1.本发明涉及用于从含有血液成分的液体或血液中去除聚集物、白血球等不优选的成分的血液处理过滤器。
2.本发明特别是涉及用于从输血用的全血制剂、红血球制剂、血小板制剂、血浆制剂等去除成为副作用的原因的微小聚集物、白血球的血液处理过滤器。
背景技术:
3.作为红血球制剂、血小板制剂、血浆制剂等血液成分制剂的原料,可使用由捐献人采血的全血,但是全血中含有成为各种输血副作用的原因的微小聚集物、白血球等不优选的成分。因此,通常在采血后、血液成分制剂使用之前去除不优选的成分。
4.作为从全血、血液成分制剂中去除白血球等不优选的成分的方法,由于操作简便、成本低廉等,而普及有使用包含由无纺布等纤维集合体、具有连续气孔的多孔结构体等形成的滤材的血液处理过滤器的过滤器法。
5.以往,血液处理过滤器广泛使用将由无纺布、多孔体形成的滤材填充到聚碳酸酯等的硬质容器而成的血液处理过滤器,但是由于容器的气体透过性低,因此存在难以适用广泛用作采血分离组套的灭菌工序的蒸气灭菌这种问题。另外,封闭系统存在采血后首先由全血制剂去除白血球、将血液处理过滤器断开后进行用于成分分离的离心分离操作的情况;和通过离心分离将全血分离为多种血液成分后去除白血球的情况,在后者的情况下,血液处理过滤器也与采血分离组套一起被离心。此时,存在硬质的容器对袋、导管造成损伤、或者硬质容器自身不能耐受离心时的应力而破损的可能性。
6.作为解决这些问题的方法,开发了将与采血分离组套的袋中使用的原材料相同或类似的挠性且蒸气透过性优异的原材料用于容器的“挠性的血液处理过滤器”。
7.通常利用血液处理过滤器处理血液时,加入应该要处理的血液制剂、借由导管将与过滤器的血液入口侧连接的袋放置于与过滤器相比高20cm~100cm左右的位置,通过重力的作用而将血液制剂流通到过滤器,在借由导管连接于过滤器的血液出口侧的回收袋中容纳过滤后的血液制剂。在正在进行过滤的过程中,由于滤材的阻力而产生压力损耗,过滤器入口侧的空间成为正压。由挠性容器形成的过滤器的情况下,由于容器为挠性,因此该正压会导致容器膨胀为气球状,存在滤材被按压到出口侧的容器的倾向。
8.另外,通常在与过滤器相比低50cm~100cm的位置放置用于收纳利用血液过滤器处理后的血液的袋,但血液因重力的作用而在下游侧的流路移动,由此过滤器的出口侧表现出成为负压的倾向,挠性容器与滤材容易密合。
9.也就是说,对于使用了挠性容器的过滤器而言,以前指出有如下问题:滤材由于双重的力而与出口侧容器密合的倾向强,因此存在血液的流动受到阻碍而得不到充分的过滤流速和过滤性能。
10.作为白血球去除过滤器的性能,评价白血球去除性能、血液流动性、血液回收量,良好地发挥其平衡是重要的。但是,特别是白血球去除性能和血液流动性由于上述理由而
其兼顾成为问题。
11.作为解决该问题的方法,专利文献1中公开了下述技术:在滤材与出口侧容器之间作为流路确保构件配置流路确保片,由此,形成在过滤过程中出口侧挠性容器与滤材之间没有密合的连续的空隙,兼顾过滤流速和白血球去除性能。
12.另外,专利文献2中公开了下述技术:作为流路确保构件,在与出口侧容器接触的滤材的最下游的位置,以特定的厚度配置由具有特定特性的过滤器构成要素形成的过滤层,由此,即使在过滤过程中滤材与出口侧容器密合的情况下,也会在该过滤层内形成空隙,在该过滤层内沿与滤材的厚度方向垂直的方向流动,由此能够实现(高的)过滤流速。
13.现有技术文献
14.专利文献
15.专利文献1:日本专利第5524340号公报
16.专利文献2:日本专利第4172631号公报
技术实现要素:
17.发明要解决的问题
18.专利文献1中,流路确保构件自身不具有白血球去除性能,因此不能最大限度提高白血球去除性能。另外,由于在流路、第一密封部与第二密封部之间残留的血液,因此,存在流路确保片使被处理液的回收量损失增加的问题。
19.专利文献2中,对于在与出口侧容器接触的滤材的最下游的位置处配置作为流路确保构件的过滤层,即使在滤材出口侧与出口侧的挠性容器片粘贴时被压缩,也可以在内部保持流路,另一方面,若为了改善流动而增加过滤层(流路确保构件)量,则存在被处理液的回收量损失会增大的问题。另外,若减少滤材量则白血球去除能力会降低,存在不能同时全部高性能地发挥白血球去除性能、过滤流速、血液回收量的问题。
20.这些技术虽然达成能够作为产品使用的水平,但是其平衡存在改善的余地。
21.本发明的目的在于,提供白血球去除性能、过滤时间(过滤速度)和血液回收全部优异的血液处理过滤器。
22.用于解决问题的方案
23.本发明人等为了解决上述问题而深入研究,结果发现,通过使用在血液的流动方向,由上游向着下游,依次配置有比较紧密的过滤层、比较稀疏的过滤层和流路确保构件的血液处理过滤器,可以解决前述问题,从而完成了本发明。
24.也就是说,本发明涉及以下。
25.[1]一种血液处理过滤器,其包含:
[0026]
具有血液的入口部和出口部的挠性容器、
[0027]
前述挠性容器内的配置于前述入口部与前述出口部之间的滤材、和
[0028]
前述挠性容器内的配置于前述滤材与前述出口部之间的流路确保构件,
[0029]
前述滤材包含:
[0030]
含有过滤器构成单元a1的过滤层x1、和
[0031]
含有过滤器构成单元b的过滤层y,
[0032]
前述过滤层x1配置于前述过滤层y与前述流路确保构件之间,
[0033]
前述过滤器构成单元a1的单位厚度的透气阻力为5.0pa
·
s/m2以上且小于9.0pa
·
s/m2,
[0034]
前述过滤器构成单元b的单位厚度的透气阻力为9.0pa
·
s/m2以上,
[0035]
前述过滤层x1的透气阻力为4.0kpa
·
s/m以上且20.0kpa
·
s/m以下,
[0036]
前述滤材的透气阻力为55.0kpa
·
s/m以上且小于75.0kpa
·
s/m。
[0037]
[2]根据[1]所述的血液处理过滤器,其中,
[0038]
前述流路确保构件包含含有过滤器构成单元p的过滤层z,
[0039]
前述过滤器构成单元p的单位厚度的透气阻力小于0.5pa
·
s/m2,
[0040]
前述过滤层z的透气阻力为0.08kpa
·
s/m以上且0.16kpa
·
s/m以下。
[0041]
[3]根据[2]所述的血液处理过滤器,其中,前述过滤层z的透气阻力为0.08kpa
·
s/m以上且0.12kpa
·
s/m以下。
[0042]
[4]根据[1]~[3]中任一项所述的血液处理过滤器,其中,前述滤材还包含含有过滤器构成单元a2的过滤层x2,
[0043]
前述过滤层x2配置于前述入口部与前述过滤层y之间,
[0044]
前述过滤器构成单元a2的单位厚度的透气阻力为5.0pa
·
s/m2以上且小于9.0pa
·
s/m2,
[0045]
前述过滤层x2的透气阻力为4.0kpa
·
s/m以上。
[0046]
发明的效果
[0047]
根据本发明,可以提供白血球去除性能、过滤时间(过滤速度)和血液回收全部优异的血液处理过滤器。
附图说明
[0048]
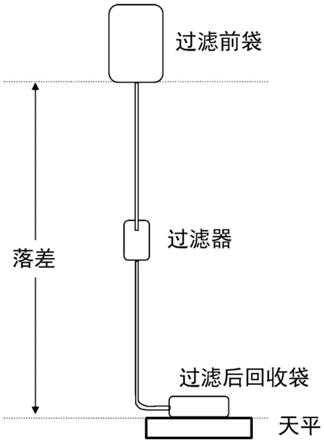
图1为实施例中实施的血液处理过滤器的白血球去除性能试验中使用的实验装置的示意图。
具体实施方式
[0049]
以下对于用于实施本发明的方式(以下称为本实施方式)进行详细说明。需要说明的是,本发明不被以下的实施方式所限定,可以在其主旨的范围内进行各种变形来实施。
[0050]
以下,只要没有特别清楚记载则“血液”的用语包含血液和含有血液成分的液体。作为含有血液成分的液体,可列举出例如血液制剂。作为血液制剂,可列举出例如全血制剂、红血球制剂、血小板制剂、血浆制剂等。
[0051]
<血液处理过滤器>
[0052]
本发明的一实施方式涉及一种血液处理过滤器,其包含:
[0053]
具有血液的入口部和出口部的挠性容器、
[0054]
前述挠性容器内的配置于前述入口部与前述出口部之间的滤材、和
[0055]
前述挠性容器内的配置于前述滤材与前述出口部之间的流路确保构件,
[0056]
前述滤材包含:
[0057]
含有过滤器构成单元a1的过滤层x1、和
[0058]
含有过滤器构成单元b的过滤层y,
[0059]
前述过滤层x1配置于前述过滤层y与前述流路确保构件之间,
[0060]
前述过滤器构成单元a1的单位厚度的透气阻力为5.0pa
·
s/m2以上且小于9.0pa
·
s/m2,
[0061]
前述过滤器构成单元b的单位厚度的透气阻力为9.0pa
·
s/m2以上,
[0062]
前述过滤层x1的透气阻力为4.0kpa
·
s/m以上且20.0kpa
·
s/m以下,
[0063]
前述滤材的透气阻力为55.0kpa
·
s/m以上且小于75.0kpa
·
s/m。
[0064]
通过采用这种结构,白血球去除性能、过滤速度和血液回收全部可以发挥优异的性能。
[0065]
本实施方式的血液处理过滤器中,从挠性容器的入口部向着出口部依次配置过滤层y、过滤层x1和流路确保构件。因此,应该处理的血液通过入口部而进入到挠性容器,依次通过过滤层y、过滤层x1和流路确保构件,通过出口部而从挠性容器出去。
[0066]
在不会损害本发明效果的范围内,滤材可以还包含过滤层。例如滤材优选还包含含有过滤器构成单元a2的过滤层x2。另外,过滤层x2优选配置于入口部与过滤层y之间。该实施方式中,应该处理的血液通过入口部而进入到挠性容器,依次通过过滤层x2、过滤层y、过滤层x1和流路确保构件,通过出口部而从挠性容器出去。
[0067]
对于本实施方式的血液处理过滤器的形状没有特别限定,例如如国际公开第2015/050216号的图14中记载的血液处理过滤器那样,优选的是,由滤材和挠性容器构成、且滤材的周围部附近具有全周与挠性容器一体化的密封区域,进而优选具有:滤材的周围部附近全周和挠性容器一体化而形成的第一密封区域;在第一密封区域的外侧全周、入口侧挠性容器与出口侧挠性容器一体化而形成的第二密封区域;和第一密封区域与第二密封区域之间的非密封区域。
[0068]
血液处理过滤器的外形可以采用矩形状、圆盘状、长圆盘状、椭圆状等各种方式,但是为了减少制造时的材料损失,优选为矩形状,因此以下的实施方式中以矩形状作为例子进行说明。
[0069]
[挠性容器]
[0070]
挠性容器优选为由挠性树脂的片状成型物或圆筒状成型物成型而成的容器。挠性树脂优选为挠性合成树脂、进一步优选挠性热塑性树脂。挠性树脂的热性质和电性质与滤材类似为宜。作为挠性树脂,可列举出例如软质聚氯乙烯、聚氨酯、乙烯-乙酸乙烯酯共聚物、聚乙烯及聚丙烯等聚烯烃、苯乙烯-丁二烯-苯乙烯共聚物的氢化物、苯乙烯-异戊二烯-苯乙烯共聚物或其氢化物等热塑性弹性体、以及热塑性弹性体和聚烯烃、乙烯-丙烯酸乙酯等软化剂的混合物等。挠性树脂优选为软质聚氯乙烯、聚氨酯、乙烯-乙酸乙烯酯共聚物、聚烯烃、和以它们作为主要成分的热塑性弹性体,进一步优选软质聚氯乙烯、聚烯烃。另外,更优选为通过拉伸模量为7n/mm2~13n/mm2、厚度为0.2mm~0.6mm的材料制作的挠性容器。拉伸模量为进行拉伸试验时、拉伸应力(对试样施加的每单位面积的的载荷)和形变(试样对拉伸方向的伸长率)的关系为直线关系的范围内的拉伸应力与对应于其的形变之比。实际中,根据jis k 7113(塑料的拉伸试验方法),使用万能试验机(autograph)(株式会社岛津制作所制、型号ag-5kni)和负荷传感器(株式会社岛津制作所制、型号slbl-500n)进行挠性容器原材料的拉伸试验,使用数据处理软件“trapezium”(株式会社岛津制作所制),求出应力-形变曲线的变形开始点的切线的斜率,由此得到拉伸模量。
[0071]
[滤材]
[0072]
滤材为处理血液的构件,更具体而言,为从血液中去除聚集物、白血球等不优选的成分的构件。滤材至少包含过滤层x1和过滤层y,优选包含过滤层x1、过滤层x2和过滤层y,进一步优选仅由过滤层x1、过滤层x2和过滤层y构成。
[0073]
过滤层包含过滤器构成单元。过滤器构成单元数为1的情况下,其自身构成过滤层。过滤器构成单元数为2以上的情况下,多个过滤器构成单元层叠而构成过滤层。过滤器构成单元数以过滤层具有规定的透气阻力的方式选择。
[0074]
过滤层x1包含过滤器构成单元a1。除了过滤器构成单元a1之外,过滤层x1可以包含进一步的过滤器构成单元,但是优选仅由1个以上的过滤器构成单元a1构成。
[0075]
过滤层x2包含过滤器构成单元a2。除了过滤器构成单元a2之外,过滤层x2可以包含进一步的过滤器构成单元,但是优选仅由1个以上的过滤器构成单元a2构成。
[0076]
过滤层y包含过滤器构成单元b。除了过滤器构成单元b之外,过滤层y可以包含进一步的过滤器构成单元,但是优选仅由1个以上的过滤器构成单元b构成。
[0077]
对于过滤器构成单元的形状,若具有能够过滤血液的细孔、具有规定的透气阻力则没有特别限定,但是优选为由天然纤维、合成纤维、玻璃纤维等形成的针织布、机织布、无纺布等纤维状介质、多孔膜、具有三维网眼状连续孔的海绵状结构物。
[0078]
对于过滤器构成单元的材料,若不易对于血球造成损伤则没有特别限定。作为过滤器构成单元的材料,可列举出例如有机高分子材料、无机高分子材料、金属等。其中,有机高分子材料由于切断等加工性优异而优选。作为过滤器构成单元的具体的材料,可列举出例如聚酯、聚烯烃、聚丙烯腈、聚酰胺、聚苯乙烯、聚甲基丙烯酸甲酯、聚氟化乙烯、聚氨酯、聚乙烯醇、聚乙烯醇缩醛、聚砜、聚偏氟乙烯、聚三氟氯乙烯、偏二氟乙烯-四氟乙烯共聚物、聚醚砜、聚丙烯酸酯、丁二烯-丙烯腈共聚物、聚醚-聚酰胺嵌段共聚物、乙烯-乙烯醇共聚物、纤维素、纤维素乙酸酯等,优选聚酯、聚烯烃,特别优选聚酯。
[0079]
对于过滤器构成单元a1、过滤器构成单元a2和过滤器构成单元b的形状,若分别具有规定的透气阻力则可以相同或不同。虽然没有特别限定,但是过滤器构成单元a1、过滤器构成单元a2和过滤器构成单元b的形状优选为纤维状介质、进一步优选无纺布。
[0080]
对于过滤器构成单元a1、过滤器构成单元a2和过滤器构成单元b的材料,若分别具有规定的透气阻力则可以相同或不同。虽然没有特别限定,但是过滤器构成单元a1、过滤器构成单元a2和过滤器构成单元b的材料优选为聚酯。
[0081]
过滤器构成单元a1的单位厚度的透气阻力为5.0pa
·
s/m2以上且小于9.0pa
·
s/m2、优选5.0pa
·
s/m2以上且小于8.0pa
·
s/m2。通过过滤器构成单元a1的单位厚度的透气阻力处于上述范围内,即使过滤时滤材与出口部侧的容器密合的情况下,也维持过滤器构成单元a1内的流路,因此认为血液的流动没有受到阻碍,得到充分的过滤流速和过滤性能。本技术中,若过滤器构成单元a1的单位厚度的透气阻力小于5.0pa
·
s/m2则得不到充分的白血球去除性能,过滤后残留白血球数超过5.5log。若过滤器构成单元a1的单位厚度的透气阻力为9.0pa
·
s/m2以上则得不到充分的过滤流速,过滤时间为27分钟以上。
[0082]
过滤器构成单元a2的单位厚度的透气阻力优选为5.0pa
·
s/m2以上且小于9.0pa
·
s/m2、更优选5.0pa
·
s/m2以上且小于8.0pa
·
s/m2。通过过滤器构成单元a2的单位厚度的透气阻力处于上述范围内,在白血球去除性能、过滤速度方面发挥优异的性能。
[0083]
过滤器构成单元b的单位厚度的透气阻力为9.0pa
·
s/m2以上、优选9.0pa
·
s/m2以上且小于30.0pa
·
s/m2、更优选12.0pa
·
s/m2以上且小于20.0pa
·
s/m2。通过过滤器构成单元b的单位厚度的透气阻力处于上述范围内,在白血球去除性能方面发挥优异的性能。本技术中,若过滤器构成单元b的单位厚度的透气阻力小于9.0pa
·
s/m2则得不到充分的白血球去除性能,过滤后残留白血球数超过5.5log。
[0084]
过滤层x1的透气阻力为4.0kpa
·
s/m以上且20.0kpa
·
s/m以下、优选11.0kpa
·
s/m以上且小于16.0kpa
·
s/m。通过过滤层x1的透气阻力处于上述范围内,白血球去除性能、过滤速度和血液回收全部发挥优异的性能。本技术中,若过滤层x1的透气阻力小于4.0kpa
·
s/m则即使为过滤器构成单元a1的适当的设计,过滤器构成单元a1的量也会不充分,由此得不到充分的过滤流速,过滤时间成为27分钟以上。另外,若过滤层x1的透气阻力为20.0kpa
·
s/m2以上则得不到白血球去除性能、而过滤后残留白血球数超过5.5log,或者过滤器内的残血量增加、血液回收量降低。
[0085]
过滤层x2的透气阻力优选为4.0kpa
·
s/m以上、更优选11.0kpa
·
s/m以上且小于16.0kpa
·
s/m。通过过滤层x2的透气阻力处于上述范围内,在白血球去除性能、过滤速度方面发挥优异的性能。
[0086]
滤材的透气阻力(构成滤材的全部过滤层的透气阻力的总计)为55.0kpa
·
s/m以上且小于75.0kpa
·
s/m、优选60.0kpa
·
s/m以上且小于67.0kpa
·
s/m。通过滤材的透气阻力处于上述范围内,可以以适当的过滤速度发挥作为血液处理过滤器期待的白血球去除性能。本技术中,若滤材的透气阻力小于55.0kpa
·
s/m则即使前述过滤器构成单元a1、a2、b和前述过滤层x1、x2、y为本技术记载的设计,过滤流速也会变得过高,得不到充分的白血球去除性能,过滤后残留白血球数超过5.5log。另外,若滤材的透气阻力为75.0kpa
·
s/m2以上则即使前述过滤器构成单元a1、a2、b和前述过滤层x1、x2、y为本技术记载的设计,过滤流速也会过度降低,过滤时间成为27分钟以上。
[0087]
本说明书中,“透气阻力”(kpa
·
s/m)指的是测定对于试样(滤材、过滤层、或过滤器构成单元)流通恒定流量的空气时所产生的压差而得到的值。透气阻力通过实施例中记载的方法测定。
[0088]
过滤器构成单元的“单位厚度的透气阻力”(pa
·
s/m2)指的是过滤器构成单元的“透气阻力”(kpa
·
s/m)除以过滤器构成单元的“厚度”(mm)而得到的值。过滤器构成单元的“厚度”(mm)通过实施例中记载的方法测定。
[0089]
对于控制过滤器构成单元的透气阻力的方法没有特别限定。例如过滤器构成单元为无纺布的情况下,通过改变无纺布的纤维直径、密度等,可以调节透气阻力。无纺布的单位面积重量、密度相同的情况下,通过使无纺布的纤维直径变细,认为例如比表面积升高而透气阻力升高。无纺布的纤维直径相同的情况下,通过升高密度,认为例如孔径减小、透气阻力升高。
[0090]
无纺布的纤维直径、密度可以基于无纺布的制造条件而调节。作为纤维结构的调节容易的无纺布的制造方法,可列举出熔喷法。例如通过对于树脂粘度、熔融温度、每单孔的喷出量、加热气体温度、加热气体压力、喷丝头与集积网状物的距离等纺丝因素进行研究,可以得到具有所希望的透气阻力的无纺布。另外,通过将公知信息(例如“无纺布的基础和应用(不織布
の
基礎
と
応用)”p.119-127、平成5年8月25日发行、社团法人日本纤维机械
协会等)作为基本来适当变更制造条件,可以制造具有适当的透气阻力的无纺布。
[0091]
测定被组装到作为产品的滤材的过滤器构成单元的透气阻力和厚度的情况下,将产品分解,取出过滤器构成单元并测定各过滤器构成单元的透气阻力和厚度。其中,测定厚度的部位设为距过滤器构成单元的熔敷部1cm以上的部位。具体而言,将滤材在过滤面的周围部附近处与容器断开,在滤材由多个过滤器构成单元构成的情况下,将它们相互剥离而得到各过滤器构成单元。产品中的过滤器构成单元与其它过滤器构成单元能够分离地一体化。
[0092]
透气阻力高指的是空气难以通过。例如滤材由纤维构成的情况下,暗示纤维以紧密或均匀的状态缠绕。因此,血液难以流动,血球的堵塞增加,存在处理速度降低的倾向。
[0093]
另一方面,透气阻力低指的是空气容易通过。例如滤材由纤维构成的情况下,暗示纤维以稀疏或不均匀的状态缠绕。因此,血液容易流动,但是与白血球的接触次数减少,存在白血球去除性能降低的倾向。
[0094]
通过将透气阻力不同的过滤器构成单元以特定的配置组合来使用,而过滤速度和白血球去除性能改善的理由不明确。推测若在流路确保构件的上游侧以特定厚度配置具有特定特性的过滤器构成单元,则即使过滤时出口部侧的挠性容器对滤材密合,滤材内的血液流路也不会损害,过滤流速不会升高。进而认为这也有助于改善有效过滤面积,其结果推测,即使为稀疏结构的过滤器构成单元,白血球去除能力也得到发挥。但是,本发明不被这些推测机理限定。
[0095]
本技术中,依次配置前述过滤层x2、y、流路确保构件的设计中,不能充分得到过滤流速和白血球去除性能,过滤后残留白血球数超过5.5log,过滤时间成为27分钟以上。
[0096]
[流路确保构件]
[0097]
流路确保构件指的是配置于滤材与出口部之间的全部构件。流路确保构件若可以抑制因滤材与出口部侧的挠性容器在过滤过程中的密合而阻挡血液流动则没有特别限定。作为流路确保构件,可列举出例如流路确保片、过滤层等。另外,作为流路确保构件,也可列举出例如为了防止滤材与容器密合而配置于它们之间的管(例如欧洲专利第0526678号说明书)、设置于容器内表面的凹凸部(日本特开平11-216179号公报)、被插入到滤材与容器之间的针织纤维制网筛(国际公开第95/017236号小册子)、被插入到滤材与容器之间的挠性框板(国际公开第2015/050216号小册子)等。
[0098]
流路确保构件形成过滤过程中出口侧挠性容器与滤材之间没有密合的连续的空隙,有助于过滤流速的改善和有效过滤面积的改善。本技术中,不使用流路确保构件的情况下,不能得到充分的过滤流速,过滤时间成为27分钟以上,另外,有效过滤面积降低、白血球去除能力成为5.5log以上。
[0099]
流路确保构件优选包含含有过滤器构成单元p的过滤层z。除了过滤器构成单元p之外,过滤层z可以包含进一步的过滤器构成单元,但是优选仅由1个以上的过滤器构成单元p构成。
[0100]
作为过滤器构成单元p的形状和材料,可列举出上述[滤材]的项目中记载的形状和材料。过滤器构成单元p的形状优选为纤维状介质、进一步优选无纺布。过滤器构成单元p的材料优选为聚酯。
[0101]
过滤器构成单元p的单位厚度的透气阻力优选小于0.5pa
·
s/m2、更优选0.1pa
·
s/m2以上且小于0.5pa
·
s/m2。通过过滤器构成单元p的单位厚度的透气阻力处于上述范围内,在过滤流速方面发挥优异的性能。
[0102]
过滤层z的透气阻力优选为0.08kpa
·
s/m以上且0.16kpa
·
s/m以下、更优选0.08kpa
·
s/m以上且0.12kpa
·
s/m以下。通过过滤层z的透气阻力处于上述范围内,可以减少滤材的量而减小在血液处理过滤器内残留血液的风险。
[0103]
<血液处理过滤器的制造方法>
[0104]
将纺丝而成的过滤器构成单元a1及b分别层叠,得到过滤层x1及y,将过滤层y及x1以及流路确保构件依次层叠。根据需要层叠过滤器构成单元a2,得到过滤层x2,将过滤层x2以与过滤层y邻接的方式层叠。将该层叠体例如使用刀刃、超声波切刀或激光切刀切断为规定的尺寸而形成滤材。
[0105]
对于与滤材、流路确保构件和挠性容器的一体化方法没有特别限定,若与以往的血液处理过滤器同样地一体化即可。例如如以下说明那样,可以如国际公开第2015/050216号的图1~3中记载的血液处理过滤器(作为流路确保构件使用挠性框)那样一体化。将具有入口部的挠性容器、和具有出口部的挠性容器沿着滤材的周围、在夹着滤材的状态下以带状密封而一体化。沿着滤材的周围的该带状的粘接区域为内侧密封部(第一密封部)。内侧密封部以不包含滤材的周围端部的方式设置。比内侧密封部更靠内侧是血液流动的过滤部。
[0106]
具有入口部的挠性容器、和具有出口部的挠性容器的周围以带状密封而一体化,其结果,形成矩形环状的外侧密封部(第二密封部)。需要说明的是,内侧密封部和外侧密封部的形成可以利用高频熔敷进行,但是不限于此,可以使用超声波熔敷、热熔敷等所有的粘接技术。
[0107]
血液的入口和出口可以通过注射成型等方法预先与挠性容器一体化来形成,或者也可以在经挤出成型的片状薄膜、圆筒状的薄膜成型物上形成孔或狭缝,对其通过粘接剂、热封或高频熔敷等公知的技术以液密且连通的状态连接入口用和出口用的部件,所述入口用和出口用的部件是另外通过注射成型、挤出成型等成型而成的。更优选后者,因为在蒸气灭菌时不易产生容器变形、制造工序容易等。
[0108]
另外,将包含管状物在内的入口用和出口用的部件以液密的方式安装到片状或圆筒状的薄膜的情况下,入口用和出口用的部件的材质可以为与片状或圆筒状的薄膜相同的材质、也可以为其它材质。为其它材质时,若入口和出口能够分别与片状或圆筒状的薄膜没有间隙地、液密地接合并且在处理性等方面没有障碍,则对于材质没有特别限定。但是通过适于大量生产的热封、高频熔敷来接合的情况下,优选热性质和电性质与片状或圆筒状的薄膜接近。
[0109]
软质聚氯乙烯等介电常数比较高的材料彼此的情况下,通过高频熔敷而能够进行合适的接合,聚烯烃等介电常数低、低熔点的材料彼此的情况下,通过热封而能够进行合适的接合。
[0110]
实施例
[0111]
以下通过实施例对于本发明进行更详细说明,但是本发明不被以下的实施例限定。
[0112]
血液处理过滤器的物性及性能通过以下的方法测定。
[0113]
(滤材、过滤层及过滤器构成单元的透气阻力的测定)
[0114]
在透气性试验装置(katotech k.k公司制、kes-f8-ap1)的透气孔(透气孔面积2πcm2(φ1.414cm))上载置尺寸为5cm
×
20cm的试样(滤材、过滤层或过滤器构成单元),测定使空气以8πcm3/s透气约10秒时所产生的压力损耗(kpa
·
s/m)(被试样分割的两侧的压力差),作为透气阻力。
[0115]
(过滤器构成单元的厚度的测定)
[0116]
由过滤器构成要素切出尺寸为5cm
×
20cm的试样,将其载置于表盘厚度计(型号:g、厂商:尾崎制作所),测定其厚度(mm)。
[0117]
(过滤器构成单元的单位厚度的透气阻力的测定)
[0118]
如前述“(滤材、过滤层和过滤器构成单元的透气阻力的测定)”那样测定的过滤器构成单元的透气阻力(kpa
·
s/m)除以如前述“(过滤器构成单元的厚度的测定)”那样测定的过滤器构成单元的厚度(mm),求出过滤器构成单元的单位厚度的透气阻力。
[0119]
(血液处理过滤器的白血球去除性能)
[0120]
作为血液制剂,使用根据欧洲基准(the guide to the preparation,use and quality assurance of blood components第19版(2017年))制造的红血球制剂,对于其以落差110cm的自然落差使用实施例、比较例的血液处理过滤器进行过滤、回收,得到过滤后血液制剂。在此,落差指的是由加入有红血球制剂的过滤前袋的最下部直至红血球制剂的过滤后回收袋的最下部为止(图1)。
[0121]
接着,对于过滤后的血液制剂中的白血球浓度使用becton,dickinson and company(bd公司)制白血球数测定用试剂盒“leucocount”和bd公司制流式细胞仪facs cantoii进行测定,根据以下的计算式算出过滤后残留白血球数(rwbc),作为血液处理过滤器的白血球去除性能的指标。
[0122]
rwbc=log(过滤后血液制剂中的白血球浓度
×
过滤后血液制剂的量)
[0123]
[评价基准]
[0124]
◎
:小于5.0
[0125]
〇:5.0以上且小于5.5
[0126]
×
:5.5以上
[0127]
(过滤时间)
[0128]
在前述“(血液处理过滤器的白血球去除性能)”中,红血球制剂开始流通到血液处理过滤器直至过滤后红血球制剂的回收袋的质量增加停止为止所需要的时间(分钟)作为过滤时间(分钟)。需要说明的是,回收袋的质量增加停止指的是由过滤开始每1分钟测定回收袋的质量、回收袋的质量变化为0.1g以下的时刻。本实施例中,判断为质量增加停止的最终的1分钟含有于过滤时间来算出。
[0129]
[评价基准]
[0130]
◎
:小于24分钟
[0131]
〇:24分钟以上且小于27分钟
[0132]
×
:27分钟以上
[0133]
(血液回收量)
[0134]
作为血液回收量的指标,评价血液损失量(过滤前血液量与过滤后血液量之差)。
由加入有过滤前的红血球制剂和红血球保存液的袋组套的重量减去空状态的同形态袋组套的重量,由此算出过滤前血液量。过滤后,将用以连接血液处理过滤器和回收袋的回路在距血液处理过滤器的出口5cm的位置处断开。由如此得到的回收袋重量减去空状态的同形态的回收袋重量,由此算出过滤后血液量。
[0135]
[评价基准]
[0136]
◎
:小于25ml
[0137]
〇:25ml以上且小于30ml
[0138]
×
:30ml以上
[0139]
(实施例1~5)
[0140]
作为过滤器构成单元a1和过滤器构成单元b,使用通过熔喷法制造的无纺布。作为过滤器构成单元p,使用通过纺粘法制造的无纺布。
[0141]
将作为过滤器构成单元a1的厚度:0.42(mm)、单位厚度的透气阻力:5.2(pa
·
s/m2)的pbt无纺布、另外作为过滤器构成单元b的厚度:0.41(mm)、单位厚度的透气阻力:10.4(pa
·
s/m2)的pbt无纺布、作为过滤器构成单元p的厚度:0.20(mm)、单位厚度的透气阻力:0.20(pa
·
s/m2)的聚对苯二甲酸乙二醇酯无纺布分别以表1所示的张数和顺序重叠,形成层叠体,使用激光切刀切断为91cm
×
74cm的尺寸而制成滤材。
[0142]
将该滤材夹在具有成为血液的入口部或出口部的口(port)的2张挠性聚氯乙烯树脂片之间,使用高频熔敷机将滤材和挠性片的周围部分熔敷进行一体化。需要说明的是,熔敷部的内侧为纵的尺寸为74mm、横的尺寸为57mm、角部分为曲线的长方形的有效过滤部分,有效过滤面积为42cm2。进而将挠性片的周围部分熔敷进行一体化,从而制作血液处理过滤器。对于该血液处理过滤器在115℃下实施高压蒸气灭菌59分钟后,进行前述的白血球去除性能试验。
[0143]
(实施例6~10、15、17)
[0144]
作为过滤器构成单元a1,使用厚度:0.42(mm)、单位厚度的透气阻力:7.3(pa
·
s/m2)的pbt无纺布,除此之外利用与实施例1相同的方法,制成血液处理过滤器,进行白血球去除性能试验。
[0145]
(实施例11~13)
[0146]
作为过滤器构成单元a1,使用厚度:0.42(mm)、单位厚度的透气阻力:8.7(pa
·
s/m2)的pbt无纺布,除此之外利用与实施例1相同的方法,制成血液处理过滤器,进行白血球去除性能试验。
[0147]
(实施例14)
[0148]
作为过滤器构成单元b,使用厚度:0.41(mm)、单位厚度的透气阻力:12.7(pa
·
s/m2)的pbt无纺布,除此之外利用与实施例6相同的方法,制成血液处理过滤器,进行白血球去除性能试验。
[0149]
(实施例16、18)
[0150]
作为过滤器构成单元a2,使用通过熔喷法制造的无纺布。
[0151]
作为过滤器构成单元a2,使用厚度:0.42(mm)、单位厚度的透气阻力:7.3(pa
·
s/m2)的pbt无纺布,除此之外利用与实施例14相同的方法,制成血液处理过滤器,进行白血球去除性能试验。
[0152]
(实施例19)
[0153]
作为过滤器构成单元a1及a2以及过滤器构成单元b,使用通过熔喷法制造的无纺布。作为流路确保构件,使用国际公开第2015/050216号中记载那样的挠性聚氯乙烯树脂制的入口侧框板和出口侧框板。
[0154]
作为过滤器构成单元a1及a2,使用厚度:0.42(mm)、单位厚度的透气阻力:7.3(pa
·
s/m2)的pbt无纺布。作为过滤器要素b,使用厚度:0.41(mm)、单位厚度的透气阻力:12.7(pa
·
s/m2)的pbt无纺布。将过滤器构成单元a1及a2以及过滤器构成单元b以表3所示的张数和顺序重叠,形成层叠体,使用激光切刀切断为91cm
×
74cm的尺寸而制成滤材。
[0155]
将该滤材夹在挠性聚氯乙烯树脂制的入口侧框板和出口侧框板之间,使用高频熔敷机将滤材的周围部熔敷进行一体化。需要说明的是,熔敷部的内侧为纵的尺寸为74mm、横的尺寸为57mm、角部分为曲线的长方形的有效过滤部分,有效过滤面积为42cm2。进而在具有成为血液的入口部或出口部的口(port)的2张挠性聚氯乙烯树脂片之间夹着入口侧框板和出口侧框板,使用高频熔敷机将挠性片的周围部分熔敷进行一体化,从而制作血液处理过滤器。对于该血液处理过滤器在115℃下实施高压蒸气灭菌59分钟后,进行前述的各种试验。
[0156]
(比较例1、2)
[0157]
如表4所示那样变更构成各过滤层的各过滤器构成单元的张数,除此之外利用与实施例6~10相同的方法评价。
[0158]
(比较例3、10)
[0159]
如表4或表5所示那样变更构成各过滤层的各过滤器构成单元的张数,除此之外利用与实施例14相同的方法评价。
[0160]
(比较例4)
[0161]
如表4所示那样变更构成各过滤层的各过滤器构成单元的张数,除此之外利用与实施例15相同的方法评价。
[0162]
(比较例5)
[0163]
如表4所示那样变更构成各过滤层的各过滤器构成单元的张数,除此之外利用与实施例16相同的方法评价。
[0164]
(比较例6)
[0165]
如表4所示那样变更构成各过滤层的各过滤器构成单元的张数,除此之外利用与实施例19相同的方法评价。
[0166]
(比较例7)
[0167]
如表5所示那样作为过滤器构成单元a1,使用厚度:0.42(mm)、单位厚度的透气阻力:4.5(pa
·
s/m2)的pbt无纺布,除此之外利用与实施例4相同的方法,制成血液处理过滤器,进行白血球去除性能试验。
[0168]
(比较例8)
[0169]
如表5所示那样作为过滤器构成单元a1,使用厚度:0.42(mm)、单位厚度的透气阻力:9.2(pa
·
s/m2)的pbt无纺布,除此之外利用与实施例1相同的方法,制成血液处理过滤器,进行白血球去除性能试验。
[0170]
(比较例9、11、12)
[0171]
如表5所示那样作为过滤器构成单元b,使用厚度:0.41(mm)、单位厚度的透气阻力:8.8(pa
·
s/m2)的pbt无纺布,变更构成各过滤层的各过滤器构成单元的张数,除此之外利用与实施例6~10相同的方法评价。
[0172]
(比较例13)
[0173]
作为过滤器构成单元a2以及过滤器构成单元b,使用通过熔喷法制造的无纺布。
[0174]
作为过滤器构成单元a2,使用厚度:0.42(mm)、单位厚度的透气阻力:7.3(pa
·
s/m2)的pbt无纺布。作为过滤器要素b,使用厚度:0.41(mm)、单位厚度的透气阻力:12.7(pa
·
s/m2)的pbt无纺布。将过滤器构成单元a2以及过滤器构成单元b以表5所示的张数和顺序重叠,形成层叠体,使用激光切刀切断为91cm
×
74cm的尺寸而制成滤材。
[0175]
将该滤材利用与实施例1相同的方法制成血液处理过滤器,进行白血球去除性能试验。
[0176]
[表1]
[0177][0178]
[表2]
[0179][0180]
[表3]
[0181][0182]
[表4]
[0183][0184]
[表5]
[0185][0186]
产业上的可利用性
[0187]
本发明的血液处理过滤器可以用作用于从含有血液成分的液体或血液中去除聚集物、白血球等不优选的成分的血液处理过滤器。
[0188]
特别是可以合适地用作为了从输血用的全血制剂、红血球制剂、血小板制剂、血浆
制剂等中去除成为副作用的原因的微小聚集物、白血球而使用的一次性的血液处理过滤器。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。