1.本发明有关于一种组合物制造方法及装置,尤指一种用于使线圈与盖板结合的组合物制造方法及装置。
背景技术:
2.一般组合物的种类繁多,在高科技领域产品所使用的组合物更轻薄短小,一种线圈与盖板所形成例如电感器、变压器或滤波器
…
等的组合物被广泛采用;该组合物是于线圈的单面通过粘着剂贴合盖板而形成,且此种组合物的线圈及盖板间的粘着剂必须经由加热烘烤或照射紫外线的方式来使其硬化,让线圈及盖板间作结合;已知技术的结合方式例如公告号第i285379号的「片状线圈的贴合方法及贴合装置」所揭露的技术,线圈与盖板分别由不同的震动送料机送入分度台或托板上完成贴合后,即送至硬化机进行硬化,并将硬化后的组合物逐一推入收集箱进行收集。
技术实现要素:
3.因组合物的线圈是在一铁芯上进行漆包线绕线的产品,已知将组合物逐一推入收集箱进行收料的方式,已经在收集箱内的组合物将与新推入到收集箱的组合物发生碰撞,容易造成漆包线上极薄的漆包膜损伤破皮,进而影响组合物的品质。
4.因此,本发明的目的在于提供一种可减少组合物受损的组合物制造方法。
5.本发明的另一目的在于提供一种用以执行如所述组合物制造方法的装置。
6.依据本发明目的的组合物制造方法,包括:提供一烘烤载盘,其一侧的上表面设有多个矩阵排列的定位槽;提供一收料载盘,其一侧的上表面设有多个长条状且平行排列的收料置槽;使一线圈与一盖板以粘着剂贴合形成一组合物后置于该烘烤载盘的定位槽中,并对该烘烤载盘进行烘烤使粘着剂硬化;使该组合物在自该烘烤载盘的定位槽取出后,被移至该收料载盘的收料置槽中作排列。
7.依据本发明另一目的的组合物制造装置,包括:用以执行如所述组合物制造方法的装置。
8.本发明实施例的组合物制造方法及装置,所述组合物是在该烘烤载盘的各定位槽中排列以进行烘烤,并被排列收集于该收料载盘的各收料置槽中,可减少所述组合物因彼此碰撞所造成的损伤。
附图说明
9.图1是本发明实施例中组合物的立体示意图。
10.图2是本发明实施例中线圈与盖板的立体示意图。
11.图3是本发明实施例中烘烤载盘与烘烤上盖的立体示意图。
12.图4是本发明实施例中组合物被夹压于烘烤载盘与烘烤上盖间的示意图。
13.图5是本发明实施例中收料载盘的立体示意图。
14.图6是本发明实施例中组合物相并邻地接续排列于收料置槽的示意图。
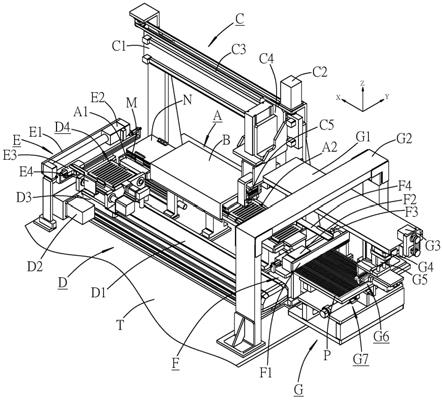
15.图7是本发明实施例中组合物制造装置的部分立体示意图。
16.图8是本发明实施例中载座的立体示意图。
17.图9是本发明实施例中收料机构的部分示意图。
18.图10是本发明实施例中组合物制造装置的部分立体示意图。
19.图11是本发明实施例中线圈入料工作站的立体示意图。
20.图12是本发明实施例中线圈相并邻地接续排列于入料置槽的示意图。
21.图13是本发明实施例中盖板入料工作站的立体示意图。
22.图14是本发明实施例中组合物出料工作站的示意图。
23.【符号说明】
24.a:输送机构
25.a1:预置区
26.a2:卸置区
27.b:烘烤机构
28.c:上盖回送机构
29.c1:回送轨架
30.c2:驱动器
31.c3:驱动皮带
32.c4:滑座
33.c5:夹盖器
34.d:载盘回送机构
35.d1:轨座
36.d2:驱动器
37.d3:滑座
38.d4:载座
39.d41:侧架
40.d411:输送皮带
41.d42:流道
42.d43:挡止件
43.d44:定位件
44.e:移入推送机构
45.e1:移入轨架
46.e2:驱动器
47.e3:滑座
48.e4:推送件
49.f:移出推送机构
50.f1:移入轨架
51.f2:驱动器
52.f3:滑座
53.f4:推送件
54.g:收料机构
55.g1:收料轨架
56.g2:龙门
57.g3:驱动器
58.g4:滑座
59.g5:升降器
60.g6:取放组件
61.g61:夹具
62.g62:推抵件
63.g63:驱动器
64.g7:收料座
65.g71:收料平台
66.g72:滑块
67.g73:滑轨
68.g74:驱动器
69.h:搬送机构
70.h1:转盘
71.h2:旋转座
72.h3:承载治具
73.k:线圈入料工作站
74.k1:供料座
75.k11:轨座
76.k12:驱动器
77.k13:驱动皮带
78.k14:滑座
79.k2:直震机构
80.k21:直线轨道
81.k3:拨推机构
82.k31:拨推轨架
83.k32:驱动器
84.k33:驱动皮带
85.k34:滑座
86.k35:拨推件
87.k4:线圈入料机构
88.k41:入料轨架
89.k42:驱动器
90.k43:滑座
91.k44:取放件
92.l:上胶工作站
93.m:烘烤载盘
94.m1:上表面
95.m2:定位槽
96.m3:直线沟槽
97.m31:间隔部
98.m4:卡槽
99.n:烘烤上盖
100.n1:卡扣件
101.n11:枢轴
102.n12:卡扣部
103.n2:覆靠面
104.n3:弹性元件
105.n4:压体
106.n5:置纳孔
107.n51:开口
108.n52:挡缘
109.n6:弹性元件
110.p:收料载盘
111.p1:上表面
112.p2:收料置槽
113.p21:开口
114.p22:前槽口
115.p23:后槽口
116.q:盖板入料工作站
117.q1:震动送料机
118.q11:直线轨道
119.q2:盖板入料机构
120.q21:入料轨架
121.q22:滑座
122.q23:取放件
123.r:组合物出料工作站
124.r1:第一出料机构
125.r11:第一出料轨架
126.r12:驱动器
127.r13:滑座
128.r14:取放件
129.r2:第二出料机构
130.r21:第二出料轨架
131.r22:驱动器
132.r23:滑座
133.r24:取放件
134.r3:整位机构
135.s:入料载盘
136.s1:上表面
137.s2:入料置槽
138.s21:开口
139.s22:前槽口
140.s23:后槽口
141.t:机台台面
142.w:组合物
143.w1:线圈
144.w11:卷芯部
145.w12:第一凸缘
146.w13:第二凸缘
147.w14:线材
148.w2:盖板
149.w21:长边
150.w22:短边
具体实施方式
151.请参阅图1、2,本发明实施例的组合物制造方法及装置可以如图所示例如电感器的组合物w为例作说明,该组合物w由一线圈w1与一盖板w2所组成;
152.该线圈w1设有一x轴向的卷芯部w11与分别连接于该卷芯部w11两端的一第一凸缘w12与一第二凸缘w13;该卷芯部w11供例如漆包线的线材w14卷绕其上,该第一凸缘w12与该第二凸缘w13的上侧可供例如磁粉胶的粘着剂(图未示)涂布,以使该盖板w2可与该线圈w1贴合;
153.该盖板w2呈矩形,其具有二个彼此间隔并平行且沿x轴向延伸的长边w21,及二个彼此间隔并平行且沿y轴向延伸连接于所述长边w21的短边w22;该盖板w2由陶瓷、金属或塑胶
…
等其中之一种材质所构成。
154.请参阅图1、3、4,该线圈w1与该盖板w2以粘着剂贴合形成该组合物w后,该组合物w可置于如图所示的烘烤载盘m中进行烘烤使粘着剂硬化;
155.该烘烤载盘m一侧的上表面m1设有多个矩阵排列的定位槽m2供该组合物w定位其中;该上表面m1设有多个平行排列的y轴向的直线沟槽m3,各直线沟槽m3内凸设有多个相隔预设间距之间隔部m31,所述定位槽m2坐落于同一直线沟槽m3中各间隔部m31的两侧;所述间隔部m31与对应的直线沟槽m3的两侧壁保持间距;该烘烤载盘m的两侧各凹设有一卡槽m4;
156.在进行烘烤时,该烘烤载盘m上方可覆盖一烘烤上盖n,该烘烤上盖n的两侧对应该
烘烤载盘m的卡槽m4处各设有一卡扣件n1,该烘烤上盖n可借由所述卡扣件n1卡扣该烘烤载盘m的卡槽m4而覆设定位于该烘烤载盘m上;
157.该烘烤上盖n的覆靠面n2上对应该烘烤载盘m每一定位槽m2处,各设有受弹性元件n3作用的压体n4,各弹性元件n3与压体n4分别各设于该烘烤上盖n所开设的多个置纳孔n5的内部,各压体n4各以一凸缘n41挡抵于置纳孔n5开口n51内周缘上的挡缘n52而不致脱离所述置纳孔n5;每一卡扣件n1各以一枢轴n11枢设于该烘烤上盖n,并以该枢轴n11为界,各卡扣件n1在枢轴n11上端的部位受一位于该卡扣件n1与该烘烤上盖n间的弹性元件n6所撑抵,使两侧二卡扣件n1各在枢轴n11下端部位的一卡扣部n12各形成一相向夹扣的施力,而各自对该烘烤载盘m两侧的卡槽m4夹扣,使置于各定位槽m2中的组合物w同时受到各受弹性元件n3作用的压体n4的压覆,以使线圈w1与盖板w2贴合更紧密。
158.请参阅图5、6,经烘烤后的该组合物w可被移至于如图所示的收料载盘p中进行排列;
159.该收料载盘p大致上呈一矩形盘状,该收料载盘p在一侧的上表面p1设有多个凹设的x轴向长条状的收料置槽p2,每一收料置槽p2相并邻并相互平行;每一收料置槽p2上方设有一沿全长度开放的开口p21,每一收料置槽p2之前后两端分别各设有开放的一前槽口p22及一后槽口p23,其中,多个收料置槽p2的每一个前槽口p22对应平齐在同一直线上,多个收料置槽p2的每一个后槽口p23亦对应平齐在同一直线上,该前槽口p22至后槽口p23的长度超过两个以上的组合物w长度;该前槽口p22至后槽口p23的宽度则保持平行一致,该收料置槽p2的宽度可供组合物w的该线圈w1以该第一凸缘w12(图2)、该第二凸缘w13(图2)朝该收料置槽p2两端,该盖板w2朝上的方位置于其中,多个组合物w可以前述方位进行相并邻地接续排列置于同一个收料置槽p2中。
160.请参阅图7,该烘烤载盘m与该收料载盘p可使用于如图所示的组合物制造装置中,该组合物制造装置设有:
161.一输送机构a,设于一机台台面t上,以输送带所构成的x轴向的输送流路上输送覆盖有该烘烤上盖n的该烘烤载盘m,使其自一预置区a1输送至一卸置区a2;
162.一烘烤机构b,设于该输送机构a的输送流路上并位于该预置区a1与该卸置区a2之间,可对覆盖有该烘烤上盖n的该烘烤载盘m执行烘烤处理;
163.一上盖回送机构c,设于该机台台面t上并位于该输送机构a的一侧,该上盖回送机构c设有一与该输送流路平行的x轴向的回送轨架c1,该回送轨架c1上设有一例如马达的驱动器c2,该驱动器c2可驱动一驱动皮带c3连动一滑座c4在该回送轨架c1上作往复位移;该滑座c4上设有一夹盖器c5,该夹盖器c5可受该滑座c4的连动而位移于该预置区a1与该卸置区a2间,作该烘烤上盖n取卸、置放的往复传送,在该卸置区a2取卸覆盖于该烘烤载盘m上的该烘烤上盖n,并回送置放于该预置区a1的该烘烤载盘m上;
164.一载盘回送机构d,设于该机台台面t上并位于该输送机构a相对该上盖回送机构c的另一侧,该载盘回送机构d设有一与该输送流路平行的x轴向的轨座d1,该轨座d1上设有一例如马达的驱动器d2,该驱动器d2可驱动一滑座d3在该轨座d1上作往复位移;该滑座d3上设有一载座d4供该烘烤载盘m置放,该载座d4可受该滑座d3的连动而位移至对应该预置区a1、该卸置区a2,作该烘烤载盘m移入、移出该输送机构a的往复传送,在对应该预置区a1时使该烘烤载盘m移入该预置区a1,在对应该卸置区a2时承接自该卸置区a2移出的该烘烤
载盘m;
165.一移入推送机构e,设于该机台台面t上并位于该输送机构a设有该预置区a1的一端,该移入推送机构e设有一与该输送流路垂直的y轴向的移入轨架e1,该移入轨架e1上设有一例如无杆气缸的驱动器e2,该驱动器e2可驱动一滑座e3在该移入轨架e1上作往复位移;该滑座e3上设有一推送件e4,该推送件e4可受该滑座e3的连动而位移于该输送机构a与该载盘回送机构d间;在该载座d4位移至对应该预置区a1时,该推送件e4将该载座d4上的该烘烤载盘m移入该预置区a1;
166.一移出推送机构f,设于该机台台面t上并位于该输送机构a设有该卸置区a2的一端,该移出推送机构f设有一与该输送流路垂直的y轴向的移出轨架f1,该移出轨架f1上设有一例如无杆气缸的驱动器f2,该驱动器f2可驱动一滑座f3在该移出轨架f1上作往复位移;该滑座f3上设有一推送件f4,该推送件f4可受该滑座f3的连动而位移于该输送机构a与该载盘回送机构d间;在该载座d4位移至对应该卸置区a2时,该推送件e4将位于该卸置区a2的该烘烤载盘m移出至该载座d4;
167.一收料机构g,设于该机台台面t上并位于该输送机构a设有该卸置区a2的一端,该收料机构g设有一与该输送流路平行的x轴向的收料轨架g1,该收料轨架g1吊设于一龙门g2上,该收料轨架g1上设有一例如马达的驱动器g3,该驱动器g3可驱动一滑座g4在该收料轨架g1上作往复位移;该滑座g4上设有一例如气缸的升降器g5,该升降器g5可驱动一取放组件g6作升降位移;该取放组件g6可受该滑座g4的连动在该卸置区a2与一收料座g7间作往复位移,将位于该卸置区a2的该烘烤载盘m上的组合物w取出并放置于位于该收料座g7上的该收料载盘p上。
168.请参阅图7、8,该载座d4以两个侧架d41及两个可转动地分别设置于所述侧架d41上的输送皮带d411形成一y轴向的流道d42;该流道d42的一端面向该输送机构a,该流道d42的另一端设有一跨设于所述两个侧架d41上的挡止件d43;该流道d42一侧设有一定位件d44,该定位件d4受一例如气缸的驱动器d45驱动而选择性的伸入该流道d42内,借此推抵位于该流道d42上的该烘烤载盘m作朝该流道d42另一侧贴靠的定位。
169.请参阅图7、9,该取放组件g6设有多个排列于y轴向上的夹具g61,所述夹具g61的开张或夹闭是由一推抵件g62所操控,该推抵件g62受一例如气缸的驱动器g63所驱动而相对所述夹具g61水平位移;
170.该收料座g7设有一收料平台g71,该收料平台g71下方设有两个滑块g72及两个分别对应所述滑块g72的滑轨g73,该收料平台g71可受一例如气缸的驱动器g74驱动而在所述滑轨g73上进行y轴向的水平位移。
171.请参阅图10,该组合物制造装置在该载盘回送机构d相对该输送机构a的另一侧还设有:
172.一搬送机构h,设于该机台台面t上,该搬送机构h设有一呈圆形且可作间歇性旋转的转盘h1,该转盘h1受设于该机台台面t上的旋转座h2支撑与转动,使该转盘h1呈水平设置并与该机台台面t保持预设距离;该转盘h1周缘等分角地设有多个用以承载并搬送该组合物w(图1)的承载治具h3;
173.该转盘h1外周缘的该机台台面t上设有多个工作站,该转盘h1连动所述承载治具h3以间歇性旋转的搬送流路依序至各工作站进行预设作业,所述工作站在逆时针方向的搬
送流路上依序规划设有:一线圈入料工作站k、一上胶工作站l、一盖板入料工作站q与一组合物出料工作站r。
174.请参阅图10、11、12,该线圈入料工作站k设有一供料座k1、一直震机构k2、一拨推机构k3与一线圈入料机构k4;
175.该供料座k1设有一x轴向的轨座k11,该轨座k11上设有一例如马达的驱动器k12,该驱动器k12可驱动一驱动皮带k13连动一滑座k14在该轨座k11上作位移;
176.该滑座k14供一入料载盘s放置,该入料载盘s大致上呈一矩形盘状,该入料载盘s在一侧的上表面s1设有多个凹设的y轴向长条状的入料置槽s2,每一入料置槽s2相并邻并相互平行;每一入料置槽s2上方设有一沿全长度开放的开口s21,每一入料置槽s2之前后两端分别各设有开放的一前槽口s22及一后槽口s23,其中,多个入料置槽s2的每一个前槽口s22对应平齐在同一直线上,多个入料置槽s2的每一个后槽口s23亦对应平齐在同一直线上,该前槽口s22至后槽口s23的长度超过两个以上的线圈w1长度;该前槽口s22至后槽口s23的宽度则保持平行一致,该入料置槽s2的宽度可供该线圈w1以该第一凸缘w12、该第二凸缘w13朝该入料置槽s2两端的方位置于其中,多个线圈w1可以前述方位进行相并邻地接续排列置于同一个入料置槽s2中;
177.该直震机构k2设有一直线轨道k21,该直线轨道k21的一端对应该入料置槽s2之后槽口s23,可承接由该入料置槽s2移出的线圈w1,并依震动频率输送线圈w1至该直线轨道k21的末端;
178.该拨推机构k3设有一y轴向的拨推轨架k31,该拨推轨架k31上设有一例如马达的驱动器k32,该驱动器k32可驱动一驱动皮带k33连动一滑座k34在该拨推轨架k31上作往复位移;该滑座k34上设有一拨推件k35,其下端可伸入该入料置槽s2中,在该拨推件k35受该滑座k34连动朝该直震机构k2位移时,该拨推件k35可拨推该入料置槽s2中的线圈w1移出该入料置槽s2至该直线轨道k21;
179.该线圈入料机构k4设有一入料轨架k41,该入料轨架k41上设有一例如气缸的驱动器k42,该驱动器k42可驱动一滑座k43在该入料轨架k41上作往复位移;该滑座k43上设有一例如吸嘴的取放件k44,该取放件k44可受该滑座k43的连动在直线轨道k21的末端与该转盘h1的承载治具h3间作往复位移,将输送至该直线轨道k21末端的线圈w1移入至该转盘h1的承载治具h3上。
180.请参阅图10、13,该盖板入料工作站q设有一震动送料机q1与一盖板入料机构q2;
181.该盖板入料机构q2设有一入料轨架q21与一被驱动在该入料轨架q21上作位移的滑座q22;该滑座q22上设有一例如吸嘴的取放件q23,该取放件q23可受该滑座q22的连动在该震动送料机q1的一直线轨道q11末端与该转盘h1的承载治具h3间作往复位移,将输送至该直线轨道q11末端的盖板w2移入至该转盘h1的承载治具h3上,使盖板w2与该承载治具h3上的线圈w1贴合。
182.请参阅图10、14,该组合物出料工作站r设有一第一出料机构r1、第二出料机构r2与一整位机构r3;
183.该第一出料机构r1设有一y轴向的第一出料轨架r11,该第一出料轨架r11上设有一例如马达的驱动器r12,该驱动器r12可驱动一滑座r13在该第一出料轨架r11上作往复位移;该滑座r13上设有一例如夹具的取放件r14,该取放件r14可受该滑座r13的连动在该转
盘h1的承载治具h3与该整位机构r3间作往复位移,将该承载治具h3上的组合物w移入至该整位机构r3进行整位;
184.该第二出料机构r2设有一y轴向的第二出料轨架r21,该第二出料轨架r21上设有一例如马达的驱动器r22,该驱动器r22可驱动一滑座r23在该第二出料轨架r21上作往复位移;该滑座r23上设有一例如夹具的取放件r24,该取放件r24可受该滑座r23的连动在该整位机构r3与该载盘回送机构d间作往复位移,将被该整位机构r3整位后的组合物w移入至该载盘回送机构d。
185.本发明实施例组合物制造方法及装置在实施上,分为进行组立与进行烘烤两个阶段;
186.在进行组立时,该载盘回送机构d的该载座d4位移至对应该组合物出料工作站r的位置作等待;使多个线圈w1相并邻地接续排列置于该入料载盘s的其中一个入料置槽s2中,并使所述线圈w1被逐一搬送脱离该入料置槽s2;该入料置槽s2中的线圈w1被搬送,是使该拨推件k35由该前槽口s22进入,使该入料置槽s2中接续排列的最后一个线圈w1被推送,而使接续排列的最前面的一个线圈脱离该入料置槽s2,进入该直线轨道k21中,再经该线圈入料机构k4进行入料至该间歇旋转的搬送流路中,使该线圈w1由该承载治具h3承载并受该转盘h1连动搬送;该线圈w1先被搬送至该上胶工作站l对该线圈w1的该第一凸缘w12与该第二凸缘w13涂覆粘着剂;再至该盖板入料工作站q使该盖板w2贴合于该线圈w1上形成该组合物w;最后经该组合物出料工作站r由该间歇性旋转的搬送流路移出该组合物w,并置于位于该载座d4上的该烘烤载盘m上,依序排列于该烘烤载盘m的各定位槽m2中;其中,在该组合物w移出该间歇性旋转的搬送流路后,在置于该烘烤载盘m之前,先以该整位机构r3进行该线圈w1与该盖板w2的整位;在该烘烤载盘m上的组合物w已排列到预设数量后,即准备对该烘烤载盘m进行烘烤;
187.在进行烘烤时,该载座d4位移至对应该预置区a1,并借由该流道d42的输送配合该推送件e4的推送,将该载座d4上的该烘烤载盘m移入该输送机构a的该预置区a1;该烘烤载盘m将在该输送机构a的输送流路上自该预置区a1输送至该卸置区a2,并通过该烘烤机构b对该烘烤载盘m进行烘烤使线圈w1与盖板w2间的粘着剂硬化;接着以该上盖回送机构c在该卸置区a2取卸覆盖于该烘烤载盘m上的该烘烤上盖n回送至该预置区a1;在该烘烤上盖n回送后,该收料机构g的该取放组件g6一次自该烘烤载盘m上同一直线排列的定位槽m2中同时取出多个组合物w,并使所述组合物w同时分别放置于该收料载盘p的不同的收料置槽p2中作排列,该取放组件g6分次取出多个组合物w,并使前后取出的组合物w相并邻地接续排列于所述收料置槽p2中;取出组合物w后的烘烤载盘m借由该推送件f4的推送,使该烘烤载盘m被移出至位移至对应该卸置区a2的该载座d4上,再经该载盘回送机构d输送回到该预置区a1,该烘烤载盘m经该输送机构a与该载盘回送机构d使该烘烤载盘m在xy平面上被输送。
188.本发明实施例的组合物制造方法及装置,所述组合物w是在该烘烤载盘m的各定位槽m2中排列以进行烘烤,并被排列收集于该收料载盘p的各收料置槽p2中,可减少所述组合物w因彼此碰撞所造成的损伤。
189.以上所述仅为本发明的较佳实施例而已,当不能以此限定本发明实施的范围,即大凡依本发明申请专利范围及发明说明内容所作的简单的等效变化与修饰,皆仍属本发明专利涵盖的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。