1.本发明涉及一种轨道车辆防火装饰功能板及其制备方法。
背景技术:
2.目前,现有轨道车辆装饰板如平顶板、间壁等部件,表面多采用pvc贴膜或抗倍特板,其中pvc贴膜不防火、耐磨性差,抗倍特板防火性能最高只能达到b级,防火性能差。
技术实现要素:
3.本发明所要解决的技术问题是克服现有技术的缺陷,提供一种轨道车辆防火装饰功能板,它提高了防火性能,并且力学性能好。
4.为了解决上述技术问题,本发明的技术方案是:一种轨道车辆防火装饰功能板,它包括夹心材料和复合在所述夹心材料上的防火装饰板,所述防火装饰板由内至外依次包括平衡层、芯层、装饰层和耐磨层;其中,所述芯层中含有玻纤薄毡与浆料,所述浆料由树脂和填料组成。
5.进一步,所述平衡层和/或所述装饰层为三聚氰胺浸渍纸。
6.进一步,所述树脂为热熔胶、酚醛树脂、环氧树脂、聚氨酯、不饱和聚酯树脂、丙烯酸树脂、三聚氰胺树脂、脲醛树脂中的至少一种。
7.进一步,所述填料为氢氧化铝、磷系阻燃剂、氮系阻燃剂、碳酸盐、二氧化硅中的至少一种。
8.进一步,在所述浆料中,所述树脂的质量百分比为5%~95%,剩余为填料,总计100%。
9.进一步,玻纤薄毡浸渍浆料量为50%~1500%。
10.进一步,所述夹心材料为泡沫芯或蜂窝芯。
11.进一步,所述泡沫芯为pet泡沫芯、pvc泡沫芯、pmi泡沫芯、聚苯乙烯泡沫芯中的至少一种。
12.本发明还提供了一种轨道车辆防火装饰功能板的制备方法,方法的步骤中含有:依次堆叠平衡层、芯层、装饰层、耐磨层,将堆叠好的坯料压制成型,制得防火装饰板;将防火装饰板和夹心材料复合制得轨道车辆防火装饰功能板。
13.进一步,所述压制成型中,压制时间2~600s,压制温度为20~180℃;和/或在复合中,复合温度50~180℃,复合时间2~300min,复合压力1~10mpa。
14.采用了上述技术方案后,与传统轨道车辆装饰材料如pvc贴膜或抗倍特板相比,本发明具有防火性能优异,绿色环保,力学性能好,安全性高,功能性强,加工性能好,替代性广,易保养,纹理丰富,且具有长期防霉抗菌特效等特点,其突出特点如下:1、防火等级更高,pvc贴膜及抗倍特防火最高仅能达到gb 8624 b级(可燃级),本发明产品可达到gb 8624最高等级a级,同时本发明产品防火可达到en 45545-2 r1 hl3最高等级;
2、环保性能更好,pvc贴膜使用背胶施工,抗倍特材料本身使用脲醛树脂两者环保性差,本发明选用环保型热固性树脂,从源头解决环保问题,产品甲醛释放量<0.05mg/m3(气候箱法);3、力学性能升级,pvc力学性能差,抗倍特使用牛皮纸层压,力学性能低,本发明由玻璃纤维增强体(即玻纤薄毡)和热固性树脂基体组成,产品抗冲击性能好,力学性能大幅度提升。
15.另外,本发明的轨道车辆防火装饰功能板还具有其他性能,具体如下:耐磨性: 5000转;防霉性: 0级;抗菌性: 抗金黄色葡萄球菌、大肠杆菌;甲醛释放量: 未测出;耐污染性:和下列物质接触24h后,用中性洗涤剂或酒精擦拭后观察表面情况:醋、咖啡、酱油、番茄酱、柠檬汁、葡萄酒、可乐、红茶、酸乳、锡水(1%)、苏打、福尔马林、牛奶、酒精(50%)、家用阿摩尼亚、盐水(1%),无明显变化;耐涂鸦性:水性签字笔、蜡笔可用酒精洗去;耐溶剂性:在样品表面滴石油醚、酒精、乙酸、甲酚、氨水(10%)、盐酸(10%),在培养皿中6h后,水冲洗,然后室温放置24h后,表面无明显变化。
附图说明
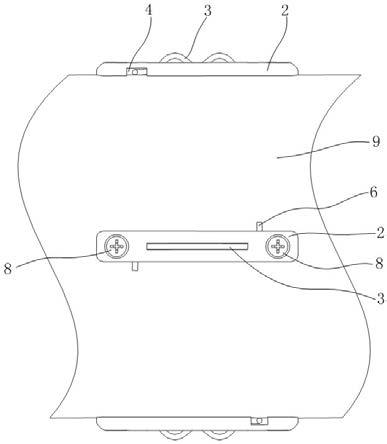
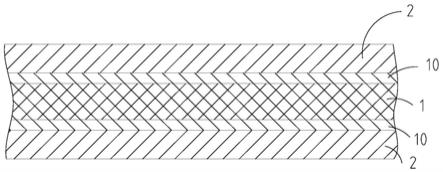
16.图1为本发明的轨道车辆防火装饰功能板的结构示意图;图2为本发明的防火装饰板的结构示意图。
具体实施方式
17.本发明提供了一种轨道车辆防火装饰功能板及其制备方法,本领域技术人员可以借鉴本文内容,适当改进工艺参数实现。特别需要指出的是,所有类似的替换和改动对本领域技术人员来说是显而易见的,它们都属于本发明保护的范围。本发明的方法及应用已经通过较佳实施例进行了描述,相关人员明显能在不脱离本发明内容、精神和范围内对本文的方法和应用进行改动或适当变更与组合,来实现和应用本发明技术。
18.本发明提供了一种轨道车辆防火装饰功能板,它包括夹心材料1和复合在夹心材料1上的防火装饰板2,具体结构如图1所示,防火装饰板2由内至外依次包括平衡层21、芯层22、装饰层23和耐磨层24,防火装饰板2的具体结构如图2所示;其中,芯层22中含有玻纤薄毡与浆料,浆料由树脂和填料组成。
19.优先地,平衡层21和/或装饰层23为三聚氰胺浸渍纸。在本发明中,平衡层21和装饰层23可以各自单独由三聚氰胺浸渍纸制成,当然也可以都由三聚氰胺浸渍纸制成。
20.优先地,树脂为热熔胶、酚醛树脂、环氧树脂、聚氨酯、不饱和聚酯树脂、丙烯酸树脂、三聚氰胺树脂、脲醛树脂中的至少一种。
21.优先地,填料为氢氧化铝、磷系阻燃剂、氮系阻燃剂、碳酸盐、二氧化硅中的至少一种。
22.优先地,在浆料中,树脂的质量百分比为5%~95%,剩余为填料,总计100%。
23.优先地,玻纤薄毡浸渍浆料量为50%~1500%。其中,浆料浸渍量计算公式为:浆料浸渍量=(浸渍浆料后玻纤薄毡质量-浸渍浆料前玻纤薄毡质量)/浸渍浆料前玻纤薄毡质量*100%。
24.优先地,夹心材料1可以为泡沫芯或蜂窝芯。
25.优先地,泡沫芯可以为pet泡沫芯、pvc泡沫芯、pmi泡沫芯、聚苯乙烯泡沫芯中的至少一种。
26.本发明还提供了一种轨道车辆防火装饰功能板的制备方法,方法的步骤中含有:依次堆叠平衡层21、芯层22、装饰层23、耐磨层24,将堆叠好的坯料压制成型,制得防火装饰板2;将防火装饰板2和夹心材料1通过胶膜或胶粘剂复合制得轨道车辆防火装饰功能板。
27.进一步,压制成型中,压制时间2~600s,压制温度为20~180℃;和/或在复合中,复合温度50~180℃,复合时间2~300min,复合压力1~10mpa。
28.在本发明中, 防火装饰板2起到防火、装饰、耐污染、耐涂鸦、耐溶剂的作用;夹心材料1起到提升产品刚度的作用;防火装饰板2和夹心材料1通过胶膜或胶粘剂进行复合,将防火装饰板1与夹心材料1复合成一体,胶膜或胶粘剂起粘接作用。
29.本发明将玻璃纤维和树脂的特性有机结合起来,具有防火性能优异,绿色环保,力学性能好,安全性高,功能性强,加工性能好,替代性广,易保养,纹理丰富,且具有长期防霉抗菌特效等特点,代替传统pvc贴膜或抗倍特板,用于轨道车辆内装产品如平顶板、间壁、中顶板等部件。
30.为了使本发明的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本发明作进一步详细的说明。
31.实施例一本实施例提供的一种轨道车辆防火装饰功能板,它用作轨道车辆防火装饰功能板间壁,具体制备方法如下:玻璃纤维薄毡(玻纤薄毡)浸渍酚醛树脂浆料含量,浸渍率为800%,得到芯层22,然后依次堆叠平衡层21、芯层22、装饰层23、耐磨层24;将堆叠好的坯料放入压机压制成型,压制时间30min,压制温度为130℃,得到防火装饰板2;将防火装饰板2、胶膜10、铝蜂窝、胶膜10、防火装饰板2叠合后,130℃、5mpa条件下热压30min,得到轨道车辆防火装饰功能板间壁。
32.在本实施例中,浆料中的填料选择氢氧化铝,酚醛树脂和填料的质量配比为1:4;本实施例得到的产品性能检测如下:产品防火:en 45545-2 r1 hl3,甲醛释放:<0.05mg/m3,耐磨性5000转,防霉性0级,抗菌性:抗金黄色葡萄球菌、大肠杆菌。
33.耐污染性:和下列物质接触24h后,用中性洗涤剂或酒精擦拭后观察表面情况:醋、咖啡、酱油、番茄酱、柠檬汁、葡萄酒、可乐、红茶、酸乳、锡水(1%)、苏打、福尔马林、牛奶、酒精(50%)、家用阿摩尼亚、盐水(1%),无明显变化;耐涂鸦性:水性签字笔、蜡笔可用酒精洗去;
耐溶剂性:在样品表面滴石油醚、酒精、乙酸、甲酚、氨水(10%)、盐酸(10%),在培养皿中6h后,水冲洗,然后室温放置24h后,表面无明显变化。
34.实施例二本实施例提供的一种轨道车辆防火装饰功能板,它用作轨道车辆防火装饰功能板顶板,具体制备方法如下:玻璃纤维薄毡浸渍酚醛树脂浆料含量,浸渍率为1200%得到芯层22,然后依次堆叠平衡层21、芯层22、装饰层23、耐磨层24;将堆叠好的坯料放入压机压制成型,压制时间30min,压制温度为135℃,得到防火装饰板2。
35.将防火装饰板2、胶膜10、芳纶蜂窝、胶膜10、防火装饰板2叠合后,140℃、5mpa条件下热压20min,得到轨道车辆防火装饰功能板顶板。
36.在本实施例中,浆料中的填料选择次磷酸铝,酚醛树脂和填料的质量配比为1:5;本实施例得到的产品性能检测如下:产品防火:en 45545-2 r1 hl3,甲醛释放:<0.05mg/m3,耐磨性5000转,防霉性0级,抗菌性:抗金黄色葡萄球菌、大肠杆菌。
37.耐污染性:和下列物质接触24h后,用中性洗涤剂或酒精擦拭后观察表面情况:醋、咖啡、酱油、番茄酱、柠檬汁、葡萄酒、可乐、红茶、酸乳、锡水(1%)、苏打、福尔马林、牛奶、酒精(50%)、家用阿摩尼亚、盐水(1%),无明显变化;耐涂鸦性:水性签字笔、蜡笔可用酒精洗去;耐溶剂性:在样品表面滴石油醚、酒精、乙酸、甲酚、氨水(10%)、盐酸(10%),在培养皿中6h后,水冲洗,然后室温放置24h后,表面无明显变化。
38.实施例三本实施例提供的一种轨道车辆防火装饰功能板,它用作轨道车辆防火装饰功能板顶板,具体制备方法如下:玻璃纤维薄毡浸渍酚醛树脂浆料含量,浸渍率为1500%得到芯层22,然后依次堆叠平衡层21、芯层22、装饰层23、耐磨层24;将堆叠好的坯料放入压机压制成型,压制时间30min,压制温度为140℃得到防火装饰板2。
39.将防火装饰板2、胶膜10、pet泡沫芯、胶膜10、防火装饰板2叠合后,140℃、5mpa条件下热压20min,得到轨道车辆防火装饰功能板顶板。
40.在本实施例中,浆料中的填料选择聚磷酸铵,酚醛树脂和填料的质量配比为1:6;本实施例得到的产品性能检测如下: 产品防火:en 45545-2 r1 hl3,甲醛释放:<0.05mg/m3,耐磨性5000转,防霉性0级,抗菌性:抗金黄色葡萄球菌、大肠杆菌;耐污染性:和下列物质接触24h后,用中性洗涤剂或酒精擦拭后观察表面情况:醋、咖啡、酱油、番茄酱、柠檬汁、葡萄酒、可乐、红茶、酸乳、锡水(1%)、苏打、福尔马林、牛奶、酒精(50%)、家用阿摩尼亚、盐水(1%),无明显变化;耐涂鸦性:水性签字笔、蜡笔可用酒精洗去;耐溶剂性:在样品表面滴石油醚、酒精、乙酸、甲酚、氨水(10%)、盐酸(10%),在培养皿中6h后,水冲洗,然后室温放置24h后,表面无明显变化。
41.以上所述的具体实施例,对本发明解决的技术问题、技术方案和有益效果进行了
进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。