1.本发明属于吸管技术领域,具体涉及一种生物可降解增韧耐高温复合吸管。
背景技术:
2.目前,一次性pp材质吸管的应用较为普遍,pp吸管丢弃后在自然环境中几乎不可降解,丢弃后对环境带来不可估量的破坏。随着环境污染的重视程度不断增加,生物可降解的吸管便应用而生,主要为纸吸管和聚乳酸(pla)吸管,其中,常规pla冷饮吸管不耐高温,高温下容易变软,失去使用功能;同时低温时也容易脆裂,限制pla吸管更广范围的应用。
3.pla以发酵玉米、木薯等淀粉发酵制得乳酸后,乳酸合成制得pla材料,因具有无毒、易加工成型、强度高等优点,是近十几年来开发研究最活跃、发展最快的生物降解塑料,尤其pla可降解吸管的应用得到较快发展,然而纯pla的玻璃化温度较低,结晶度不高,在60℃左右软化,失去使用功能,限制了聚乳酸在高温下的应用;同时,pla制品性能偏脆,容易脆裂,同样不利于降解吸管的推广应用。
4.因此,通过以下方面来提升pla材料的增韧耐高温性能。
5.在pla提升耐热性能方面,可以通过添加成核剂、进行退火处理等方式来加快pla的结晶,提升结晶度,从而提升pla的耐热性能。耐热改性研究主要有以下几个方面:1)添加无机或生物基成核剂,如滑石粉、蒙脱土、碳酸钙等;2) 通过制备sc-pla,即左旋聚乳酸(plla)与右旋聚乳酸(pdla)按一定比例进行共混;3)添加天然植物纤维,如剑麻、亚麻、竹纤维等共混改性;4)对制品进行退火热处理。
6.在pla增韧改性方面,聚己二酸/对苯二甲酸丁二醇酯(pbat)、聚己内酯 (pcl)、聚丁二酸丁二醇酯(pbs)作为一种全生物降解型脂肪族聚酯,具有良好的柔韧性、髙的耐冲击性和可加工性,因此,pbat、pcl、pbs等材料常被用来对pla材料进行增韧改性。
技术实现要素:
7.针对以上不足,本发明所要解决的技术问题是提供一种生物可降解增韧耐高温复合吸管,克服了常规pla吸管在高温下变软失效的问题,同时解决了pla 吸管在常温或低温下吸管易脆裂的缺陷,具有良好的增韧耐高温性能。
8.为解决以上技术问题,本发明采用的技术方案是,
9.一种生物可降解增韧耐高温复合吸管,包括相互复合的内里层、中间层和外套层,内里层为改性聚乳酸材料,中间层为改性后的韧性粘结材料,外套层为透明聚乳酸材料。
10.进一步的,改性聚乳酸材料包括plla 100份,pdla 0-20份,植物纤维0-50 份,马来酸酐接枝plla 0-20份,滑石粉0-40份,成核剂0-1份,增韧剂2-30 份,润滑剂0.5-4份。
11.进一步的,植物纤维包括竹纤维、亚麻纤维、苎麻纤维、黄麻纤维、秸秆纤维等的一种或几种组合。
12.进一步的,增韧剂为pbat、pbs、pcl中的一种或两种组合。
13.进一步的,韧性粘结材料包括增韧剂100份,相容剂5-30份,色母0.2-1份。
14.进一步的,相容剂采用马来酸酐接枝pbat、马来酸酐接枝pbs、马来酸酐接枝pcl、含有多个环氧官能团的共聚物或者pbs、pcl和pla的共聚物中一种或几种。
15.进一步的,透明聚乳酸材料包括plla 100份,pdla 0-20份,润滑剂0.5-2 份。
16.进一步的,内里层的厚度比例为50%-80%,中间层的厚度比例为10%-45%,外套层3的厚度为5%-15%。
17.本发明的有益效果是,克服了常规pla吸管在高温下变软失效的问题,同时解决了pla吸管在常温或低温下吸管易脆裂的缺陷,具有良好的增韧耐高温性能。
附图说明
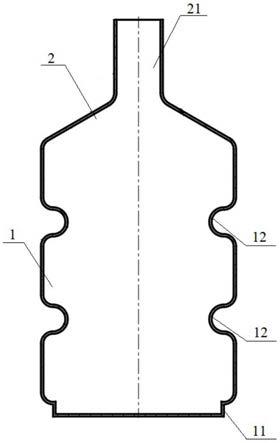
18.图1是本发明的结构示意图。
19.附图标记:内里层1,中间层2,外套层3。
具体实施方式
20.下面结合附图对本发明进行进一步描述。
21.一种生物可降解增韧耐高温复合吸管,包括相互复合的内里层1、中间层2 和外套层3,内里层1为改性聚乳酸材料,中间层2为改性后的韧性粘结材料,外套层3为透明聚乳酸材料,克服了常规pla吸管在高温下变软失效的问题,同时解决了pla吸管在常温或低温下吸管易脆裂的缺陷,具有良好的增韧耐高温性能。
22.改性聚乳酸材料包括plla 100份,pdla 0-20份,植物纤维0-50份,马来酸酐接枝plla 0-20份,滑石粉0-40份,成核剂0-1份,增韧剂0-30份,润滑剂 0.5-4份;植物纤维包括竹纤维、亚麻纤维、苎麻纤维、黄麻纤维、秸秆纤维等的一种或几种组合;增韧剂为pbat、pbs、pcl中的一种或两种组合。
23.韧性粘结材料包括增韧剂100份,相容剂5-30份,颜料0.2-1份;增韧剂为 pbat、pbs、pcl中的一种或两种组合;相容剂采用马来酸酐接枝pbat、马来酸酐接枝pbs、马来酸酐接枝pcl、含有多个环氧官能团的共聚物或者pbs、pcl 和pla的共聚物中一种或几种;颜色采用的是色母,使吸管设计成不同颜色,颜料在中间层对管材没有污染,安全健康不析出,避免液体和人体接触颜料。
24.透明聚乳酸材料包括plla 100份,pdla 0-20份,润滑剂0.2-2份。
25.内层、中间层、外层按各自配方比例将原料倒入混合机中,混合均匀,用双螺杆造粒机造粒。内层造粒料通过主机单螺杆挤出机挤出成为内层,中间层、外层造粒料分别倒入另外两台共挤出机中,通过单螺杆挤出机挤出吸管成为中间层、外层,与内层在三层共挤模具中复合为增韧耐高温复合吸管,三台挤出机加工温度控制在140~190℃。然后再将吸管成品放入烘箱内进行退火处理,烘箱温度设置80~110℃,加热处理时间20~50min;最后将吸管转入干燥环境中冷却打包储存。
26.内里层1的厚度比例为50%-80%,中间层2的厚度比例为10%-45%,外套层 3的厚度为5%-15%。
27.实施例一
28.内层厚度比例为70%;中间层厚度比例为20%;外层厚度比例为10%;
29.内层配方比例:
30.plla 100份,竹纤维30份,马来酸酐接枝plla 5份,滑石粉5份,pbat 20 份,润滑剂1.2份。
31.中间层配方比例:
32.pbat 100份,马来酸酐接枝pbat 20份,润滑剂0.2份,色母0.5份。
33.外层配方比例:
34.plla 100份,pdla 10份,润滑剂0.2份。
35.上述实施例的生产方法为:内层、中间层、外层按各自配方比例将原料倒入混合机中,混合均匀,用双螺杆造粒机造粒。内层造粒料通过主机单螺杆挤出机挤出成为内层,中间层、外层造粒料分别倒入共挤出机中的辅机,通过单螺杆挤出机挤出吸管成为中间层、外层,与内层在三层共挤模具内复合为增韧耐高温吸管,挤出机加工温度控制在140~190℃。然后将吸管放入烘箱内进行退火处理,烘箱温度设100℃,加热处理时间30min;最后将吸管转入干燥环境中冷却打包储存。
36.实施例二
37.内层厚度比例为60%;中间层厚度比例为30%;外层厚度比例为10%;
38.内层配方比例:
39.plla100份,pdla 10份,滑石粉30份,pbs 10份,润滑剂0.3份。
40.中间层配方比例:
41.pbs 100份,马来酸酐接枝pbs 10份,润滑剂0.2份,色母0.5份。
42.外层配方比例:
43.plla 100份,润滑剂0.2份。
44.上述实施例的生产方法为:内层、中间层、外层按各自配方比例将原料倒入混合机中,混合均匀,用双螺杆造粒机造粒。内层造粒料通过主机单螺杆挤出机挤出成为内层,中间层、外层造粒料分别倒入共挤出机中的辅机,通过单螺杆挤出机挤出吸管成为中间层、外层,与内层在三层共挤模具内复合为增韧耐高温吸管,加工温度控制在140~190℃。然后将吸管放入烘箱内进行退火处理,烘箱温度设100℃,加热处理时间30min;最后将吸管转入干燥环境中冷却打包储存。
45.实施例三
46.内层厚度比例为60%;中间层厚度比例为30%;外层厚度比例为10%;
47.内层配方比例:
48.plla100份,pdla 10份,滑石粉30份,pbs 10份,润滑剂0.3份。
49.中间层配方比例:
50.pbs 100份,一种含有多个环氧官能团的共聚物0.5份,润滑剂0.2份,色母0.5份。
51.外层配方比例:
52.plla 100份,润滑剂0.2份。
53.上述实施例的生产方法为:内层、中间层、外层按各自配方比例将原料倒入混合机中,混合均匀,用双螺杆造粒机造粒。内层造粒料通过主机单螺杆挤出机挤出成为内层,中间层、外层造粒料分别倒入共挤出机中的辅机,通过单螺杆挤出机挤出吸管成为中间层、外层,与内层在三层共挤模具内复合为增韧耐高温吸管,加工温度控制在140~190℃。然后将吸管放入烘箱内进行退火处理,烘箱温度设100℃,加热处理时间30min;最后将吸管转入干
燥环境中冷却打包储存。
54.实施例四
55.内层厚度比例为60%;中间层厚度比例为30%;外层厚度比例为10%;
56.内层配方比例:
57.plla100份,pdla 10份,滑石粉30份,pcl 10份,润滑剂0.3份。
58.中间层配方比例:
59.pcl 100份,马来酸酐接枝pcl 10份,润滑剂0.2份,色母0.5份。
60.外层配方比例:
61.plla 100份,润滑剂0.2份。
62.上述实施例的生产方法为:内层、中间层、外层按各自配方比例将原料倒入混合机中,混合均匀,用双螺杆造粒机造粒。内层造粒料通过主机单螺杆挤出机挤出成为内层,中间层、外层各比例原料经混合后分别倒入共挤出机中的辅机通过单螺杆挤出机挤出吸管成为中间层、外层,与内层复合为增韧耐高温吸管,加工温度控制在140~190℃。然后将吸管放入烘箱内进行退火处理,烘箱温度设 100℃,加热处理时间30min;最后将吸管转入干燥环境中冷却打包储存。
63.实施例五
64.内层厚度比例为60%;中间层厚度比例为30%;外层厚度比例为10%;
65.内层配方比例:
66.plla100份,pdla 10份,滑石粉30份,pbat 10份,润滑剂0.5份。
67.中间层配方比例:
68.pbat 100份,pbat和pla的共聚物5份,润滑剂0.2份,色母0.5份。
69.外层配方比例:
70.plla 100份,润滑剂0.2份。
71.上述实施例的生产方法为:内层、中间层、外层按各自配方比例将原料倒入混合机中,混合均匀,用双螺杆造粒机造粒。内层造粒料通过主机单螺杆挤出机挤出成为内层,中间层、外层各比例原料经混合后分别倒入共挤出机中的辅机通过单螺杆挤出机挤出吸管成为中间层、外层,与内层复合为增韧耐高温吸管,加工温度控制在140~190℃。然后将吸管放入烘箱内进行退火处理,烘箱温度设 100℃,加热处理时间30min;最后将吸管转入干燥环境中冷却打包储存。
72.实施例对比验证测试结果如下表:
[0073][0074]
从上述实验结果可以看出,本发明的实施例的产品性能优于市售聚乳酸冷饮吸
管,尤其在耐低温性能和耐高温性能方面,性能优异。
[0075]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现;因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
[0076]
尽管本文较多地使用了图中附图标记对应的术语,但并不排除使用其它术语的可能性;使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。