮部件流道件加工尺寸转换方法,其特征在于,所述第一气流通道修正包括以下步骤:选取叶片轴向弦长中点在气流通道机匣型线和气流通道轮毂型线上的对应点作为修正参考点;
根据每个所述修正参考点对应的热变形量计算得到第一气流通道的冷态坐标。8.根据权利要求6所述的涡轮部件流道件加工尺寸转换方法,其特征在于,所述导向叶片或转子叶片的叶型修正包括:分别计算所述叶片叶尖、叶根处的热变形量;根据所述叶片叶尖、叶根处的热变形量计算叶尖和叶根之间的中间区域热变形量;采用所述叶片热态坐标和热变形量修正得到叶片冷态坐标。9.根据权利要求6所述的涡轮部件流道件加工尺寸转换方法,其特征在于,所述第二气流通道修正包括:选择过渡段承力支板最大厚度轴向位置与整体机匣气流通道的交点为修正参考点;根据每个所述修正参考点对应的热变形量计算得到第二气流通道的冷态坐标。10.根据权利要求6所述的涡轮部件流道件加工尺寸转换方法,其特征在于,所述承力支板叶型修正包括:选择过渡段承力支板最大厚度轴向位置与整体机匣气流通道的交点为修正参考点,根据每个所述修正参考点处的热变形量利用线性插值方法计算得到承力支板叶型冷态坐标。11.一种涡轮部件流道件加工尺寸转换系统,其特征在于,所述系统包括:设计模块,用于对气流通道及叶片进行热态造型设计,并输出热态气流通道及热态叶片叶型坐标数据;检查模块,用于检查所述热态气流通道是否光顺和热态气流通道转接处是否满足要求;计算模块,用于在所述热态气流通道光顺且热态气流通道转接处满足要求时,根据所述坐标数据计算出热态气流通道及热态叶片的热变形量;转换模块,用于根据所述热变形量对气流通道及叶片叶型修正,得到冷态气流通道及冷态叶片尺寸。12.根据权利要求11所述的涡轮部件流道件加工尺寸转换系统,其特征在于,所述系统还包括参数输入模块,所述参数输入模块用于在气流通道及叶片进行热态造型设计之前,根据所述涡轮部件设计输入条件确定所述涡轮部件气动参数,为气流通道和叶片造型设计提供输入。
技术总结
本发明提出了一种涡轮部件流道件加工尺寸转换方法及系统,包括以下步骤:对气流通道和叶片按照工作状态进行气动设计,得到热态气流通道和热态叶片;检查热态气流通道是否光顺和热态气流通道转接处是否满足要求;若满足要求,输出热态气流通道及热态叶片叶型坐标数据;根据坐标数据和涡轮部件工作状态时的参数计算热态气流通道及热态叶片的热变形量;根据热变形量对气流通道及叶片叶型坐标修正,得到冷态气流通道及冷态叶片尺寸。本发明采用分段修正的方法对气流通道进行修正,根据不同的涡轮部件选择不同工作状态,兼顾了涡轮轴发动机本体需求,增加了该方法的适应性,可保证发动机本体能发挥其所需最佳性能,提高燃油经济性。性。性。
技术研发人员:余雅琪 李恩华 赵兰芳
受保护的技术使用者:中国航发湖南动力机械研究所
技术研发日:2021.11.30
技术公布日:2022/3/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。