1.本发明涉及吸收性物品的制造方法及吸收性物品的制造装置。
背景技术:
2.在吸收尿、体液等液体的吸收性物品中,已知有设置有将吸收体的皮肤相对面侧覆盖的顶片的吸收性物品(例如,日本特开2019-103782)。
技术实现要素:
3.在吸收性物品中,通过提高顶片的目付(单位面积重量),能够使对于穿戴者而言的皮肤触感提高。然而,若提高顶片的目付,则顶片表面的通气阻力增大。该通气阻力的增大会使从吸收性物品的内部向外部的空气难以流动,会导致吸收性物品的穿戴状态下的潮闷。
4.本发明提供抑制吸收性物品的穿戴状态下的潮闷的技术。
5.为了解决上述课题,在本发明中,设置了将压辊的温度设定得比第1片中包含的热塑性树脂的耐热温度高的凹部形成工序。
6.本发明的第1方案是一种吸收性物品的制造方法。所述吸收性物品包括:吸收体;及第1片,所述第1片层叠于所述吸收体的皮肤相对面侧并由包含热塑性树脂的纤维而形成的无纺布构成。所述制造方法包括凹部形成工序,所述凹部形成工序在将所述吸收体和所述第1片层叠的状态下从所述第1片侧使用压辊对所述吸收体及所述第1片进行挤压,而在所述吸收体及所述第1片形成凹部,在凹部形成工序中,所述压辊的温度被设定得比所述热塑性树脂的耐热温度高。
7.在所述吸收性物品的所述制造方法中,可以是,所述凹部的深度为1.3mm以上,宽度为2.0mm以下。
8.在所述吸收性物品的所述制造方法中,可以是,在所述凹部形成工序中,所述压辊的温度被设定得比所述热塑性树脂的熔点低。
9.在所述吸收性物品的所述制造方法中,可以是,在所述凹部形成工序中,通过使所述吸收体及所述第1片通过所述压辊与设置于与所述压辊相对的位置的砧辊之间而形成所述凹部。
10.在所述吸收性物品的所述制造方法中,所述砧辊的温度可以被设定为比所述压辊的所述温度低的温度。
11.在所述吸收性物品的所述制造方法中,可以是,所述第1片是覆盖所述吸收体的所述皮肤相对面侧的顶片和包住所述吸收体的芯包裹片的所述皮肤相对面侧的至少任一方。
12.在所述吸收性物品的所述制造方法中,所述凹部可以具有所述吸收体的长度方向的成分。
13.在所述吸收性物品的所述制造方法中,所述第1片可以包含2个种类的所述热塑性树脂的纤维而形成。在所述凹部形成工序中,所述压辊的温度可以被设定得比所述2个种类
的所述热塑性树脂中的较低的所述耐热温度高且比所述2种类的所述热塑性树脂中的较高的所述耐热温度低。
14.本发明的第2方案是一种吸收性物品的制造装置。所述吸收性物品包括:吸收体;及第1片,所述第1片层叠于所述吸收体的皮肤相对面侧并由包含热塑性树脂的纤维而形成的无纺布构成。所述制造装置包括凹部形成部,该凹部形成部构成为,在将所述吸收体和所述第1片层叠的状态下从所述第1片侧使用压辊对所述吸收体及所述第1片进行挤压,而在所述吸收体及所述第1片形成凹部。所述凹部形成部构成为,所述压辊的温度被设定得比所述热塑性树脂的耐热温度高。
15.根据本发明,能够抑制吸收性物品的穿戴状态下的潮闷。
附图说明
16.本发明的典型实施例的特征、优点及技术上和工业上的意义将会在下面参照附图来描述,在这些附图中,同样的附图标记表示同样的要素,并且其中:
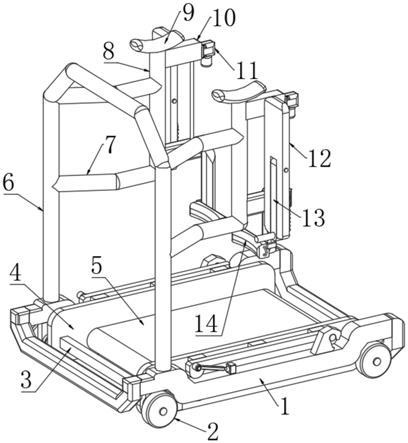
17.图1是实施方式的尿布的立体图。
18.图2是实施方式的尿布的分解立体图。
19.图3是将实施方式的伸长状态的尿布从皮肤面侧观察时的平面图。
20.图4是将实施方式的非穿戴状态的尿布沿着宽度方向剖切的情况下的剖视图。
21.图5是与实施方式的尿布的制造方法相关的流程图。
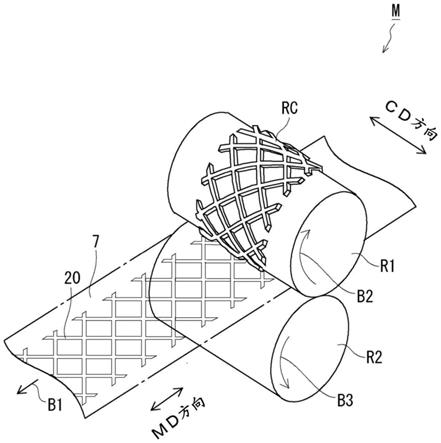
22.图6是在实施方式的尿布的制造方法中使用的凹部形成装置的立体图。
23.图7是示出利用实施方式的尿布的制造方法制作出的尿布的通气阻力的图表(其1)。
24.图8是示出利用实施方式的尿布的制造方法制作出的尿布的通气阻力的图表(其2)。
25.图9是示出评价了尿布的顶片的液体透过性而得到的结果的表。
26.图10是示出尿布的感官试验结果的表。
27.图11是示出尿布的凹部的深度及宽度与通气阻力的关系的表。
28.图12是示出评价了尿吸收后的尿布的顶片的液体透过性而得到的结果的表。
29.图13是示出尿吸收后的尿布的感官试验结果的表。
30.图14是示出尿布的凹部的深度及宽度与尿吸收后的通气阻力的关系的表。
31.图15是将变形例的非穿戴状态的尿布沿着宽度方向剖切的情况下的剖视图。
具体实施方式
32.以下,参照附图对本发明的实施方式的吸收性物品进行说明。此外,以下的实施方式的结构是例示,本发明不限定于这些实施方式的结构。
33.《实施方式》
34.在本实施方式中,关于带型一次性尿布(是在本技术中所说的“吸收性物品”的一例,以下,简称作“尿布”),将连结与穿戴者的腹部相对而配置的前身和与背部相对而配置的后身的方向设为长度方向。配置于穿戴者的下裆(与胯裆相对而配置)的下裆部位于这些前身(长度方向的一侧)与后身(长度方向的另一侧)之间(长度方向的中央)。另外,在尿布
穿戴于穿戴者的状态(以下,简称作“穿戴状态”)下,将朝向穿戴者的皮肤的一侧(在穿戴的状态下为内侧)设为皮肤面侧,将皮肤面侧的相反侧(在穿戴的状态下为外侧)设为非皮肤面侧。而且,将连结皮肤面侧和非皮肤面侧的方向设为厚度方向,将与长度方向和厚度方向均正交的方向设为宽度方向。除此之外,将从厚度方向观察称作平面观察。
35.图1是本实施方式的尿布的立体图。尿布1具有在穿戴状态下覆盖穿戴者的阴部的与下裆对应的部位即下裆区域1b、位于下裆区域1b的前侧且与穿戴者的前身对应的部位即前身区域1f、及位于下裆区域1b的后侧且与穿戴者的后身对应的部位即后身区域1r。在后身区域1r的左右两侧的边缘设置有能够向设置于前身区域1f的非穿戴者侧的面的前补片2f贴附的带2l、2r。若在前身区域1f配置于穿戴者的腹侧且后身区域1r配置于穿戴者的背侧的状态下将带2l、2r向前补片2f贴附,则尿布1以包围穿戴者的腹围和大腿部的状态向穿戴者的身体固定。由于尿布1以这样的形态向穿戴者的身体固定,所以穿戴者能够在穿戴了尿布1的状态下站立行走。
36.在尿布1中,能够吸收并保持液体的吸收体主要以下裆区域1b附近为中心而配置。另外,在尿布1中,为了抑制在尿布1与穿戴者的皮肤之间形成成为液体的流出路径的间隙,在包围穿戴者的绕腿部(大腿部)的部位设置有腿褶裥3al、3ar,在比腿褶裥3al、3ar靠尿布1的宽度方向内侧处设置有立体褶裥3bl、3br,在包围穿戴者的腹围的部位设置有腰褶裥3r。腿褶裥3al、3ar、立体褶裥3bl、3br及腰褶裥3r通过弹性构件的弹性力而向穿戴者的皮肤紧贴。由此,从穿戴者的阴部排出的液体不从尿布1漏出而由尿布1的吸收体吸收。此外,作为弹性构件,能够适当选择线状、带状的橡胶等。
37.图2是尿布1的分解立体图。尿布1具有在穿戴状态下形成外表面的罩片4。罩片4是具有在相当于长边的部位设置有缩窄部4kl、4kr的大致长方形的外观的片状的构件,形成尿布1的外装面。缩窄部4kl、4kr设置于穿戴者的大腿部所处的部位。罩片4为了后述的背片5的加强、手感的提高而设置,例如,为了抑制排泄物的泄漏,能够使用由热塑性树脂构成的液体不透过性的无纺布作为其材料。作为热塑性树脂,能够例示聚乙烯(pe)、聚丙烯(pp)等。罩片4不限于单层结构,也可以是具有内罩片及外罩片的多层结构。
38.并且,尿布1具有在罩片4的穿戴者侧的面依次层叠的背片5、吸收体6c、顶片7(在本技术中所说的“第1片”的一例)。背片5、吸收体6c、顶片7均为具有大致长方形的外观的片状的构件,以长度方向与罩片4的长度方向一致的状态依次层叠于罩片4。背片5与罩片4同样,是为了抑制排泄物的泄漏而以液体不透过性的热塑性树脂为材料而形成的片。背片5为了抑制穿戴状态下的潮闷,优选由兼具透湿性的材料构成。另外,顶片7由以覆盖吸收体6c的吸水面的方式配置于穿戴者的皮肤面侧的、包含热塑性树脂的纤维而形成的热风无纺布构成。该顶片7在其一部分或全部中具有液体透过性。因而,在穿戴了尿布1的状态下,从穿戴者排泄出的液体通过能够与穿戴者的皮肤接触的顶片7而向吸收体6c进入,在此处被吸收。另外,顶片7也可以具有亲水性。此外,尿布1的长度方向和吸收体6c及顶片7的长度方向相同。
39.背片5、吸收体6c、顶片7均从前身区域1f延伸至后身区域1r。由此,若利用层叠有背片5、吸收体6c及顶片7的罩片4来覆盖穿戴者的阴部,则背片5、吸收体6c及顶片7的各长度方向的两端部成为位于穿戴者的腹侧和背侧的状态。即,穿戴者的阴部成为从穿戴者的腹侧到背侧被吸收体6c覆盖的状态。因此,不管穿戴者以将腹部朝下的姿势和将背部朝下
的姿势中的哪个姿势将液体向体外排出,排出的液体都会经由顶片7而与吸收体6c接触。
40.另外,在尿布1中,用于形成上述的腿褶裥3al、3ar的弹性构件4sl、4sr以在尿布1的长度方向上伸缩的方式设置于罩片4与背片5之间。弹性构件4sl、4sr以根据在尿布1中在设计上要求的弹性力(收缩力)等而决定的适当的根数(在本实施方式中是3根)而设置。
41.另外,尿布1具有细长的带状的侧片8l、8r。侧片8l、8r是设置于顶片7的长边的部分的液体不透过性的片。在侧片8l、8r中,与罩片4同样,在穿戴者的大腿部所处的部位设置有缩窄部8kl、8kr。并且,在侧片8l、8r,沿着长度方向而编入有用于形成立体褶裥3bl、3br的弹性构件8el、8er。若尿布1成为穿戴状态的形态,即,若尿布1成为侧视u字状的形态,则侧片8l、8r被弹性构件8el、8er的收缩力在长度方向上拉近而从顶片7立起,成为防止液体的流出的立体褶裥3bl、3br。
42.此外,在罩片4中,防止在尿布1与穿戴者的腹围之间形成间隙的弹性构件4c在比弹性构件4sl、4sr靠尿布1的宽度方向内侧处沿着尿布1的长度方向设置。弹性构件4c根据在尿布1中在设计上要求的弹性力(收缩力)等而设置。
43.另外,用于形成上述的腰褶裥3r的弹性构件9er在比吸收体6c的端部更靠背侧的位置处设置于背片5与顶片7之间。弹性构件9er以成为伸缩方向的长度方向成为尿布1的左右方向的朝向设置于背片5与顶片7之间。由此,若设置于弹性构件9er的左右两侧的带2l、2r在穿戴者的腹侧向前补片2f贴附,则弹性构件9er发挥收缩力而使尿布1向穿戴者紧贴,防止在尿布1与穿戴者的腹围之间形成间隙。
44.吸收体6c具有如下结构:在纸浆纤维、人造丝纤维或棉纤维这样的纤维素系纤维的短纤维、或对聚乙烯、聚丙烯或聚对苯二甲酸乙二醇酯等合成纤维实施亲水化处理而得到的短纤维的间隙保持有能够吸收并保持水的具有交联结构的亲水性聚合物即sap(高吸收性聚合物:super absorbent polymer)等粒状的吸收性树脂。由此,在吸收体6c中,吸收液体前后的吸收性树脂的体积变动基本上在将吸收性树脂保持于间隙的短纤维内进行。因此,若俯瞰吸收体6c整体,则可以说吸收了液体的吸收体6c的厚度的膨胀率不如吸收性树脂自身的膨胀率那样大。
45.本实施方式的sap颗粒是指使包含sap的树脂组合物成为粒状而得到的物质。在此所说的“包含sap的树脂组合物”是包含仅由sap构成的组合物、以sap为主成分且在其中以不对吸水性造成不良影响的程度包含其他物质的组合物这双方的概念。作为“其他物质”,能够举出添加剂(出于将颗粒表面疏水化的目的而添加的表面改性剂等)、在sap的合成时残留的未反应的单体等。
46.图3是将伸长状态的尿布1从皮肤面侧观察时的平面图。图4是以图3的aa线剖切的情况下的尿布1的宽度方向的剖视图。此外,在图3及图4中,前补片2f、弹性构件4c、4sr、4sl、8el、8er、9er、侧片8l、8r的图示省略。
47.本实施方式的尿布1具备对长方形状的吸收体6c呈斜格子状地形成的凹部20。凹部20通过在将顶片7层叠于吸收体6c的皮肤相对面侧的状态下从顶片7侧对吸收体6c及顶片7进行挤压而形成。呈格子状地形成的凹部20具有吸收体6c的长度方向的成分,因此能够通过凹部20而在吸收体6c的长度方向上扩散液体。由此,尿布1能够使穿戴者排出的尿等液体沿着凹部20而向吸收体6c的整体扩散,而将该液体利用吸收体6c的整体高效地进行吸收。另外,尿布1通过在吸收体6c设置凹部20,能够容易地将吸收体6c折弯,因此能够使相对
于穿戴者的贴合感提高。
48.而且,尿布1通过在顶片7的皮肤相对面侧设置凹部20,能够使顶片7表面的通气阻力减小。由此,尿布1能够使从内部向外部的空气容易流动,抑制穿戴状态下的潮闷。此外,关于顶片7表面的通气阻力的详细情况在后叙述。
49.接着,对本实施方式的尿布的制造方法进行说明。本实施方式的尿布的制造方法在吸收体6c及顶片7上形成凹部20的凹部形成工序中具有特征,因此,以下对凹部形成工序进行详细说明。图5是示出了本实施方式的尿布的制造方法的概要的流程图。在本实施方式的尿布的制造方法中,首先,在吸收体6c的皮肤相对面侧层叠顶片7(步骤s101)。对于顶片7,使用包含热塑性树脂的纤维而形成的热风无纺布。挤压前的吸收体6c和顶片7的厚度例如为7.75mm。
50.接着,在吸收体6c及顶片7形成凹部20(步骤s102,在本技术中所说的“凹部形成工序”的一例)。在凹部20的形成工序(步骤s102)中,在将吸收体6c和顶片7层叠的状态下从顶片7侧对吸收体6c及顶片7进行挤压。
51.图6是在本实施方式的尿布的制造方法中使用的凹部形成装置m(在本技术中所说的“凹部形成部”的一例)的立体图。凹部形成装置m具备压辊r1和设置于与压辊r1相对的位置的砧辊r2。在压辊r1与砧辊r2之间设置有0.35mm~0.45mm左右的间隙。压辊r1具备对吸收体6c及顶片7进行挤压的凸部rc。凸部rc相对于吸收体6c呈斜格子状地形成。压辊r1及砧辊r2为铁等金属制。此外,在图6中,md方向对应于吸收体6c及顶片7的长度方向,cd方向对应于吸收体6c及顶片7的宽度方向。
52.凹部形成装置m通过使从md方向的上游侧向箭头b1的方向流过来的连续的吸收体6c及顶片7通过向箭头b2的方向旋转的压辊r1与向箭头b3的方向旋转的砧辊r2之间从而利用凸部rc从顶片7侧进行挤压。由此,在吸收体6c及顶片7形成凹部20。吸收体6c及顶片7的向箭头b1的搬送速度是3.5~4.0m/s。此外,连续的吸收体6c及顶片7在凹部20的形成后被切断成1张尿布1的长度。
53.在此,在凹部20的形成工序中,压辊r1的温度被设定得比在顶片7的热风无纺布中使用的热塑性树脂的耐热温度(常用耐热温度)高。压辊r1通过由未图示的加热器加热而被设定为比该耐热温度高的温度。在本实施方式中,在顶片7的无纺布中,作为热塑性树脂而至少包含聚乙烯。聚乙烯的耐热温度例如是70℃。若以比聚乙烯的耐热温度高的温度加热顶片7,则聚乙烯的纤维变形,顶片7半膜化,因此顶片7的形状容易沿着形成于吸收体6c的凹部20,凹部20的固定性(日文:定着性)提高。
54.另外,在挤压后,吸收体6c的厚度是2.1mm,顶片7的厚度/克重(日文:坪量)是0.1mm/22~40gsm。在此,制作了将挤压时的压辊r1的温度设为60℃、75℃、90℃、105℃且将顶片7的厚度/克重设为0.1mm/25gsm、0.1mm/28gsm、0.1mm/30gsm、0.1mm/35gsm、0.1mm/40gsm的尿布的样本,测定了顶片7的表面的通气阻力。图7及图8是示出各样本的顶片7的表面的通气阻力的图表。图7及图8的横轴表示凹部20的形成工序中的压辊r1的温度(℃),图7及图8的纵轴表示各样本的尿布的顶片7的表面的通气阻力(pa)。另外,图7是示出向各样本的尿布注入人工尿之前的通气阻力的图表,图8是示出向各样本的尿布注入人工尿之后的通气阻力的图表。关于人工尿,使尿素20g、氯化钠8g、硫酸镁7水合物0.8g、氯化钙2水合物0.3g溶解于蒸馏水1000ml而进行了调制。另外,在本实施方式中,制作了婴儿用的尿布(尺
寸l(除了顶片以外设为与王子妮飘株式会社制的whito12相同的结构))作为样本。在将各样本的尿布穿戴于婴儿的假人的状态下,在距尿布的背侧为190mm的位置向该尿布以7ml/s的速度注入了婴儿的1次的平均的排尿量即50ml的人工尿。此外,注入时的假人仰面朝上。另外,在各样本中,凹部20的深度设定为1.3mm,凹部20的宽度设定为2.0mm。
55.在此,对尿布中的顶片7表面的通气阻力的测定方法进行说明。在通气阻力的测定中,准备通气性测定装置、小功率压缩机、画板、记号笔、剪刀。首先,将尿布以伸长状态贴附于画板,将立体褶裥利用剪刀剪下。接着,将剪下了立体褶裥的尿布的格子的槽利用记号笔轻轻地描摹。之后,在顶片7的后身区域1r、下裆区域1b、前身区域1f中的测定位置利用记号笔标上记号。以上,测定准备作业结束。此外,将利用记号笔标上了记号的3处的测定结果的平均值设为通气阻力的测定值。
56.接着,利用以下的方法来测定通气阻力。首先,将小功率压缩机和测定装置利用管连接。接着,将测定装置的插头向插座插入,将小功率压缩机的电源接通,打开空气供给阀。在此,以使显示于小功率压缩机的流量计的流量成为8.0l/min的方式进行调整。另外,确认测定装置的值为0.4mpa以上。接着,将测定装置的孔的中心和对尿布标上了记号的测定位置的中心对准而将测定装置安放于顶片7上,将测定装置所示的压力(pa)作为通气阻力而记录。
57.图7的图表的线a1及图8的图表的线b1是在将顶片7的厚度/克重设为0.1mm/25gsm的尿布中将表示相对于凹部20的形成工序中的各温度(60℃、75℃、90℃、105℃)的顶片7表面的通气阻力的点连结而得到的线。图7的图表的线a2及图8的图表的线b2是在将顶片7的厚度/克重设为0.1mm/28gsm的尿布中将表示相对于凹部20的形成工序中的各温度的顶片7表面的通气阻力的点连结而得到的线。图7的图表的线a3及图8的图表的线b3是在将顶片7的厚度/克重设为0.1mm/30gsm的尿布中将表示相对于凹部20的形成工序中的各温度的顶片7表面的通气阻力的点连结而得到的线。图7的图表的线a4及图8的图表的线b4是在将顶片7的厚度/克重设为0.1mm/35gsm的尿布中将表示相对于凹部20的形成工序中的各温度的顶片7表面的通气阻力的点连结而得到的线。图7的图表的线a5及图8的图表的线b5是在将顶片7的厚度/克重设为0.1mm/40gsm的尿布中将表示相对于凹部20的形成工序中的各温度的顶片7表面的通气阻力的点连结而得到的线。此外,图7的点c1及图8的点c2是在将顶片7的厚度/克重设为0.1mm/22gsm的比较例(以往例)的尿布中相对于凹部20的形成工序中的温度(60℃)而表示顶片7表面的通气阻力的点。
58.如图7的图表的线a1~a5所示,发现了:通过将凹部20的形成工序时的压辊r1的温度设为75℃以上,从而通气阻力下降。这是因为,通过将压辊r1的温度设为75℃以上,从而顶片7中包含的聚乙烯的纤维变形,顶片7半膜化,由此凹部20的固定性提高。凹部20的固定性越高,则从小功率压缩机输送的压缩空气越从凹部20穿过,因此能够使测定装置所示的压力即顶片7表面的通气阻力越小。
59.另外,如图8的图表的线b1~b5所示,发现了:通过将凹部20的形成工序时的压辊r1的温度设为75℃以上,从而即使在尿布吸收了1次量的尿之后通气阻力也下降。这是因为,即使在吸收体6c吸收尿而膨胀后,凹部20的一部分也被维持。更详细而言,是因为:即使因吸收体6c的膨胀而凹部20底部被顶起,由于顶片7的凹部20形成部分进行半膜化而变形,所以也能够在顶片7维持凹部20。由于在吸收体6c吸收了尿后也在顶片7维持有凹部20,所
以能够使从小功率压缩机输送的压缩空气从凹部20穿过,能够减小顶片7表面的通气阻力。
60.这样,在本实施方式的尿布的制造方法中,在凹部20的形成工序中,通过将压辊r1的温度设定得比顶片7中包含的热塑性树脂的耐热温度高,能够使顶片7半膜化,使凹部20的固定性提高。根据通过本实施方式的尿布的制造方法制造出的尿布,与以往例相比,即使在对顶片7使用了目付大的体积大的无纺布的情况下,也能够减小顶片7表面的通气阻力。通过本实施方式的尿布的制造方法制造出的尿布能够减小顶片7表面的通气阻力,抑制穿戴状态下的潮闷。
61.另外,在凹部20的形成工序中,压辊r1的温度被设定得比顶片7中包含的聚乙烯的熔点低。若假设将压辊r1的温度设定得比聚乙烯的熔点高,则顶片7的凹部20形成部分会膜化,液体会难以从凹部20向吸收体6c透过。因而,为了在顶片7的凹部20的形成部分处液体也向吸收体6c的方向透过而向吸收体6c吸收液体,希望顶片7的凹部20的形成部分未被膜化。此外,低密度聚乙烯的熔点是95℃~130℃,高密度聚乙烯的熔点是120℃~140℃。在本实施方式中,压辊r1的温度优选被设定为130℃以下。
62.在此,对将凹部20的形成部分处的顶片7非膜化、半膜化、膜化的情况下的尿的扩散性进行了验证。在凹部20的形成工序中,顶片7通过将压辊r1的温度设定得比顶片7中包含的热塑性树脂的耐热温度低而非膜化,通过将压辊r1的温度设定为该热塑性树脂的耐热温度以上且比该热塑性树脂的熔点低而半膜化,通过将压辊r1的温度设定为该热塑性树脂的熔点以上而膜化。此外,对于在本验证中制作出的样本的尿布的顶片,使用了包含耐热温度为70℃且熔点为130℃的聚乙烯的纤维的热风无纺布。在本验证的样本制作时的凹部20的形成工序中,将压辊r1的温度设为了60℃、90℃、140℃。
63.另外,在本验证中,也制作了婴儿用的尿布(例如,尺寸l(与上述相同))作为样本。在将各样本的尿布穿戴于婴儿的假人的状态下,在距尿布的背侧为190mm的位置向该尿布以7ml/s的速度注入了婴儿的1次的平均的排尿量即50ml的人工尿。人工尿与上述的人工尿相同。此外,注入时的假人仰面朝上。另外,在各样本中,凹部20的深度设定为1.3mm,凹部20的宽度设定为2.0mm。
64.图9是示出本验证结果的表。从注入位置向前身区域侧/后身区域侧的人工尿到达位置(mm)越长,则顶片7的通液性越下降。如图9所示,能够确认到:若将顶片7的凹部20形成部分膜化,则顶片7的通液性会下降。在通过本实施方式的尿布的制造方法制造出的尿布中,顶片7的凹部20形成部分被半膜化。该尿布能够一边使凹部20的固定性提高一边确保需要的顶片7的通液性。
65.接着,通过感官试验(被试验者18人)确认了将凹部20的形成部分处的顶片7非膜化、半膜化、膜化的情况下的顶片7的皮肤触感。图10是示出感官试验结果的表。另外,在感官试验结果中使用的样本中,凹部20的深度设定为1.3mm,凹部20的宽度设定为2.0mm。在图10的表中,“n=人数”是回答为皮肤触感不好的人数。顶片7的凹部20形成部分被半膜化的样本的尿布通过感官试验而得到了良好的穿戴感。通过本实施方式的尿布的制造方法制造出的尿布能够提供良好的穿戴感。
66.接着,制作了9个种类的将凹部20的深度设为1.2mm、1.3mm、1.4mm且将凹部的宽度设为1.9mm、2.0mm、2.1mm的尿布的样本,测定了各样本的顶片表面的通气阻力。图11是示出测定结果的表。从该测定结果能够发现:凹部20最好形成为深度为1.3mm以上且宽度为
2.0mm以下。由此,能够使通气阻力成为250pa以下。具有该深度及宽度的凹部20通过使顶片7充分变形,从而在吸收体6c吸收了尿后也能够维持其形状。
67.接着,对吸收了尿后的尿布进行与上述图9~图11同样的验证,关于尿的扩散性、感官试验、通气阻力进行了验证。除了使用吸收了尿后的尿布以外的条件及方法与在上述图9~图11中示出结果的验证的条件及方法相同。
68.首先,向各样本的尿布预先注入婴儿的1次的平均的排尿量即50ml的人工尿。在本验证中使用的人工尿与上述的人工尿相同。将各样本的尿布以前身区域1f成为上方且后身区域1r成为下方的方式以相对于长度方向倾斜为60度的状态设置。接着,从滴定管将50ml的人工尿以15ml/sec的速度向穿戴状态下的尿布的排尿位置注入。
69.图12是示出本验证结果的表。从注入位置向前身区域侧/后身区域侧的人工尿到达位置(mm)越长,则顶片7的通液性越下降。如图12所示,能够确认到:若将顶片7的凹部20形成部分膜化,则顶片7的通液性会下降。在通过本实施方式的尿布的制造方法制造出的尿布中,顶片7的凹部20形成部分被半膜化。该尿布在第1次的尿吸收后也能够一边使凹部20的固定性提高一边确保需要的顶片7的通液性。
70.接着,通过感官试验(被试验者18人)确认了将凹部20的形成部分处的顶片7非膜化、半膜化、膜化的情况下的顶片7的皮肤触感。图13是示出感官试验结果的表。另外,在感官试验结果中使用的样本中,尿吸收前的凹部20的深度设定为1.3mm,凹部20的宽度设定为2.0mm。在图13的表中,“n=人数”是回答为皮肤触感不好的人数。顶片7的凹部20形成部分被半膜化的样本的尿布通过感官试验而得到了良好的穿戴感。通过本实施方式的尿布的制造方法制造出的尿布即使在第1次的尿吸收后也能够提供良好的穿戴感。
71.接着,制作了9个种类的将尿吸收前的凹部20的深度设为1.2mm、1.3mm、1.4mm且将凹部的宽度设为1.9mm、2.0mm、2.1mm的尿布的样本,测定了各样本的顶片表面的通气阻力。图14是示出测定结果的表。从该测定结果能够发现:凹部20最好形成为深度为1.3mm以上且宽度为2.0mm以下。由此,尿布在第1次的尿吸收后也能够使顶片表面的通气阻力成为240pa以下。
72.这样,根据本实施方式的尿布1,通过将顶片7半膜化,从而顶片7的无纺布赋形,穿戴感、通气性在尿吸收后也良好。
73.另外,通过使吸收体6c及顶片7通过压辊r1与砧辊r2之间而形成凹部20。此外,砧辊r2被设定为比压辊r1低的温度。砧辊r2可以被加热,也可以不被加热。这样,砧辊r2的温度设定适合于仅使顶片半膜化。另外,在对不与压辊r1相接的片(例如,芯包裹片、顶片7为双层的情况的下层的第二片)进行挤压加工的情况下,为了使该片在耐热温度以上变形,砧辊r2的温度优选被设定得比该片中包含的热塑性树脂(例如,聚乙烯)的耐热温度高且比该热塑性树脂的熔点低。由此,通过砧辊r2也能够将顶片7加热成比聚乙烯的耐热温度高且比聚乙烯的熔点低的温度。
74.此外,顶片7也可以包含2个种类的热塑性树脂的纤维而形成。在该情况下,在凹部20的形成工序中,压辊r1的温度优选被设定得比2个种类的热塑性树脂中的较低的耐热温度高且比2个种类的热塑性树脂中的较高的耐热温度低。由此,使顶片7中包含的至少一个热塑性树脂的纤维半膜化,不使顶片7中包含的别的热塑性树脂的纤维半膜化,能够防止顶片7的凹部20形成部分过于变硬,维持凹部20的形成部分处的液体透过性。例如,顶片7可以
包含聚乙烯和聚对苯二甲酸乙二醇酯(pet)作为热塑性树脂的纤维。此外,pet的耐热温度比聚乙烯的耐热温度高,为200℃左右。此外,短纤维相比长纤维容易折弯(与在纤维的中途折弯相比,在纤维间成为了折弯位置时,出现漂亮的折痕)。
75.《变形例》
76.接着,对本实施方式的变形例的尿布的制造方法进行说明。图15是通过本变形例的尿布的制造方法制作出的尿布1的与图4同样的宽度方向的剖视图。在本变形例中,在吸收体6c与顶片7之间层叠有芯包裹片10(在本技术中所说的“第1片”的一例)的状态下进行凹部20的形成工序。在本变形例中,对于芯包裹片10,使用包含热塑性树脂的纤维而形成的热风无纺布。对于热塑性树脂,与顶片7同样,使用聚乙烯、pet等。此外,芯包裹片的目付是8gsm。
77.芯包裹片10是包住吸收体6c的整体的片,但配置于吸收体6c的皮肤相对面侧的部分层叠于吸收体6c。在本变形例中,在吸收体6c的皮肤相对面侧层叠了芯包裹片10且以覆盖芯包裹片10的皮肤相对面侧的方式配置了顶片7的状态下,进行凹部20的形成工序。由此,芯包裹片10的凹部20形成部分半膜化,沿着凹部20变形,因此凹部20的固定性提高。由此,通过本变形例的尿布的制造方法制造出的尿布能够减小吸收体6c的皮肤相对面侧即顶片7表面侧的通气阻力,抑制穿戴状态下的潮闷。
78.《其他实施方式》
79.接着,对其他实施方式进行说明。上述实施方式的尿布1是带型的尿布,但本发明的吸收性物品的制造方法及制造装置能够应用于内裤型的尿布的制造。
80.另外,在上述实施方式中,顶片也可以由2张无纺布构成,其中的1张也可以是包含热塑性树脂的纤维而形成的热风无纺布。根据该结构,包含热塑性树脂的纤维而形成的热风无纺布在凹部20的形成工序中半膜化,能够使凹部20的固定性提高。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。