1.本发明涉及一种物流货物的传送分拣的技术,具体涉及一种实现对于物流货物进行摆起放置,以方便后期用于物流发货和身份确认的系统。
背景技术:
2.在现代化的工业企业生产中,会生产加工出各种各样的工件结构,在传统的销售模式中,则需要把这些工件生产出来之后进行存储,然后根据客户的需要而进行批发销售。这样的周期较长,一定程度上对于企业的资金周转造成了影响。
3.另外,伴随着网络经济和物流经济的崛起,通过电子商务的方式把企业生产出的工件结构进行快速的售出则具有非常好的发展前景。很多的工业产品可以直接地通过网络销售的方式而发送给终端客户,这样就极大地减少了流通成本,并且很好地降低了仓库存储费用。
4.而在现有的工件生产加工过程中,没有能够及时地把生产出的工件进行快速地包裹装载的过程,即当出现大批量的订单的时候,这个时候需要把工件分装到不同的包裹中,每一个包裹内则对于货物的类型要求例如数量和品种也不一致,因此就需要耗费较大的人力成本而完成这些工件的传送、分拣和加入到包裹内的过程,这样就耗费了较多的人力成本,无法进一步提升工业生产的效率。
技术实现要素:
5.为解决上述技术中存在的问题,本发明提供一种根据终端客户的包裹信息而进行包裹快速分拣工件加入的装置。
6.本发明提供的一种物流货物传送分拣的系统,包括依次连接设置的初始传送带、分隔传送带、推送结构和物流包裹承载结构,所述初始传送带上存放有待分拣的工件,所述初始传送带把待分拣的工件转移至所述分隔传送带上的工件容纳部内,所述分隔传送带上具有分隔板,两个分隔板形成工件容纳部,所述工件容纳部内设置有可滑动的推送结构,所述物流包裹承载结构包括承载工位,承载工位上则具有物流包裹,所述推送结构则把工件推送至两侧位置的物流包裹内。
7.上述方案的有益效果为:把加工形成的工件一个个地加入到初始传送带上,并且间隔地进行放置,然后初始传送带运输之后则把工件一个个地加入到下游一侧的分隔传送带内的工件容纳部内,然后工件容纳部内的推送结构可以沿着工件容纳部进行移动,这样就可以选择性地把工件加入到两侧位置的物流包裹内。物流包裹是根据终端用户的下单的信息而定制的,例如需要5个数量的工件,这个时候把物流包裹放置在特定的承载工位,然后把信息传送给控制器,控制器则控制把工件在分隔传送带上运输的时候通过推送结构的推送而先后地把5个需要的工件加载到特定位置的物料包裹内。由此,就实现了快速地根据终端用户的下单信息而通过选择性地把工件推送加入到两侧位置的包裹中的目的,这样就实现了快速分拣以及后续快速包裹实现寄送的目的。
8.本发明提供的一种物流货物传送分拣的系统,其包括入料通道、固定圆盘、旋转盘、支撑轴和送出管道;
9.入料通道用于工件的送入,所述工件为u型槽体结构,u型槽体结构的工件具有底板和两侧的侧板;
10.固定圆盘具有送入缺口和送出缺口;
11.旋转盘可转动地设置在所述固定圆盘内,所述旋转盘设置在所述入料通道的下游一侧,所述旋转盘具有多个缺口部,所述缺口部内具有相对设置的第一侧壁和第二侧壁,所述第二侧壁上具有凸起块,并且所述旋转盘在直径的延伸方向上具有;
12.支撑轴设置在所述旋转盘的中心位置,所述旋转盘围绕所述支撑轴可进行转动,所述支撑轴上具有导向槽孔,所述旋转盘在直径的延伸方向上具有第一缺口部和第二缺口部;
13.送出管道设置在所述送出缺口的一侧,所述送出管道上具有激光刻印件,所述激光刻印件用于对于在所述送出管道内经过的工件进行信息刻印。
14.上述方案的有益效果为:对于这种结构的工件而言,需要完成信息刻印,这个时候就需要把工件进行放置位置的调整,即把朝向位置不同的工件进行调整。并且通过这种结构的设置,也可以方便把工件一个个地下放到下侧的初始传送带上,这样就省去了人工的进行把工件一个个地间隔放置在初始传送带上的过程。
15.一个优选的方案是,所述送出管道内设置有分离组件,所述分离组件包括推送气缸、安装板和分离件,所述推送气缸设置在所述安装板上,所述推送气缸的伸缩杆与所述分离件连接;
16.所述分离件具有主体杆,所述主体杆的外端具有下阻挡板和上阻挡板,所述下阻挡板相比于所述上阻挡板更靠近所述推送气缸,所述下阻挡板为平板结构,所述上阻挡板为斜面结构,所述上阻挡板和下阻挡板的距离与所述工件的高度相同。
17.上述方案的有益效果为:通过分离组件的设置,其可以把通道内的工件一个个地逐个进行下移,这样就更好地实现了对于特定位置的工件进行信息刻印的目的,并且把工件可以按照时间的需要而一个个地下放到通道下方的初始传送带上,这样就可以保证初始传送带在下游一侧一个个地进入到间隔容纳部内。
18.本发明提供的物流货物传送分拣的系统的工作方法,其包括下面的步骤,把待处理的工件放置到所述入料通道内,工件沿着所述入料通道进行移动,并且从所述送入缺口的位置进入到所述旋转盘内,当所述旋转盘的缺口部旋转至与所述固定圆盘对合的时候,则所述固定圆盘的送入缺口内的工件则在重力作用下自动进入到所述旋转盘内的所述缺口部内;
19.这个时候进入到所述缺口部内的工件呈两种状态中的一种进行放置,第一种状态为底板靠近所述凸起块,第二种状态为底板远离所述凸起块;
20.在第一种状态的时候,当旋转盘继续进行转动的时候,在所述底板抵靠在所述凸起结构上,当所述缺口部与所述导向槽孔对合的时候,则所述缺口部内的这种处于第一种状态的工件在重力作用下沿着所述导向槽孔进行运动而进入到所述导向槽孔内,然后继续向下运动,从而从第二缺口部内排出而进入到所述送出缺口的位置,随即进入到所述送出管道内;
21.在第二中状态的时候,当旋转盘继续进行转动的时候,由于重力原因,工件向所述凸起块方向移动,进而使得所述工件的槽口会卡合在所述凸起块上,随着旋转盘继续的转动作用,当所述旋转盘的缺口部转动至所述送出缺口相对的位置的时候,则所述工件自动地从所述送出缺口滑出而进入到所述送出管道内。
22.本发明提供的物流货物传送分拣的系统的工作方法,其包括下面的步骤,所述推送气缸带动所述分离件进行移动,进而使得所述分离件在所述送出管道内进行位置移动,进而起到对于内部运输的所述工件的逐个下方,所述推送气缸在带动所述分离件进行水平移动的时候,则主要分为两个状态,在第一种状态的时候所述上阻挡板起到阻挡作用,第二种状态的时候则所述下阻挡板起到阻挡作用;
23.具体地,在第一种状态的时候,上阻挡板对于末端位置的工件进行阻挡以防止其下移,这个时候激光刻印件对于此末端位置的工件进行信息刻印;完成刻印之后,则分离件向远离气缸的方向移动,进而使得所述上阻挡板与末端位置的工件分离,并且同时带动下阻挡板移动至承载部位,这个时候末端位置的工件则正好掉落到下方的下阻挡板上,然后所述气缸再带动分离件反向回撤运动,这个时候的所述上阻挡板返回至承载工位而承接次末端位置的工件,而下阻挡板则从承载工位移走,这个时候末端位置的工件自动掉落。
附图说明
24.图1是本发明的一种物流货物传送分拣的系统的结构示意图;
25.图2是本发明的一种物流货物传送分拣的系统局部的结构示意图;
26.图3是本发明的一种物流货物传送分拣的系统工件的结构示意图;
27.图4是本发明的一种物流货物传送分拣的系统局部的结构示意图;
28.图5是本发明的一种物流货物传送分拣的系统局部的结构示意图;
29.图6是本发明的一种物流货物传送分拣的系统送出管道内的分离组件的结构示意图;
30.图7是本发明的一种物流货物传送分拣的系统分离组件中推出气缸的结构示意图;
31.图8是图6中a区的放大结构示意图。
32.图9是本发明的一种物流货物传送分拣的系统分离组件局部的结构示意图;
33.图10是本发明的一种物流货物传送分拣的系统分离组件局部的结构示意图;
34.图11是本发明的一种物流货物传送分拣的系统分离组件局部的结构示意图;
35.图12是本发明的一种物流货物传送分拣的系统旋转盘的结构示意图;
36.图13是本发明的一种物流货物传送分拣的系统旋转盘的结构示意图;
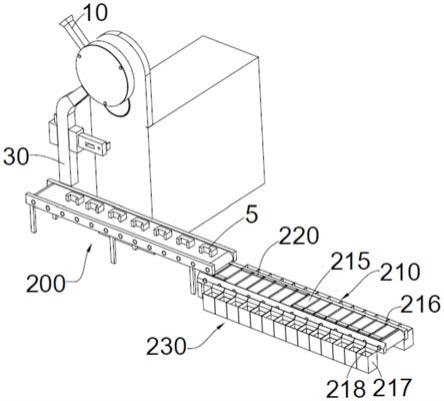
37.图14是本发明的一种物流货物传送分拣的系统旋转盘的结构示意图。
具体实施方式
38.第一实施例:
39.如图1所示,本发明提供的一种物流货物传送分拣的系统,包括依次连接设置的初始传送带200、分隔传送带210、推送结构220和物流包裹承载结构230,所述初始传送带200上存放有待分拣的工件5,所述初始传送带200把待分拣的工件5转移至所述分隔传送带210
上的工件容纳部215内,所述分隔传送带210上具有分隔板216,两个分隔板216形成工件容纳部215,所述工件容纳部215内设置有可滑动的推送结构220,所述物流包裹承载结构230包括承载工位217,承载工位上则具有物流包裹218,所述推送结构220则把工件5推送至两侧位置的物流包裹218内。
40.把加工形成的工件间隔性地摆放到初始传送带200上,然后初始传送带200持续转动并且在下游一侧把工件正好掉落到工件容纳部215内,分隔传送带210处于持续转动的状态,因此可以通过不同位置的工件容纳部215承接掉落的工件,然后移动至特定的位置的时候,即移动至物流包裹承载结构230的时候,则通过工件容纳部215内的推送结构220的宽度方向的移动而把工件推送至两侧位置的物流包裹218内,从而完成装载。
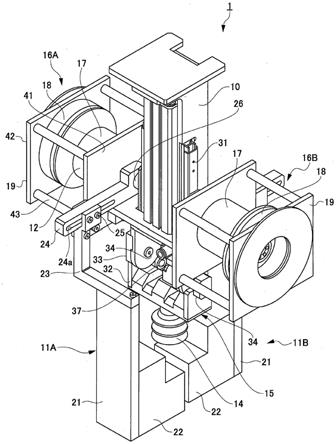
41.第二实施例:
42.优选地,如图3所示为现有的一种工件结构,这种工件结构为u型槽体结构,u型槽体结构的工件具有底板和两侧的侧板。这种结构在工业中具有大量的应用,例如可以应用到建筑工程领域或者机械设备的连接件上。
43.在企业生产这种工件的时候,需要批量化地进行生产加工,而批量化地完成这些工件的加工之后,则在后期的工序中需要进行身份添加,即把每一个的这种工件都需要刻印上文字信息或者数字信息,并且每一个工件的信息是不同的,这样就达到了对于工件的身份信息刻印和后期识别的目的。通过这种身份信息的添加过程,就非常方便后期把工件进行物流包装、运输或者使用的过中,进行全程的位置和信息跟踪,并且当出现问题的时候,可以根据信息而快速地回溯到生产加工的环节,以确定是哪一个批次在生产过程中形成的产品。
44.然而,在对于这种工件进行信息刻印的时候,需要保持在固定的位置进行信息刻印,以保持统一性,然而,对于这些工件而言,其数量众多,并且其摆放的位置和方向均不相同,因此把这些工件进行顺齐排列,并且依次进行激光刻印,则势必消耗较多人力工作,自动化和机械化程度低,因此就有必要对于这种工件在刻印信息之前进行规整。
45.如图2至图5所示,本发明提供的一种物流货物传送分拣的系统,其包括入料通道10、固定圆盘11、旋转盘20、支撑轴25和送出管道30;
46.入料通道10用于工件的送入,所述工件为u型槽体结构5,u型槽体结构5的工件具有底板13和两侧的侧板14;
47.固定圆盘11具有送入缺口15和送出缺口16;
48.旋转盘20可转动地设置在所述固定圆盘11内,所述旋转盘20设置在所述入料通道10的下游一侧,所述旋转盘20具有多个缺口部21,所述缺口部21内具有相对设置的第一侧壁22和第二侧壁23,所述第二侧壁23上具有凸起块24,并且所述旋转盘20在直径的延伸方向上具有;
49.支撑轴25设置在所述旋转盘20的中心位置,所述旋转盘20围绕所述支撑轴25可进行转动,所述支撑轴25上具有导向槽孔26,所述旋转盘26在直径的延伸方向上具有第一缺口部27和第二缺口部28;
50.送出管道30设置在所述送出缺口16的一侧,所述送出管道30上具有激光刻印件31,所述激光刻印件31用于对于在所述送出管道30内经过的工件进行信息刻印。
51.本发明提供的物流货物传送分拣的系统的工作方法,其包括下面的步骤,把待处
理的工件放置到所述入料通道10内,工件沿着所述入料通道10进行移动,并且从所述送入缺口15的位置进入到所述旋转盘20内,当所述旋转盘20的缺口部21旋转至与所述固定圆盘11对合的时候,则所述固定圆盘11的送入缺口15内的工件则在重力作用下自动进入到所述旋转盘20内的所述缺口部21内;
52.这个时候进入到所述缺口部21内的工件呈两种状态中的任意一种进行放置,第一种状态为底板13靠近所述凸起块24,即图4所示的状态;第二种状态为底板13远离所述凸起块24;
53.在第一种状态的时候,当旋转盘20继续进行转动的时候,在所述底板13抵靠在所述凸起结构24上,图12和图13中的工件5的底板13则靠近在凸起结构24上,当所述缺口部21与所述导向槽孔26对合的时候,则所述缺口部21内的这种处于第一种状态的工件在重力作用下沿着所述导向槽孔26进行运动而进入到所述导向槽孔26内,然后继续向下运动,从而从第二缺口部28内排出而进入到所述送出缺口16的位置,随即进入到所述送出管道30内;
54.在第二中状态的时候,当旋转盘20继续进行转动的时候,由于重力原因,图14中右侧的工件5的状态,工件5向所述凸起块24方向移动,进而使得所述工件5的槽口6会卡合在所述凸起块24上,随着旋转盘20继续的转动作用,当所述旋转盘20的缺口部21转动至所述送出缺口16相对的位置的时候,则所述工件5依靠重力自动地从所述送出缺口16滑出而进入到所述送出管道30内。由此就实现了自动地把工件的摆放方向进行调整规整的目的。
55.第二实施例:
56.如图6至图14所示,所述送出管道30内设置有分离组件40,所述分离组件40包括推送气缸41、安装板42和分离件43,所述推送气缸41设置在所述安装板42上,所述推送气缸41的伸缩杆与所述分离件43连接;
57.所述分离件43具有主体杆44,所述主体杆44的外端具有下阻挡板45和上阻挡板46,所述下阻挡板45相比于所述上阻挡板46更靠近所述推送气缸41,所述下阻挡板45为平板结构,所述上阻挡板46具有斜面结构150和主体平板部,所述上阻挡板46和下阻挡板45的距离与所述工件5的高度相同。
58.本发明提供的物流货物传送分拣的系统的工作方法,其包括下面的步骤,所述推送气缸41带动所述分离件43进行移动,进而使得所述分离件43在所述送出管道30内进行位置移动,进而起到对于内部运输的所述工件5的逐个下放,所述推送气缸41在带动所述分离件43进行水平移动的时候,则主要分为两个状态,在第一种状态的时候所述上阻挡板46起到阻挡作用,第二种状态的时候则所述下阻挡板45起到阻挡作用;
59.具体地,图8和10的状态,在第一种状态的时候,上阻挡板46对于末端位置的工件5进行阻挡以防止其下移,这个时候激光刻印件31对于此末端位置的工件5进行信息刻印;完成刻印之后,则分离件43向远离气缸41的方向移动,进而使得所述上阻挡板46与末端位置的工件5分离,并且同时带动下阻挡板45移动至承载部位,这个时候末端位置的工件5则正好掉落到下方的下阻挡板45上,然后所述气缸再带动分离件43反向回撤运动,这个时候的所述上阻挡板46返回至承载工位而承接次末端位置的工件5,即上阻挡板46的斜面结构150与相邻的两个工件5的缝隙位置相对,斜面结构150插入到缝隙结构内而实现把上侧的工件的托起承载作用。下阻挡板45则从承载工位移走,这个时候末端位置的工件5自动掉落。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。