用于扭转分段型定子线圈的焊接部的设备
1.相关申请的引证
2.本技术要求于2020年8月13日提交的韩国申请第10-2020-0101492号的权益,其全部内容通过引证结合于本文。
技术领域
3.本技术的公开内容涉及一种发夹绕组型(hairpin winding type)的定子的制造系统。
背景技术:
4.通常,所谓的对环境友好的混合动力车辆或电动车辆采用由驱动电机产生驱动扭矩的技术。为了车辆和部件的重量和体积,汽车制造商和对环境友好的零件的制造商应用具有定子绕组的驱动电机,其中定子绕组具有发夹型定子线圈。
5.这些发夹绕组型定子通过将发夹型定子线圈插入到定子芯的狭槽中并且焊接定子线圈的一端的加工来制造。
6.同时,作为在焊接定子线圈的插入到定子芯的狭槽中的焊接部之前的加工,制造发夹绕组型定子的加工包括延伸焊接部之间的距离的加宽加工以及扭转焊接部的扭转加工。
7.此处,加宽加工确保定子线圈的焊接部之间的绝缘距离并且还改善焊接加工中的可加工性(焊接性能)。扭转加工是为了使焊接部的电流运动路径对齐。
8.在扭转加工中,定子线圈的焊接部使用扭转夹具来扭转,该扭转夹具是为了将每层定子线圈都插入到定子芯的狭槽中而提供的。
9.因此,传统上,对于每层定子线圈而言,定子线圈的焊接部插入到扭转夹具中,并且对于每层定子线圈而言,扭转夹具都在不同的方向上旋转,因此定子线圈的焊接部可扭转。
10.然而,传统上,定子线圈的焊接部所装配到的凹槽部形成到扭转夹具。因为扭转夹具的宽度窄,所以凹槽部形成相对薄的凹槽壁。
11.因此,在使用传统的扭转夹具来扭转定子线圈的焊接部时,存在损坏凹槽部的凹槽壁的高风险,并且焊接部的扭转质量可由于凹槽壁的损坏而劣化。
12.此外,传统上,当凹槽壁被损坏时,整个扭转夹具都不得不被替换,这就扭转夹具的维护而言是不利的,并且可因为替换扭转夹具而增加成本。
13.背景技术部分中公开的上述信息仅为了提高对本发明的背景的理解,并且因此,其可能包括不构成本领域技术人员已知的现有技术的信息。
技术实现要素:
14.本技术的公开内容涉及一种发夹绕组型的定子的制造系统。具体实施例涉及一种分段型定子线圈的扭转设备,以用于扭转插入到定子芯中的分段型定子线圈的焊接部。
15.本发明的实施例提供了一种用于扭转分段型定子线圈的焊接部的设备,该设备具有以下优点:用于扭转焊接部的夹具易于维护,同时用于分离定子线圈的层的凹槽结构也能被维护。
16.根据示例性实施例的设备是用于扭转分段型定子线圈的焊接部的,其中,焊接部位于多个层中并且被插入到定子芯的狭槽中,并且该设备可包括:i)框架;ii)多个扭转夹具,沿着定子芯的径向方向,为每层定子线圈而设置的每个扭转夹具面向与之形成一对的另一个扭转夹具沿着周向方向而形成线圈接收凹部,这些扭转夹具安装在框架上以能根据定子线圈的层沿不同方向旋转并且是大致环形的;以及iii)分隔构件,可拆卸地设置在一对相邻的扭转夹具中的一个处,并且阻挡形成一对的扭转夹具的面向彼此的线圈接收凹部。
17.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备还可包括驱动单元,该驱动单元安装在框架上并且构造成使多个扭转夹具对于定子线圈的奇数层和偶数层而言沿不同方向旋转。
18.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,驱动单元可包括多个驱动齿轮构件和多个伺服电机,多个驱动齿轮构件沿着上下方向布置在框架上并分别连接到多个扭转夹具,多个伺服电机分别连接到多个驱动齿轮构件。
19.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,分隔构件可包括螺栓接合部和分隔壁,螺栓接合部水平地设置在扭转夹具的上表面上,介于线圈接收凹部之间并与扭转夹具的上表面螺栓接合,分隔壁设置在螺栓接合部之间并与螺栓接合部一体地连接,并且分隔壁竖直地设置在扭转夹具的面向彼此的线圈接收凹部之间。
20.此外,根据示例性实施例的设备是用于扭转分段型定子线圈的焊接部的,其中,焊接部位于多个层中并且被插入到定子芯的狭槽中,并且该设备可包括:i)框架;ii)芯夹持器,安装在框架的上侧上以能在上下方向上移动并且夹持定子芯的内周;iii)冠部固定夹具,安装在芯夹持器上并且构造成将冠部固定在定子线圈的上侧处;iv)焊接部固定夹具,安装在框架上并且构造成固定定子线圈的焊接部;v)多个扭转夹具,沿着定子芯的径向方向,为每层定子线圈而设置的每个扭转夹具面向与之形成一对的另一个扭转夹具沿着周向方向而形成线圈接收凹部,这些扭转夹具安装在框架上以能根据定子线圈的层沿不同方向旋转并且是大致环形的;以及vi)分隔构件,可拆卸地设置在一对相邻的扭转夹具中的一个处,并且阻挡形成一对的扭转夹具的面向彼此的线圈接收凹部。
21.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,冠部固定夹具可包括第一固定构件,该第一固定构件设置在芯夹持器上以能够来回径向地移动并且插入在冠部之间。
22.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,焊接部固定夹具可包括第二固定构件,该第二固定构件设置在框架上以能够来回径向地移动并插入在定子线圈的焊接部之间。
23.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备还可包括驱动单元,该驱动单元安装在框架上并且构造成使多个扭转夹具对于定子线圈的奇数层和偶数层而言沿不同方向旋转。
24.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,驱动单元
可包括多个驱动齿轮构件和多个伺服电机,这些驱动齿轮构件沿着上下方向布置在框架上并且分别连接到多个扭转夹具,这些伺服电机分别连接到多个驱动齿轮构件。
25.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,分隔构件可设置成大致环形并且与扭转夹具的上表面螺栓接合。
26.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,分隔构件可包括螺栓接合部和分隔壁,螺栓接合部水平地设置在扭转夹具的上表面上,介于线圈接收凹部之间,并且与扭转夹具的上表面螺栓接合,分隔壁设置在螺栓接合部之间并且与螺栓接合部一体地连接,并且分隔壁竖直地设置在扭转夹具的面向彼此的线圈接收凹部之间。
27.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,分隔构件可包括多个单元分隔件,这些单元分隔件沿着扭转夹具的周向方向与扭转夹具的上表面螺栓接合。
28.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,单元分隔件可包括一对螺栓接合部和分隔壁,一对螺栓接合部水平地设置在扭转夹具的上表面上,介于线圈接收凹部之间并且与扭转夹具的上表面螺栓接合,分隔壁设置在一对螺栓接合部之间并且与这一对螺栓接合部一体地连接,并且分隔壁竖直地设置在扭转夹具的面向彼此的线圈接收凹部之间。
29.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,在一对螺栓接合部中可形成螺栓接合孔。
30.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,在扭转夹具的上表面上可形成连接到螺栓接合孔的螺栓接合凹部。
31.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,分隔构件可包括多个单元分隔件,这些单元分隔件沿着扭转夹具的周向方向设置并且从扭转夹具的上表面朝向下表面插入。
32.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,单元分隔件可被设置为板型,在该板型的单元分隔件中,中央部在扭转夹具的厚度方向上弯曲。
33.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,单元分隔件可包括一对插入部和分隔壁,这一对插入部设置在中央部的两侧处并且沿上下方向插入到扭转夹具中,从而插置在线圈接收凹部之间,分隔壁是设置在一对插入部之间并与这一对插入部一体地连接的中央部,并且分隔壁竖直地设置在扭转夹具的面向彼此的线圈接收凹部之间。
34.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,插入部可沿扭转夹具的周向方向连接到分隔壁的两侧,并且可在扭转夹具的厚度方向上弯曲。
35.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,分隔壁可设置为敞开端部的形式。
36.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,从扭转夹具的上表面向下形成可插入有插入部的插入狭缝。
37.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,单元分隔件的相邻的插入部可通过垫圈固定。
38.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备,垫圈可与扭转夹具的上表面螺栓接合。
39.根据示例性实施例,采用单独的分隔构件以分隔扭转夹具之间的线圈接收凹部,从而确保扭转夹具的强度,提高焊接部的扭转质量,并且使扭转夹具损坏的风险最小化。
40.在本发明的详细描述中将明确地或隐含地描述可通过示例性实施例获得或预测的其他效果。也就是说,将在下面的详细描述中描述根据示例性实施例预测的各种效果。
附图说明
41.附图旨在用作描述本发明的示例性实施例的参考,并且附图不应被解释为限制本发明的技术精神。
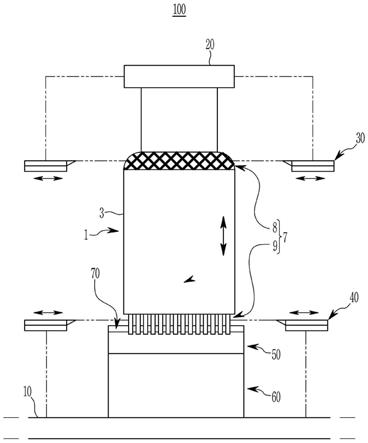
42.图1是示意性地示出了根据示例性实施例的用于扭转分段型定子线圈(segment type stator coil)的焊接部的设备的视图。
43.图2示出了根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备所应用的冠部固定夹具。
44.图3示出了根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备所应用的焊接部固定夹具。
45.图4是示出了根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备所应用的扭转夹具和分隔构件的结构的组合立体图。
46.图5是示出了根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备所应用的扭转夹具和分隔构件的组合结构的放大局部立体图。
47.图6示意性地示出了根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备所应用的驱动单元。
48.图7和图8示出了根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备所应用的分隔构件的示例性变型。
49.图9和图10示出了根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备所应用的分隔构件的其他示例性变型。
50.标号描述:
51.1:定子
52.3:定子芯
53.7:定子线圈
54.8:冠部
55.9:焊接部
56.10:框架
57.20:芯夹持器
58.30:冠部固定夹具
59.30a、40a:驱动电机
60.30b、40b:驱动齿轮
61.31:第一固定轨道板
62.33、43:引导轨道
63.34:第一固定构件
64.35、45:凸轮从动件突出部
65.37:第一移动轨道板
66.39、49:凸轮从动件轨道
67.40:焊接部固定夹具
68.41:第二固定轨道板
69.44:第二固定构件
70.47:第二移动轨道板
71.50:扭转夹具
72.51:线圈接收凹部
73.60:驱动单元
74.61:驱动齿轮构件
75.63:伺服电机
76.70、170、270:分隔构件
77.71、171:螺栓接合部
78.73、173、273:分隔壁
79.75、175:螺栓接合孔
80.77、177、277:螺栓接合凹部
81.81:螺栓
82.100:扭转设备
83.170a、270a:单元分隔件
84.271:插入部
85.274:插入狭缝
86.276:垫圈
具体实施方式
87.下文将参考附图更充分地描述本发明,在附图中示出了本发明的示例性实施例。本领域技术人员将认识到,描述的实施例可修改成各种不同的方式,而这些所有方式都不脱离本发明的精神或范围。
88.为了使本发明的实施例清楚,与本描述无关的零件将被省略。并且贯穿说明书,相同的元件或等同物由相同的参考标号来表示。
89.此外,在附图中任意地示出了每个元件的尺寸和厚度,但是本发明不必受限于此,并且在附图中可为了清楚而放大层、膜、面板、区域等的厚度。
90.此外,在下文的描述中,将部件的名称分成第一、第二等以将名称区分开是因为这些部件的名称彼此相同,而这些部件的顺序不受限于此。
91.此外,除非明确地描述成相反,否则词语“包括”及其诸如“包含”或“含有”的变型应理解成指的是包括陈述的元件但是不排除任何其他元件。
92.此外,说明书中描述的诸如“单元”、“器件”、“零件”和“构件”等术语中的每个都意味着执行至少一个功能或操作的综合性元件的单元。
93.图1是示意性地示出了根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备的视图。
94.参考图1,首先,应用到示例性实施例的发夹绕组型定子1可应用到驱动电机,该驱动电机用于作为对环境友好的车辆的混合动力车辆和/或电动车辆,这种车辆通过电能获得驱动扭矩。驱动电机包括应用到示例性实施例的定子1和相对于定子1设置有一定气隙的转子(未示出)。
95.在上文中,定子1包括定子芯3,在该定子芯中堆叠有多个电工钢片。定子芯3具有穿过多个狭槽而缠绕的发夹型定子线圈7(在行业中通常称为导体、分段线圈(segment coil)或扁平线圈)。
96.在上文中,发夹型定子线圈7设置成例如呈u形或v形的具有一对支腿的发夹型,并且可设置成正方形截面的扁平线圈。
97.这种发夹型定子线圈7插入到定子芯3的狭槽中,并且一对支腿穿过狭槽的下端伸出。此外,定子线圈7的支腿可被焊接以形成电连接电路。
98.在以上描述中,示例性实施例被描述为应用到对环境友好的车辆所采用的驱动电机中的发夹绕组型定子,但是本发明的范围不必理解为限于此。可理解,本发明的技术构思可应用于具有各种类型和用途的发夹型定子的驱动电机。
99.同时,在组装驱动电机的加工中,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备100可应用到组装发夹绕组型定子1的加工。
100.此外,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备100可应用于扭转焊接部9,在扩大从定子芯3的下端突出的定子线圈7的焊接部9之间的间隔的加宽加工之后,将发夹型定子线圈7插入到定子芯3的狭槽中。扭转定子线圈7的焊接部9的原因是使焊接部9的电流运动路径对齐。
101.此处,从定子芯3的上端突出的定子线圈7的上端可被限定为冠部8。此外,从定子芯3的下端突出的焊接部9穿过沿着定子芯3的径向方向的狭槽径向布置。
102.此外,在径向最外侧处沿周向布置的定子线圈7被称为第一层,并且沿定子芯3的径向方向位于第一层内部的层被称为第二层、第三层、第四层、第五层、第六层等。
103.在下文中,参考组成元件在附图中的安装位置,就部分而言,向上设置的部分被称为上部、上端、上表面以及上端部,仍就部分而言,向下设置的部分被称为下部、下端、下表面以及下端部。
104.根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备100构造成使得在保持用于使定子线圈7的层分离的凹槽结构的同时,就定子线圈7的焊接部9的插入而言,可实现用于扭转焊接部9的夹具的维护容易。
105.为了这个目的,根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备100包括框架10、芯夹持器20、冠部固定夹具30、焊接部固定夹具40、扭转夹具50、驱动单元60和分隔构件70。
106.在上文中,框架10用于安装各种组成元件(将在下文中进一步描述这些组成元件),并且安装在加工工作区域的底部。框架10可形成为单个框架或者彼此连接的两个或更多个框架。
107.此外,框架10可包括用于支撑各种组成元件的多种辅助元件,诸如支架、棒、杆、
板、块、肋、卡圈等。
108.然而,由于上述辅助元件用于在框架10中安装将在下面进一步描述的组成元件,所以除非例外的情况,否则上述辅助元件统称为框架10。
109.在示例性实施例中,芯夹持器20能在上下方向上移动地安装在框架10的上侧上。芯夹持器20包括指状夹持装置和升降装置,该指状夹持装置通过致动器的操作而夹持定子芯3的内周,该升降装置用于使夹持装置在上下方向上往复移动。
110.由于这种芯夹持器20可如本领域已知的那样构造,所以不再进一步详细描述其构造。
111.在示例性实施例中,冠部固定夹具30用于在定子线圈7的上侧处固定冠部8。冠部固定夹具30安装在芯夹持器20上。
112.如图2所示,冠部固定夹具30设置成能在芯夹持器20的边缘上来回径向地移动,并且可插入定子线圈7的冠部8之间。
113.冠部固定夹具30包括:第一固定轨道板31,该第一固定轨道板为盘形的并且固定地安装在芯夹持器20的边缘侧上;以及多个第一固定构件34,这些第一固定构件安装在第一固定轨道板31上以能够来回径向地移动。
114.引导轨道33径向地形成在第一固定轨道板31的上表面上,并且第一固定构件34与第一固定轨道板31的引导轨道33可滑动地耦接。此处,第一固定构件34包括凸轮从动件突出部35。
115.此外,冠部固定夹具30包括盘形的第一移动轨道板37,该第一移动轨道板作为用于使第一固定构件34来回移动的驱动装置并且通过驱动电机30a和驱动齿轮30b可旋转地安装在芯夹持器20的边缘侧上。
116.第一移动轨道板37支撑第一固定构件34的凸轮从动件突出部35并且形成与凸轮从动件突出部35凸轮接触的凸轮从动件轨道39。
117.此处,凸轮从动件轨道39形成为轨道凹部,该轨道凹部的截面朝向第一移动轨道板37的中心弯曲成圆形。第一固定构件34的凸轮从动件突出部35滑入凸轮从动件轨道39中。第一固定构件34的凸轮从动件突出部35与凸轮从动件轨道39可滑动地耦接。
118.参考图1,在示例性实施例中,焊接部固定夹具40用于固定定子线圈7的焊接部9。焊接部固定夹具40安装在框架10上。
119.如图3所示,焊接部固定夹具40设置在框架10上以能来回径向地移动,并且可插入定子线圈7的焊接部9之间。
120.焊接部固定夹具40包括:第二固定轨道板41,该第二固定轨道板是盘形的并且固定地安装在框架10上;以及多个第二固定构件44,这些第二固定构件安装在第二固定轨道板41上以便能来回径向地移动。
121.引导轨道43径向地形成在第二固定轨道板41的上表面上,并且第二固定构件44与第二固定轨道板41的引导轨道43可滑动地耦接。此处,第二固定构件44包括凸轮从动件突出部45。
122.此外,焊接部固定夹具40包括盘形的第二移动轨道板47,该第二移动轨道板作为用于使第二固定构件44来回移动的驱动装置并且通过驱动电机40a和驱动齿轮40b可旋转地安装在框架10上。
123.第二移动轨道板47支撑第二固定构件44的凸轮从动件突出部45并且形成与凸轮从动件突出部45凸轮接触的凸轮从动件轨道49。
124.此处,凸轮从动件轨道49形成为轨道凹部,该轨道凹部的截面朝向第二移动轨道板47的中心弯曲成圆形。第二固定构件44的凸轮从动件突出部45与凸轮从动件轨道49可滑动地耦接。
125.参考图1,在示例性实施例中,扭转夹具50总体上扭转定子线圈7的焊接部9,并且扭转夹具设置成环形且可旋转地安装在框架10中。
126.图4是示出了根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备所应用的扭转夹具和分隔构件的结构的组合立体图。图5是示出了根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备所应用的扭转夹具和分隔构件的组合结构的放大局部立体图。
127.参考图4和图5,对于定子线圈7的每一层而言,根据示例性实施例的扭转夹具50沿着定子芯3的径向方向设置。
128.此处,扭转夹具50的数量设置成对应于定子线圈7的层数,并且每个扭转夹具50形成为环形。例如,对应于定子线圈7的第一层的扭转夹具50设置在最外侧上,而对应于第二层、第三层、第四层、第五层和第六层的扭转夹具50按顺序地设置在最外侧的扭转夹具50的内部。虽然为了便于说明,附图中仅示出了与定子线圈7的第一层和第二层相对应的面向彼此的两个扭转夹具50,但是这可容易地理解。
129.扭转夹具50可旋转地安装在框架10上,对于定子线圈7的每一层而言,扭转夹具可在不同的方向上旋转。即,用于奇数层的定子线圈7的扭转夹具50与用于偶数层的定子线圈7的扭转夹具50可在不同的方向上旋转。
130.每个扭转夹具50沿着周向方向形成多个线圈接收凹部51,这些线圈接收凹部面向形成一对扭转夹具的另一个扭转夹具50。即,如果第一扭转夹具50朝向第二扭转夹具50形成线圈接收凹部51,则第二扭转夹具50朝向第一扭转夹具50形成线圈接收凹部51。线圈接收凹部51是这样的部分,定子线圈7的焊接部9插入到该部分中,并且线圈接收凹部沿上下方向形成在扭转夹具50的外周表面上。
131.如上述的,线圈接收凹部51形成在一对扭转夹具50的面向彼此的相邻表面上。即,线圈接收凹部51形成在一个扭转夹具50的内周上并且形成在另一个扭转夹具50的外周上。形成在一对扭转夹具50上的线圈接收凹部51可面向彼此组合以形成通道或凹槽。
132.参考图1,在示例性实施例中,驱动单元60用于将用于奇数层的定子线圈7的扭转夹具50和用于偶数层的定子线圈7的扭转夹具50在不同的方向上旋转。
133.驱动单元60安装在框架10上以连接到扭转夹具50。如图6所示,这种驱动单元60包括驱动齿轮构件61和伺服电机63。
134.驱动齿轮构件61沿上下方向设置在框架10上,并且分别连接到扭转夹具50。伺服电机63是能够对旋转方向和旋转速度进行伺服控制的电机,并且分别连接到驱动齿轮构件61。伺服电机63可经由驱动轴与驱动齿轮构件61齿轮啮合。
135.参考图4和图5,在示例性实施例中,分隔构件70可阻挡形成一对扭转夹具50的面向彼此的线圈接收凹部51,并且分隔构件可拆卸地设置在一对相邻的扭转夹具50中的一个处。分隔构件70设置成大致环形,并且可通过螺栓81接合在扭转夹具50的上表面上。
136.分隔构件70大致为环形,并且一体地形成螺栓接合部71和分隔壁73。螺栓接合部71在扭转夹具50的上表面上沿水平方向设置,介于线圈接收凹部51之间,并且通过螺栓81接合在扭转夹具50的上表面上。
137.此处,在螺栓接合部71中分别形成螺栓接合孔75。此外,在扭转夹具50的上表面中形成连接到螺栓接合孔75的螺栓接合凹部77。
138.因此,在螺栓81通过螺栓接合孔75接合到螺栓接合凹部77的同时,分隔构件70可固定地耦接到扭转夹具50的上表面。
139.此外,设置在螺栓接合部71之间的分隔壁73一体地连接到螺栓接合部71,并且沿竖直方向(螺栓接合部71的竖直方向)设置在扭转夹具50的面向彼此的线圈接收凹部51之间。
140.在上文中,分隔壁73设置在形成一对扭转夹具的两个扭转夹具50之间,并且可将这一对扭转夹具50的已结合形成通道或凹槽的线圈接收凹部51分成两个通道或凹槽。
141.下文中,参考附图详细描述根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备100的操作。
142.首先,在示例性实施例中,发夹型定子线圈7插入到定子芯3的狭槽中。此处,定子线圈7沿径向方向插入定子芯3的狭槽中,并且在插入端处的焊接部9穿过狭槽突出。
143.在这种状态下,在示例性实施例中,定子芯3的内周被芯夹持器20夹持。此时,冠部固定夹具30的第一固定构件34沿着第一固定轨道板31上的引导轨道33向后移动。此外,第一固定构件34的凸轮从动件突出部35由第一移动轨道板37的凸轮从动件轨道39支撑。
144.随后,在示例性实施例中,当第一移动轨道板37在一个方向上旋转时,通过凸轮从动件轨道39和凸轮从动件突出部35的凸轮操作,第一移动轨道板37的旋转运动被转换为第一固定构件34的线性运动。
145.因此,在示例性实施例中,第一固定构件34通过第一固定轨道板31上的引导轨道33向前移动,并且第一固定构件34插入在定子线圈7的冠部8之间,从而固定冠部8。
146.在这种状态下,在示例性实施例中,定子芯3通过芯夹持器20向下移动,并且对于定子线圈7的每一层而言,定子线圈7的焊接部9插入到扭转夹具50的线圈接收凹部51中。
147.此处,分隔构件70通过穿过螺栓接合部71的螺栓81与一对扭转夹具50中的一个接合。此外,分隔构件70的分隔壁73竖直地设置在一对扭转夹具50的面向彼此的线圈接收凹部51之间,并且将已结合形成一个通道或凹槽的线圈接收凹部51分成两个通道或凹槽。
148.因此,对于定子线圈7的每一层而言,定子线圈7的焊接部9分别插入到扭转夹具50的线圈接收凹部51中,该线圈接收凹部插置有分隔构件70的分隔壁73。
149.此外,焊接部固定夹具40的第二固定构件44沿着第二固定轨道板41上的引导轨道43向后移动。此外,第二固定构件44的凸轮从动件突出部45由第二移动轨道板47的凸轮从动件轨道49支撑。
150.在示例性实施例中,当定子线圈7的焊接部9分别插入扭转夹具50的线圈接收凹部51中时,第二移动轨道板47旋转。然后,在示例性实施例中,通过凸轮从动件轨道49和凸轮从动件突出部45的凸轮操作,第二移动轨道板47的旋转运动被转换为第二固定构件44的线性运动。
151.因此,在示例性实施例中,第二固定构件44通过第二固定轨道板41上的引导轨道
43向前移动,并且第二固定构件44插入在定子线圈7的焊接部9之间,从而固定焊接部9。
152.然后,在示例性实施例中,扭转夹具50通过驱动单元60使定子线圈7的奇数层和偶数层在不同方向上旋转。
153.因此,在示例性实施例中,当定子线圈7的焊接部9插入到扭转夹具50的线圈接收凹部51中时,对于每层定子线圈7而言,扭转夹具50在不同方向上旋转,因此,可在通过线圈接收凹部51的内表面和分隔构件70的分隔壁73来支撑焊接部9的同时使焊接部9扭转。
154.同时,在示例性实施例中,在扭转和形成定子线圈7的焊接部9的加工中,通过如上所述的一系列加工和逆向加工可能发生分隔构件70的损坏。
155.在这种情况下,在示例性实施例中,损坏的分隔构件70可通过松开螺栓81而与扭转夹具50分离,并且新的分隔构件70可安装在扭转夹具50上。
156.根据如上所述的根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备100,扭转夹具50的线圈接收凹部51设计成开放结构,使得传统领域中的凹槽壁被移除,并且改为采用单独的分隔构件70来使线圈接收凹部51在扭转夹具50之间分隔开,从而确保扭转夹具50的强度。
157.因此,在示例性实施例中,通过单独应用分隔构件70,可提高焊接部9的扭转质量,并且可使扭转夹具50损坏的风险最小化。
158.此外,在示例性实施例中,当分隔构件70损坏时,可仅更换分隔构件70而不需要更换整个扭转夹具50。因此,可降低更换整个扭转夹具50的成本并且扭转夹具50的维护变得较容易,从而可改善扭转夹具50的维护性。
159.图7和图8示出了根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备所应用的分隔构件的示例性变型。
160.参考图7和图8,根据本示例性变型的分隔构件170可包括多个单元分隔件170a,这些单元分隔件通过螺栓81沿着扭转夹具50的周向方向与扭转夹具50的上表面接合。即,本示例性变型例的分隔构件170包括作为多个工件的单元分隔件170a。
161.这种单元分隔件170a一体地形成一对螺栓接合部171和单个分隔壁173。一对螺栓接合部171水平地设置在扭转夹具50的上表面上,介于扭转夹具50的线圈接收凹部51之间,并且通过螺栓81与扭转夹具50的上表面接合。
162.此处,在一对螺栓接合部171上分别形成螺栓接合孔175。此外,在扭转夹具50的上表面上形成相应地连接到螺栓接合孔175的螺栓接合凹部177。
163.因此,单元分隔件170a可通过螺栓81沿着周向方向固定地耦接在扭转夹具50上表面上,该螺栓通过螺栓接合孔175与螺栓接合凹部177接合。
164.此外,分隔壁173设置在一对螺栓接合部171之间并且与螺栓接合部171一体地连接。此外,分隔壁173竖直地设置在扭转夹具50的线圈接收凹部51之间。
165.在上文中,分隔壁173将一对扭转夹具50的已结合形成一个通道或凹槽的线圈接收凹部51分成两个通道或凹槽。
166.因此,在示例性实施例中,由于单元分隔件170a呈多个工件的形式,这些工件构成通过螺栓81与扭转夹具50接合的分隔构件170,当分隔构件170发生损坏时,可仅替换对应于损坏区域的单元分隔件170a,因此,可实现较容易地维护扭转夹具50。
167.图9和图10示出了根据示例性实施例的用于扭转分段型定子线圈的焊接部的设备
所应用的分隔构件的其他示例性变型。
168.参考图9和图10,根据示例性实施例的分隔构件270可包括多个单元分隔件270a,这些单元分隔件沿着扭转夹具50的周向方向设置并且从扭转夹具50的上表面朝向下表面插入。即,本示例性变型例的分隔构件270包括作为多个工件的单元分隔件270a。
169.在本示例性变型例中,单元分隔件270a设置为板型,该板型的中央部在扭转夹具50的厚度方向上弯曲。这种单元分隔件270a中的每个都一体地形成一对插入部271和一个分隔壁273。
170.一对插入部271设置在单元分隔件270a的中央部的两侧上,并且从扭转夹具50的线圈接收凹部51的两侧沿上下方向插入到扭转夹具50中,从而插置在扭转夹具50的线圈接收凹部51之间。
171.分隔壁273是设置在一对插入部271之间并且与其一体地连接的中央部,并且分隔壁竖直地设置在扭转夹具50的面向彼此的线圈接收凹部51之间。
172.此处,一对插入部271沿扭转夹具50的周向方向连接到分隔壁273的两侧,并沿扭转夹具50的厚度方向弯曲。即,分隔壁273设置成敞开端的形式,例如c形形式。
173.此外,从扭转夹具50的插置在线圈接收凹部51之间的上表面向下形成可插入插入部271的插入狭缝274。在将分隔壁273设置在线圈接收凹部51内部的状态下,一对插入部271向下插入到插入狭缝274内。
174.此外,单元分隔件270a的相邻插入部271由垫圈276固定,并且垫圈276通过螺栓81与扭转夹具50的上表面接合。此外,在扭转夹具50的上表面中形成通过垫圈276与螺栓81接合的螺栓接合凹部277。
175.因此,单元分隔件270a通过插入部271向下插入到扭转夹具50的插入狭缝274中,单元分隔件270a的分隔壁273竖直地设置在扭转夹具50的面向彼此的线圈接收凹部51之间。
176.在这种状态下,在本示例性变型例中,垫圈276设置在扭转夹具50的上表面上的相邻的插入部271上方,并且螺栓81通过垫圈276与扭转夹具50的上表面的螺栓接合凹部277接合。因此,单元分隔件270a可沿着周向方向与扭转夹具50固定地耦接。
177.因此,在示例性实施例中,分隔构件270构造成使得呈多个工件的形式的单元分隔件270a插入到扭转夹具50中,并且单元分隔件270a通过垫圈276和螺栓81与扭转夹具50接合。因此,在分隔构件270损坏的情况下,可仅更换对应于损坏区域的单元分隔件270a,从而可实现较容易地维护扭转夹具50。
178.虽然已经结合当前被认为是实用的示例性实施例描述了本发明,但是应理解,本发明不限于所公开的实施例。相反,旨在覆盖被包括在所附权利要求的精神和范围内的各种修改和等同布置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。