1.本实用新型涉及焦化工业余热回收技术领域,特别涉及一种结构强化荒煤气换热器。
背景技术:
2.焦炉生产过程中,焦煤高温分解会产生大量高温荒煤气,荒煤气温度为750℃~820℃,并且含有大量焦粉、煤粉硫化氢等腐蚀气体。目前的荒煤气换热器层采用外盘管结构,其结构特点是内筒外面套上盘管,然后在内筒与盘管之间填充导热介质。目前存在的问题是,内筒并没有进行结构强化,盘管外侧到外筒的空间也没有缓冲层设计,以及快速排水管道,一旦盘管漏水,来不及泄压,会导致内筒承受压力过大,内筒被巨大压力压瘪,设备损坏。
3.因此,在焦化行业高温荒煤气余热利用过程中,迫切的需要提高设备强度,解决设备安全性等技术问题。
技术实现要素:
4.为了解决现有技术存在的技术问题,本实用新型提供了一种结构强化荒煤气换热器,其能够实现对盘管破裂后水流的进行快速泄压和缓冲,并通过增加内筒强度进一步提高了设备安全。
5.为了实现上述目的,本实用新型的技术方案是:
6.一种结构强化荒煤气换热器,包括由内向外依次设置的内筒、盘管、缓冲层和外筒;
7.所述内筒与缓冲层之间以及盘管外部的空间内填充导热金属;
8.所述外筒的外部设置有泄压结构,所述泄压结构包括设置于外筒外部的若干个环形管,所述环形管的内侧与外筒连通,所述环形管的外侧与竖管连通。
9.进一步的,所述缓冲层包括由内向外依次设置的耐火材料壳体和粗砂层。
10.进一步的,所述耐火材料壳体为柔性壳体。
11.进一步的,所述粗砂层为散沙结构,粗砂粒径为0.1~5mm。
12.进一步的,所述内筒为纵筋强化镍基陶瓷涂层内筒,所述纵筋强化镍基陶瓷涂层内筒包括内筒本体,所述内筒本体的内壁固连有纵向强化筋,带有纵向强化筋的内筒本体的内表面设置有镍基陶瓷涂层。
13.进一步的,所述纵向强化筋与内筒本体接触的部分为圆弧形结构,圆弧形结构的半径与内筒的半径一致;所述纵向强化筋的长度与内筒本体一致,高度为15~100mm,宽度为4~30mm。
14.进一步的,所述镍基陶瓷涂层的厚度为2~8mm。
15.进一步的,所述环形管的内侧与外筒通过大小头连通,所述环形管的外侧与竖管通过短管连通。
16.进一步的,所述导热金属的外边缘与盘管的外边缘平齐。
17.进一步的,所述内筒、导热金属以及耐火材料壳的强度依次降低。
18.本实用新型的有益效果:
19.1)本实用新型通过设置泄压结构使盘管破裂排入环形管泄压,并顺着竖管快速排出,防止内筒被压瘪、设备被压坏;
20.2)本实用新型通过采用纵筋强化镍基陶瓷涂层内筒提高内筒的强度和耐腐蚀性,进一步保证了内筒及设备的安全;
21.3)本实用新型采用粗砂层和耐火材料壳体作为缓冲层,当盘管破裂,水流冲破耐火材料壳体之后,冲击粗砂层,进一步释放压力,实现快速泄压,对高压水流起到缓冲作用。
22.本实用新型的其他特征和优点将在下面的具体实施方式中部分予以详细说明。
附图说明
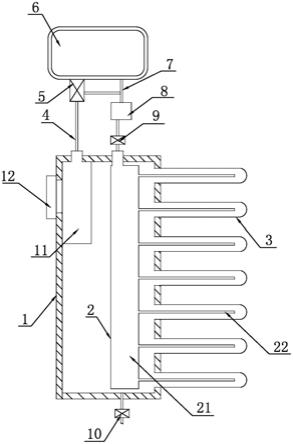
23.图1是本实用新型提供的一种结构强化荒煤气换热器的结构示意图;
24.图2是本实用新型提供的内筒的结构示意图;
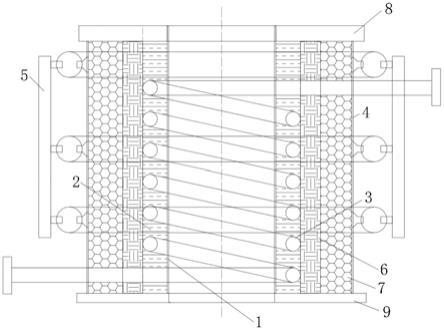
25.图3是本实用新型提供的泄压结构的结构示意图。
26.说明书附图中的附图标记包括:
27.1-内筒,2-金属导热层,3-盘管,4-外筒,5-泄压结构,6-耐火材料壳体,7-粗砂层,8-上法兰,9-下法兰,10-环形管,11-竖管,12-大小头,13-短管,14-内筒本体,15-纵向强化筋,16-镍基陶瓷涂层。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。
29.在本实用新型的描述中,需要理解的是,术语“竖向”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.在本实用新型的描述中,除非另有规定和限定,需要说明的是,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
31.为了解决现有技术存在的问题,如图1至图3所示,本实用新型提供了一种结构强化荒煤气换热器,包括由内向外依次设置的内筒1、盘管3、缓冲层和外筒4;
32.内筒1与缓冲层之间以及盘管3外部的空间内填充导热金属;
33.外筒4的外部设置有泄压结构5,泄压结构5包括设置于外筒4外部的若干个环形管10,环形管10的内侧与外筒4连通,环形管10的外侧与竖管11连通。
34.如图1所示,结构强化荒煤气换热器还包括上法兰8和下法兰9。若干个环形管10在外筒4外部从上到下均匀设置,每5层盘管3的外侧对应安装一个环形管10,竖管11可以设置
多个,每个竖管11可以同时与若干个环形管10连通,加速泄流。内筒1与缓冲层之间以及盘管3外部的空间内填充导热金属形成金属导热层2。
35.如图1所示,缓冲层包括由内向外依次设置的耐火材料壳体6和粗砂层7。耐火材料壳体6为柔性壳体,具体的,柔性壳体采用硅酸铝壳或者氧化铝壳,盘管3破损之后,水流第一时间冲击柔性壳体释放一部分压力。粗砂层7为散沙结构,粗砂粒径为0.1~5mm,粗砂层7的内部为耐火材料壳体6,当盘管3破裂,水流冲破耐火材料壳体6之后,冲击粗砂层7,进一步释放压力,实现快速泄压,并且对高压水流起到缓冲作用。
36.如图2所示,内筒1为纵筋强化镍基陶瓷涂层16内筒1,纵筋强化镍基陶瓷涂层16内筒1包括内筒本体14,内筒本体14的内壁固连有纵向强化筋15,带有纵向强化筋15的内筒本体14的内表面设置有镍基陶瓷涂层16。本实施例中,荒煤气换热器内筒1为镍基陶瓷涂层16纵筋强化一体式结构,即在与高温荒煤气接触的内筒本体14表面设置镍基陶瓷涂层16以及纵向强化筋15,镍基陶瓷涂层16、纵向强化筋15以及内筒本体14在高温条件下熔合为一体,变成高强度的涂层内筒1。镍基陶瓷涂层16包括镍基层和陶瓷层,镍基层为镍铬合金;陶瓷层为高硬度高熔点陶瓷材料,比如碳化硅、氮化铝、碳化钨或碳化铬。纵向强化筋15与内筒本体14接触的部分为圆弧形结构,圆弧形结构的半径与内筒1的半径一致;纵向强化筋15的长度与内筒本体14一致,高度为15~100mm,宽度为4~30mm。本实施例中,纵向强化筋15与内筒本体14的连接方式可以是焊接,也可以是高温专用胶水粘接,纵向强化筋15采用耐热合金钢材质,在高温条件下仍然有足够的强度。镍基陶瓷涂层16的厚度为2~8mm,本实施例中,镍基陶瓷涂层16在内筒1内壁及纵向强化筋15表面形成2~5mm厚的保护结构,同时保护内筒本体14和纵向强化筋15,防止腐蚀。
37.如图3所示,环形管10的内侧与外筒4通过大小头12连通,环形管10的外侧与竖管11通过短管13连通,具体的,外筒4上开孔,用于与大小头12的大直径端连接,大小头12的小直径端与环形管10的内侧壁连接,一旦盘管3破裂,水流可以就近排入环形管10泄压,顺着竖管11快速排出,采用大小头12加快外筒4内的水流入环形管10。
38.本实用新型中,导热金属的外边缘与盘管3的外边缘平齐,即,金属导热层2的外边缘与盘管3的外边缘平齐,一旦盘管3漏水,盘管3内侧强度远远大于外部强度,水流向外侧释放压力。
39.本实用新型中,内筒1、导热金属以及耐火材料壳的强度依次降低,即,内筒1的强度高于金属导热层2的强度,金属导热层2的强度高于耐火材料壳的强度。
40.实施例一
41.以6米焦炉荒煤气换热器为例进行说明,其包括由内向外依次设置的内筒1、盘管3、缓冲层和外筒4,缓冲层包括由内向外依次设置的耐火材料壳体6和粗砂层7,耐火材料壳体6采用硅酸铝壳,厚度为50mm。
42.内筒1为纵筋强化镍基陶瓷涂层16内筒1,采用耐热合金钢内筒1,纵向强化筋15为309钢,镍基熔覆涂层,涂层厚度为4mm,其中,镍铬合金层为2mm,碳化硅陶瓷层为2mm,一次性熔覆成型。
43.内筒1与缓冲层之间以及盘管3外部的空间内填充导热金属,形成金属导热层2,导热金属为铁合金,铁合金填充到内筒1与缓冲层之间以及盘管3外部的空间内之间,填满每层盘管3之间的所有缝隙,铁合金填充之后,金属导热层2最外侧与盘管3的最外侧平齐,内
筒1强度》铁合金强度》硅酸铝壳强度》粗砂层7强度,一旦盘管3破裂,水流从强度低的地方泄压,流入泄压结构5,快速排到上升管外部,由于内筒1进行强度加强,铁合金导热层强度大,汽水压力会向外侧释放,不会压瘪内筒1。
44.盘管3为合金钢无缝钢管制作。
45.粗砂层7采用高炉水渣颗粒。
46.外筒4的外部设置有泄压结构5,泄压结构5包括设置于外筒4外部的若干个环形管10,环形管10的内侧与外筒4连通,环形管10的外侧与竖管11连通。外壳上开孔,每一层开3个孔,安装大小头12,连接环形管10。每5层盘管3对应安装一个环形管10,环形管10通过短管13连接到竖管11,一旦盘管3破裂,水流可以就近排入环形管10泄压,顺着竖管11快速排出。
47.实施例二
48.以7米焦炉荒煤气换热器为例进行说明,其包括由内向外依次设置的内筒1、盘管3、缓冲层和外筒4,缓冲层包括由内向外依次设置的耐火材料壳体6和粗砂层7,耐火材料壳体6采用硅酸铝壳,厚度为45~65mm。
49.内筒1为纵筋强化镍基陶瓷涂层16内筒1,采用耐热不锈钢内筒1,纵向强化筋15为310s钢板,镍基陶瓷涂层16,涂层厚度为5mm,其中,镍铬合金厚度为3mm,氮化铝陶瓷厚度为2mm,一次性高温熔覆成型。
50.内筒1与缓冲层之间以及盘管3外部的空间内填充导热金属,形成金属导热层2,导热金属为铜合金,铜合金填充到内筒1与缓冲层之间以及盘管3外部的空间内之间,填满每层盘管3之间的所有缝隙,铜合金填充之后,金属导热层2最外侧与盘管3的最外侧平齐,内筒1强度》铜合金强度》硅酸铝壳强度》粗砂层7强度,一旦盘管3破裂,水流从强度低的地方泄压,流入泄压结构5,快速排到上升管外部,由于内筒1进行强度加强,铜合金导热层强度大,汽水压力会向外侧释放,不会压瘪内筒1。
51.盘管3为耐热不锈钢无缝钢管制作。
52.粗砂层7采用氧化铝颗粒,粒径为1~5mm。
53.外筒4的外部设置有泄压结构5,泄压结构5包括设置于外筒4外部的若干个环形管10,环形管10的内侧与外筒4连通,环形管10的外侧与竖管11连通。外壳上开孔,每一层开4个孔,安装大小头12,连接环形管10。每5层盘管3对应安装一个环形管10,环形管10通过短管13连接到竖管11,一旦盘管3破裂,水流可以就近排入环形管10泄压,顺着竖管11快速排出。
54.实施例三
55.以7.63米焦炉荒煤气换热器为例进行说明,其包括由内向外依次设置的内筒1、盘管3、缓冲层和外筒4,缓冲层包括由内向外依次设置的耐火材料壳体6和粗砂层7,耐火材料壳体6采用硅酸铝壳,厚度为75mm。
56.内筒1为纵筋强化镍基陶瓷涂层16内筒1,采用耐热不锈钢内筒1,纵向强化筋15为310s钢条,镍基陶瓷涂层16,涂层厚度为6mm,其中,镍铬合金厚度为4mm,碳化钨陶瓷厚度为2mm,一次性高温熔覆成型。
57.内筒1与缓冲层之间以及盘管3外部的空间内填充导热金属,形成金属导热层2,导热金属为钢铁,钢铁填充到内筒1与缓冲层之间以及盘管3外部的空间内之间,填满每层盘
管3之间的所有缝隙,钢铁填充之后,金属导热层2最外侧与盘管3的最外侧平齐,内筒1强度》钢铁强度》硅酸铝壳强度》粗砂层7强度,一旦盘管3破裂,水流从强度低的地方泄压,流入泄压结构5,快速排到上升管外部,由于内筒1进行强度加强,钢铁导热层强度大,汽水压力会向外侧释放,不会压瘪内筒1。
58.盘管3为合金钢无缝钢管制作。
59.粗砂层7采用氧化铝颗粒,粒度为2~5mm。
60.外筒4的外部设置有泄压结构5,泄压结构5包括设置于外筒4外部的若干个环形管10,环形管10的内侧与外筒4连通,环形管10的外侧与竖管11连通。外壳上开孔,每一层开6个孔,安装大小头12,连接环形管10。每5层盘管3对应安装一个环形管10,环形管10通过短管13连接到竖管11,一旦盘管3破裂,水流可以就近排入环形管10泄压,顺着竖管11快速排出。
61.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。