1.本发明涉及窄深空间内或航空发动机测量领域,具体涉及端面间距的测量。
背景技术:
2.空气导管是影响航空发动机气动性能的部件之一,其后端装配于高涡转子后轴内腔,前端通过卡环与高压压气机转子内腔中减涡器配合。空气导管前端相对于减涡器的位置影响着发动机运行时的气动性能,因此在航空发动机装配空气导管时,需要对其装配尺寸进行检测,特别是空气导管前端与转子盘之间的间距,以判断并分析空气导管的装配性能及发动机整体的气动特性。由于空气导管位于航空发动机的窄深内腔中,不易测量,常用的方案是设计专用型号的专用测量工具,但该工具通用性较差,当测量不同型号发动机时空气导管的尺寸出现变动,需要重新设计配置专用测具,制造周期长,影响装配进度,造成资源浪费。
技术实现要素:
3.本发明的一个目的是提供端面间距检测装置,可针对窄深空间内的上端面和下端面之间的距离进行精准测量,且操作便捷。
4.所述端面间距检测装置包括上卡爪,具有第一接触部,用于接触所述上端面;下卡爪,具有第二接触部,用于接触所述下端面;
5.细长导套,连接所述上卡爪,用于从所述窄深空间的入口伸入到所述窄深空间内;细长导杆,连接所述下卡爪,贯穿所述细长导套;
6.光栅尺,包括标尺光栅和读数头,标尺光栅和读数头中的一方设置在所述细长导套上,另一方设置在所述细长导杆上;
7.支座,用于在所述窄深空间的外侧定位;
8.调节内螺纹件,在所述支座上可转动设置但轴向被限位,与设置在所述细长导套的外螺纹连接;以及弹簧,将所述细长导杆支撑在所述细长导套的上端;
9.其中,当所述支座被定位后,所述细长导杆将所述下卡爪移送所述下端面的下方,所述下卡爪由所述弹簧迫使与所述下端面接触,所述细长导套将所述上卡爪移送到所述上端面的下方,通过相对转动所述调节内螺纹件和所述细长导套,可使所述上卡爪与所述上端面接触。
10.所述细长导套的上端连接外螺纹件,所述外螺纹件提供所述外螺纹。
11.所述细长导套上设置有导向槽,所述细长导杆上设置有导向销,所述导向槽和所述导向销滑动配合,以引导所述细长导套和所述细长导杆相对滑动。
12.优选的,在正交的方向上分别设置有滑动配合的所述导向槽和所述导向销。
13.所述细长导杆提供有长形缺口,所述标尺光栅固定在长形缺口中,所述读数头对应所述长形缺口设置,并固定于所述细长导套。
14.上述端面间距检测装置还包括校准块,用于在将该端面间距检测装置伸入到所述
窄深空间前校准所述上卡爪和所述下卡爪的接触部位之间的距离。
15.所述调节内螺纹件的外周侧设置有旋转手柄,所述外螺纹件的外周侧设置有固定手柄。
16.所述细长导杆的上端设置有把手,所述弹簧套在所述细长导杆上,下端抵在所述细长导套的上端,上端抵在所述把手上。
17.所述支座、所述弹簧或者所述上卡爪设置成可替换的部件。
18.本发明的另一个目的是一种空气导管装配尺寸检测工具,以实现不同型号发动机空气导管尺寸装配尺寸的精确测量,采用如上述端面间距检测装置,所述支座构造成适合于固定在空气导管的后端面上,所述上端面为空气导管的前端面,所述下端面为转子盘的前端面。
19.本发明的再一个目的是提供一种空气导管装配尺寸检测方法,用于检测空气导管的前端面和转子盘的前端面的距离,提供第一细长件和上卡爪,该上卡爪具有接触空气导管的前端面的接触部位;
20.提供第二细长件和下卡爪,该下卡爪具有接触转子盘的前端面的接触部位;
21.提供光栅尺,将标尺光栅和读数头中的一方设置在所述第一细长件上,另一方设置在所述第二细长件上;
22.将第一细长件和第二细长件组装成移动副,第一细长件上搭载上卡爪,第二细长件上搭载下卡爪;利用校准块校准所述上卡爪和所述下卡爪的接触部位之间的距离;
23.利用第一细长件将所述上卡爪移送到空气导管的前端面的下方并接触,利用第二细长件将所述下卡爪移送到转子盘的前端面的下方并接触;
24.确定空气导管的前端面和转子盘的前端面的距离为所述校准块校准的距离加上所述读数头获取的距离。
25.本发明通过使用细长导杆和细长导套分别将下卡爪移送所述下端面的下方和上卡爪移送到上卡爪与上端面的下方,通过相对转动调节内螺纹件和细长导套,可使上卡爪与上端面精准接触;
26.细长导杆和细长导套上设有标尺光栅和读数头,可以在转动调节内螺纹件的同时测量出上卡爪的移动距离。通过设计上述端面间距检测装置,简化了测量窄深空间内端面间距的步骤,方便快捷的实现窄深空间内的零件安装尺寸的精准测量。
27.通过将上述端面间距检测装置应用于空气导管装配尺寸检测装置,以及使用上述空气导管装配尺寸检测方法,可极大简化将空气导管装配尺寸的测量步骤;以高精密光栅尺作为量测具主体,增大量测范围的同时也可以提高测量精度和准确度;并且通过将支座、弹簧或者上卡爪设置成可替换的部件,可以适用于不同型号的航空发动机、不同尺寸的空气导管,满足不同场景下的测量要求,提高了检测装置的通用性,并节省了不同台份所需专用工装的设计制造成本,具有较高的经济效益。
附图说明
28.本发明的上述的以及其他的特征、性质和优势将通过下面结合附图和实施例的描述而变得更加明显,其中:
29.图1是端面间距检测装置的示意图。
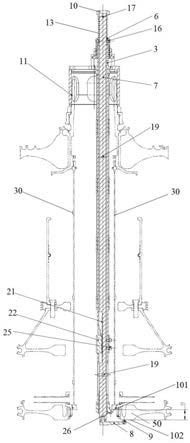
30.图2是端面间距检测装置用于空气导管装配尺寸检测整体示意图。
31.图3是端面间距检测装置底部的示意图。
32.图4是端面间距检测装置底部位于测量状态的示意图。
33.图5是端面间距检测装置顶部结构剖面图。
34.图6是端面间距检测装置顶部结构放大图。
35.图7是调节内螺纹件的放大图。
36.图8是光栅尺安装的一种实施方式的示意图。
37.图9是光栅尺安装的另一种实施方式的放大图。
38.图10是导向槽和导向销滑动配合示意图。
39.图11是校准块示意图。
具体实施方式
40.下面结合具体实施例和附图对本发明作进一步说明,在以下的描述中阐述了更多的细节以便于充分理解本发明,但是本发明显然能够以多种不同于此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下根据实际应用情况作类似推广、演绎,因此不应以此具体实施例的内容限制本发明的保护范围。
41.需要注意的是,这些以及后续其他的附图均仅作为示例,其并非是按照等比例的条件绘制的,并且不应该以此作为对本发明实际要求的保护范围构成限制。
42.如图1和图2所示的端面间距检测装置,壳针对窄深空间内的上端面101和下端面102之间的距离进行测量。
43.同时参照图3和图4,端面间距检测装置包括上卡爪26,具有第一接触部261,用于接触上端面101;下卡爪8具有第二接触部9,用于接触下端面102。细长导套3连接上卡爪26,用于从窄深空间的入口伸入到窄深空间内,在图3中,细长导套3通过l型紧固件20与上卡爪26螺栓连接,在其他的实施方式中,细长导套3也可以直接和上卡爪26螺栓连接,只要起到方便上卡爪26拆卸的目的即可。细长导杆7,连接下卡爪8,贯穿细长导套3,在图3中细长导杆7末端与下卡爪8通过销钉连接,细长导杆7与下卡爪8还有其他多种连接方式,如使用卡块卡槽相互卡合等结构。
44.如图1和图10所示,细长导套3上设置有导向槽301,细长导杆7上设置有导向销19,导向槽301和导向销19滑动配合,以引导细长导杆7在细长导套3中相对滑动。细长导杆7上可设置分布多个导向销19,细长导套3上可设置分布多个导向槽301。导向槽301和导向销19的配合可以限制细长导套3和细长导杆7的运动范围,避免在测量过程中由于调节细长导套3时幅度较大而导致光栅尺出现较大的测量误差,保证一定的测量精度。优选的一种实施方式为在正交的方向上分别设置有滑动配合的导向槽301和导向销19,可以对细长导套3和细长导杆7起到更好的限制或导向作用。
45.支座11用于在窄深空间的外侧定位,对整个装置起到径向固定的作用。由于测量部位位于窄深的内腔中,细长导杆7和细长导套3轴向伸出很长的距离,此时细长导杆7的刚度容易受到影响而使测具主体产生摇晃不稳的现象,通过支座11可以在测量过程中提供一定的径向和轴向支持力,保证细长导杆7和细长导套3的稳定。将端面间距检测装置用作发动机空气导管装配尺寸检测装置时,支座11的底部抵靠在空气导管30的后端面上。如图5所
示,此时支座11底部完全抵靠在空气导管30的后端面,可为细长导杆7和细长导套3提供稳定的支持。当测量的空气导管规格改变时,支座11可以置换为与相应规格空气导管相配合的直径长度,以提供稳定的支持力。
46.端面间距检测装置顶端部位的调节装置包括调节内螺纹件2、外螺纹件5和弹簧13。调节内螺纹件2在支座11上可转动设置但轴向被限位,并与设置在细长导套3的外螺纹连接。一种实施方式如图6所示,细长导套3的顶端连接外螺纹件5,外螺纹件5提供外螺纹,以实现细长导套3与调节内螺纹件2的螺纹配合。细长导套3和外螺纹件5存在多种连接方式,优选的,通过销钉16紧固细长导套3和外螺纹件5,如图5所示。此时外螺纹件5本身不能转动,但可随细长导套3一起轴向移动。外螺纹件5也可以与细长导套3一体设置。将细长导套3与外螺纹件5紧固设置的目的在于在转动调节内螺纹件2与外螺纹件5实现螺纹配合时可实现对细长导套3的轴向调节作用。通过调节内螺纹件2和外螺纹件5螺纹连接以调节细长导套3移动的方式,可以实现细长导套3的适度轴向移动,从而使上卡爪26逐渐移动并最终接触上端面101,避免由于上卡爪26大幅度的移动而导致测量出现误差或零件受到损坏的问题。
47.调节内螺纹件2的具体安装细节如图6和7所示,其通过定位块4间接与支座11连接。定位块4通过螺栓18与支座11固定连接,调节内螺纹件2的底端具有环形凸出部,与定位块4上部内侧的环形凹部相配合,以实现调节内螺纹件2和定位块4的可转动连接,同时定位块4的环形凹部可使调节内螺纹件2在轴向方向上被限位,此时通过转动调节内螺纹件2可实现细长导套3的轴向移动。
48.回到图1和图2,端面间距检测装置顶端部位的调节装置还包括弹簧13,弹簧13将细长导杆7支撑在细长导套3的上端。图5示出了具体细节,细长导杆7的上端设置有把手10,把手10通过销钉17固定在细长导杆7上。弹簧13套在细长导杆7上,弹簧13上端抵靠把手10的下端,下端抵在细长导套3的上端,抵靠在衬套6的上端。衬套6套在细长导杆7上且下端抵靠细长导套3的上端。衬套6可提供一定的支撑作用,同时在测量部位的深度出现改变需要更换弹簧13时避免影响细长导套3的轴向定位,从而实现弹簧13方便快捷的更换。
49.衬套6和把手10对弹簧13的长度进行限定,按压把手10可实现弹簧13的变形,又由于弹簧13下端受衬套6限制,因此细长导杆7可实现轴向移动,进而带动下卡爪8的轴向移动。当测量部位位于较深或较浅内腔时,可根据情况更换不同长度或者弹性的弹簧13,以便于测量。
50.如图6所示,调节内螺纹件2的外周侧设置有旋转手柄201,外螺纹件5的外周侧设置有固定手柄501。使用旋转手柄201可方便快速的实现调节内螺纹件2的转动,固定手柄501用以在调节内螺纹件2旋转过程中保证外螺纹件5不发生旋转。
51.当支座11被定位后,细长导套3将上卡爪26移送到上端面101的下方,细长导杆7将下卡爪8移送下端面102的下方,按压把手10,下卡爪8由弹簧13迫使与下端面102接触。具体的,下卡爪8的第二接触部9与下端面102接触。转动调节内螺纹件2,细长导套3发生轴向位移,可使上卡爪26与上端面101接触。
52.端面间距检测装置采用光栅尺200作为测具,光栅尺200的标尺光栅21和读数头22中的一方设置在细长导套3上,另一方设置在细长导杆7上,一种优选的实施方式为,如图8和图9所示,细长导杆7提供有长形缺口,标尺光栅21固定在长形缺口中,读数头22对应所述
长形缺口设置,并使用螺栓25将其固定在细长导套3上。因此,当下卡爪8与下端面102接触后,细长导杆7上的标尺光栅21固定,在调节内螺纹件2实现细长导套3即上卡爪26轴向运动的同时,读数头22同步轴向移动,由此可方便快捷的直接读取上卡爪26抵触到上端面101时的轴向运动距离。在另一种实施方式中,标尺光栅21固定在细长导套3上,读数头22安装在细长导杆7的长形缺口中,当下卡爪8由与下端面102接触后,细长导杆7上的标尺光栅21固定,当下卡爪8由与下端面102接触后,细长导杆7上的固定读数头22固定,而标尺光栅21跟随细长导套3同步轴向运动,也可以快速方便的读取上卡爪26接触到上端面101时的轴向运动距离。
53.端面间距检测装置还包括校准块27,如图11所示,用于在将端面间距检测装置伸入到窄深空间前校准上卡爪26和下卡爪8的接触部位之间的距离。校准块27竖直部位271的下端面抵靠下卡爪8的第二接触部9,校准块27的水平部位272的下端面抵靠上卡爪26的第一接触部261,将上卡爪26和下卡爪8之间的间距校准为校准块27的竖直部位271和水平部位272之间的距离h0。此时光栅尺读数可以设置为零,也可以具有一定读数。
54.端面间距检测装置伸入到窄深空间后,转动调节内螺纹件2,上卡爪26轴向移动并与上端面101接触,此时读取读数头22获得内部移动距离δh。在确定δh之后,计算h0与δh之和即可算出上端面101和下端面102之间的距离。通过使用校准块在装置伸入到窄深空间测量前对上卡爪26和下卡爪8的间距进行校准后,继续测量时只需将上卡爪26移动部分距离即可实现对上、下端面之间的距离测量,特别是对于上、下端面间距较长的情况,不需要长时逐步调节细长导套3而只需移动部分距离,可快速实现间距的测量,并能够保证一定精度。
55.支座11、弹簧13或者上卡爪26设置成可替换的部件。当测量的上端面101或下端面102与细长导杆7或细长导套3的径向距离发生改变时,例如不同规格空气导管的内径发生改变时,支座11或上卡爪26的径向长度可根据实际需求进行更换,从而继续使用同一套装置实现对上下端面间距的测量。对于下端面102位于窄深空间内较深位置时,也可以通过更换不同长度的弹簧13实现下卡爪8与下端面102的快速定位。因此,通过改变可替换部件的尺寸,使装置在面对不同的测量情况时不需要更换测具,从而具有较高的实用价值。
56.使用时的实施步骤如下:
57.(1)根据不同的发动机型号,选取合适长度的上卡爪26、支座11和弹簧13,并通过紧固件20将上卡爪26安装在细长导套3上,弹簧13固定在把手10和旋转手柄5之间,同时将测量支座11安装在空气导管的后端面上,用于在窄深空间的外侧定位。
58.(2)在端面间距检测装置伸入窄深空间前,固定好上卡爪26和下卡爪8,使用校准块27校准尺寸上卡爪26的第一接触部261和下卡爪8上的第二接触部9,使两者之间的距离为h0。
59.(3)将端面间距检测装置伸入窄深空间,手压把手10,在弹簧13作用下以及导向销19作用下,下卡爪8上的第二接触部9与下端面102接触。
60.(4)通过转动调节内螺纹件2,利用其螺纹结构轴向移动细长导套3,上卡爪26同步轴向移动直至与第一接触面101紧密贴靠,操作过程中可以使用微型夜视摄像头观测内腔,查看是否已紧密贴好。
61.(5)读取读数头22上的读数δh,计算上端面和下端面的间距h=h0 δh。
62.使用上述端面间距检测装置的发动机空气导管装配尺寸检测工具时,支座11构造成适合于固定在空气导管30的后端面上,上端面101为空气导管30的前端面,下端面102为转子盘50的前端面。
63.虽然前述实施方式以发动机空气导管装配尺寸检测为例,但前述端面间距检测装置不限于发动机空气导管装配尺寸检测,可使用其它窄深空间内的端面间距检测。
64.对于包含上述端面间距检测装置的发动机空气导管装配尺寸检测工具,在测量不同型号的航空发动机或者不同规格的空气导管时,空气导管的内径出现差异时,可以仅更换径向长度不同的支座11或上卡爪26,若转子盘位于较深的内腔,可通过更换弹簧13的长度,不需要针对不同型号不同台份再次设计专用工装,使检测工具具有较高的灵活性,在实践操作中具有较高的效率。
65.由于空气导管是影响航空发动机气动性能的部件之一,因此需准确把握空气导管前端与转子盘之间的安装间距。结合前述端面间距检测装置的实施方式,还可以推而广之地理解到,检测空气导管的前端面和转子盘的前端面距离的发动机空气导管装配尺寸检测方法,通过提供第一细长件和第二细长件,分别对应附图中的细长导套3和细长导杆7。第一细长件上搭载上卡爪26,第二细长件上搭载下卡爪。上卡爪26具有接触空气导管30的前端面的接触部位,即第一接触部261;下卡爪8具有接触转子盘的前端面的接触部位,即第二接触部9。利用第一细长件将上卡爪26移送到空气导管的前端面的下方并接触,利用第二细长件将下卡爪8移送到转子盘的前端面的下方并接触。在将第一细长件和第二细长件伸入航空发动机内腔前,利用校准块27校准上卡爪26和下卡爪8的接触部位之间的距离h0。提供光栅尺200,将标尺光栅21和读数头22中的一方设置在所述第一细长件上,另一方设置在所述第二细长件上。将第一细长件和第二细长件组装成移动副,由此可通过移动第一细长件将上卡爪26送至上端面时,实现光栅尺200读数的改变,第一细长件的移动距离即为读数头22读取的距离。确定空气导管的前端面和转子盘的前端面的距离为所述校准块校准的距离h0加上所述读数头获取的距离δh。
66.本发明虽然以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以做出可能的变动和修改。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何修改、等同变化及修饰,均落入本发明权利要求所界定的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。