1.本发明属于电子电路技术领域,尤其涉及一种电子电路和电路快速制作系统。
背景技术:
2.目前,在电路板线路制作过程中,通常需要在已有导电孔的覆铜板上覆压感光干膜,经曝光、显影之后,在感光干膜上形成所需要的线路图形,然后将显影处理后的覆铜板用蚀刻液浸泡或喷淋,通过蚀刻液将覆铜板上没有感光干膜保护的铜面蚀刻掉,进而在覆铜板上形成需要的线路图形,然后再上阻焊绿油,工序繁琐,并且需要定制化的掩模板,造成电路板制作时长增加,从而造成整个制作成本增加的问题。
技术实现要素:
3.有鉴于此,本发明的一个目的是提出一种电路快速制作系统,以解决现有技术中工序复杂、效率低、成本高的问题。
4.在一些说明性实施例中,所述电路快速制作系统,包括:基材固定单元,用以承载和固定基材;第一涂覆单元,用以在基材的表面上涂覆形成可移除的第一绝缘层;光图案化照射单元,用以对形成的第一绝缘层上与目标电路相反的区域进行光固化处理,使第一绝缘层上接受照射的区域转变为不可移除的第二绝缘层;第一清除单元,用以清除第二绝缘层中残留的第一绝缘层,在第二绝缘层中形成与目标电路一致的凹槽;第二涂覆单元,用以向第二绝缘层中的凹槽内填入电子浆料;运动单元,用以控制各单元部件运动。
5.在一些可选地实施例中,所述电路快速制作系统,还包括:电子浆料固化单元,用以使凹槽内的电子浆料固化。
6.在一些可选地实施例中,所述电路快速制作系统,还包括:表面平整化单元,用以对第一绝缘层、第二绝缘层、电子浆料中的一个或多个进行表面平整化处理。
7.在一些可选地实施例中,所述电路快速制作系统,还包括:第二清除单元,用以清除第二绝缘层表面上残留的未固化的电子浆料。
8.在一些可选地实施例中,所述电路快速制作系统,还包括:密闭壳体,用以容纳各单元部件;该密闭壳体连通有负压系统,该负压系统用以使密闭壳体内部构成负压环境或真空环境。
9.在一些可选地实施例中,所述电路快速制作系统,所述光图案化照射单元选用lcd光固化组件。
10.在一些可选地实施例中,所述第二涂覆单元选用刮涂组件;其中,所述刮涂组件包括:可与基材齐平的底板、倒扣在所述底板上的油墨盅、以及驱动油墨盅进行直线位移的推拉气缸。
11.在一些可选地实施例中,所述电子浆料选用以下之一:低熔点金属、低熔点金属与高熔点金属的混合浆料、低熔点金属与高分子材料的混合浆料、高熔点金属与高分子材料的混合浆料、低熔点金属、高熔点金属与高分子材料的混合浆料。
12.在一些可选地实施例中,所述第一绝缘层通过阻焊油墨形成。
13.本发明的另一个目的在于提出一种电子电路,该电子电路可通过上述任一项所述的电路快速制作系统实现。
14.与现有技术相比,本方案具有如下优势:
15.本发明实施例通过直接在基材上制作电路凹槽,然后再填充电子浆料的方式制作单层/多层电路,具有工序简单、效率高、成本低的优点。
附图说明
16.图1是本发明实施例中电路快速制作工艺的流程图;
17.图2是本发明实施例中电路快速制作工艺的示意图;
18.图3是本发明实施例中电路快速制作工艺的平整化处理示例;
19.图4是本发明实施例中电路快速制作工艺的刮涂电子浆料示例;
20.图5是本发明实施例中多层电路的结构示例一;
21.图6是本发明实施例中多层电路的结构示例二;
22.图7是本发明实施例中电路快速制作系统的结构示例。
具体实施方式
23.以下描述和附图充分地示出本发明的具体实施方案,以使本领域的技术人员能够实践它们。其他实施方案可以包括结构的、逻辑的、电气的、过程的以及其他的改变。实施例仅代表可能的变化。除非明确要求,否则单独的部件和功能是可选的,并且操作的顺序可以变化。一些实施方案的部分和特征可以被包括在或替换其他实施方案的部分和特征。本发明的实施方案的范围包括权利要求书的整个范围,以及权利要求书的所有可获得的等同物。在本文中,本发明的这些实施方案可以被单独地或总地用术语“发明”来表示,这仅仅是为了方便,并且如果事实上公开了超过一个的发明,不是要自动地限制该应用的范围为任何单个发明或发明构思。
24.需要说明的是,在不冲突的情况下本发明实施例中的各技术特征均可以相互结合。
25.本发明实施例中提出了一种电路快速制作工艺,具体地,如图1-2,图1为本发明实施例中的电路快速制作工艺的流程图;图2为本发明实施例中的电路快速制作工艺的示意图。该电路快速制作工艺,包括:
26.步骤s1、选择一基材1;
27.其中,基材1可为刚性基材、柔性不可拉伸基材、柔性可拉伸基材等;具体地,刚性基材例如fr4、fr1、玻璃、塑料等;柔性不可拉伸基材例如pet、pi、pvc、pp、pen、pe、pc等;柔性可拉伸基材例如pu、弹力布、硅胶、乳胶等。
28.步骤s2、在所述基材1的表面形成可移除的第一绝缘层2,并将所述第一绝缘层2转变为具有与目标电路一致的凹槽4且不可移除的第二绝缘层3;
29.其中,第一绝缘层2和第二绝缘层3的至少一个目的在于,其间形成与目标电路一致的凹槽4,用以容纳电子浆料,从而形成与目标电路一致的电子电路。该步骤中“可移除”和“不可移除”是针对同一种手段而言,例如显影剂、指定溶剂、水等等;如第一绝缘层可通
过显影剂溶解去除,转变成第二绝缘层后无法通过显影剂溶解去除。具体地,绝缘层可选用光固化阻焊油墨、光固化胶、光敏树脂、热固化树脂、热固化阻焊油墨、聚四氟乙烯等。
30.步骤s3、将电子浆料5填入所述凹槽4内,固化后得到所述目标电路;
31.其中,该步骤中将电子浆料填入凹槽的方式可不限于直写、刮涂、喷涂、旋涂、印刷等方式。具体地,电子浆料不限于低熔点金属、低熔点金属与高熔点金属的混合浆料、低熔点金属与高分子材料的混合浆料、高熔点金属与高分子材料的混合浆料、低熔点金属、高熔点金属与高分子材料的混合浆料;在一些其它实施例中,亦可以通过非金属导电材料替换上述混合浆料中的低熔点金属和/或高熔点金属。
32.重复步骤s2-s3,直至得到目标层数的电路;其中,重复次数大于等于0。优选地,重复次数可为0、1、2、3、4、5、6;其中,重复0次,即不重复,可通过一次步骤s1-s3完成单层电路的制作;重复1次,即在s3之后继续进行s2-s3,实现双层电路板的制作,以此类推,在此不再赘述。
33.本发明实施例通过直接在基材上制作电路凹槽,然后再填充电子浆料的方式制作单层/多层电路,具有工艺简单、效率高、成本低的优点。
34.在一些实施例中,本发明实施例中的第一绝缘层2和第二绝缘层3可由阻焊油墨(即绿油、阻焊剂)形成,从而直接利用阻焊油墨在基材上形成容纳电子浆料的凹槽,后续通过向凹槽内填充电子浆料,即可得到电子电路。该实施例相比传统的在覆铜板上利用菲林掩模蚀刻电路,然后再在电路上涂覆形成阻焊层,然后利用菲林掩模在选择性光固化,形成图案化的阻焊层的工艺手段而言,进一步减少了工序和成本,提高了制作效率,保障了电子电路的稳定性和可靠性。
35.具体地,第一绝缘层2可为未固化的阻焊油墨,第二绝缘层3可为固化后的阻焊油墨;其中,“未固化的阻焊油墨”可以包括未固化、以及预固化,未固化的阻焊油墨处于流体状态,预固化的阻焊油墨处于硬质的固体状态,但预固化的阻焊油墨可以通过对应的显影剂进行移除;“固化后的阻焊油墨”是指完全固化后的阻焊油墨,无法通过上述显影剂移除。
36.另一方面,本发明实施例中的阻焊油墨可选用光固化型,如uv阻焊剂;即本发明实施例中将第一绝缘层2转变为具有与目标电路一致的凹槽4且不可移除的第二绝缘层3,可以包括:通过lcd、dlp或sla光固化技术,对所述第一绝缘层2上与目标电路相反的区域进行光固化处理,使第一绝缘层2上接受光照射的区域形成不可移除的第二绝缘层3,而第一绝缘层2上与目标电路一致的区域,则由于未受到光照,仍然保持着第一绝缘层2的状态,即形成不可移除的第二绝缘层3,以及残留可移除的与目标电路一致的第一绝缘层2;然后去除残留的第一绝缘层2,从而在第二绝缘层3中形成与目标电路一致的凹槽4。其中,去除方式不限于与该阻焊油墨对应的显影剂的清洗等。本领域技术人员可以理解,对于残留的第一绝缘层的去除也还可以通过激光蚀刻、机械蚀刻等方式实现。
37.其中,lcd光固化技术是通过光源配合lcd数码掩模实现光的图案化,dlp光固化技术是直接通过光投影的方式实现光的图案化,sla光固化技术是通过控制激光扫描实现光的图案化。lcd、dlp或sla光固化技术相对于传统掩模板而言,由于其通过数字电子驱动,因此可以软件控制实现光的图案化,无需制版工序,可极大的提升电路制作效率,并且可以满足用户个性化的电路设计需求。
38.在本发明的另一些实施例中,亦可以选用热固化型的阻焊油墨,然后通过图案化
的热辐射进行选择性固化,例如红外激光、或者配合隔热掩模等。
39.本发明实施例中将电子浆料5填入凹槽4的方式可不限于直写、刮涂、喷涂、旋涂、印刷等方式。具体地,电子浆料不限于低熔点金属、低熔点金属与高熔点金属的混合浆料、低熔点金属与高分子材料的混合浆料、高熔点金属与高分子材料的混合浆料、低熔点金属、高熔点金属与高分子材料的混合浆料;在一些其它实施例中,亦可以通过非金属导电材料替换上述混合浆料中的低熔点金属和/或高熔点金属。
40.具体地,在绝缘层选用阻焊油墨的情况下,形成的第二绝缘层的表面对于纯金属电子浆料而言,可以表现良好的疏离性质,即表面不粘附电子浆料,因此在向凹槽内填入电子浆料时,无需过分担忧电子浆料在绝缘层表面的残留问题,填入方式可以如直写、刮涂、喷涂、旋涂、印刷等方式,即使在绝缘层表面出现残留也容易通过擦拭的方式去除,从而使电子浆料只在凹槽内形成电路。优选地,电子浆料的填入方式可选用刮涂的方式,相对于其它方式而言,刮涂方式具有工艺简单、要求低、效率高、可靠性强的优势。在另一些实施例中,绝缘层亦可以选用其它对于纯金属电子浆料而言具有类似效果的表面选择性的材料形成,例如聚四氟乙烯等。
41.而对包含有高分子材料的电子浆料而言,由于其对于绝缘层的表面很难表现出疏离性质,因此可以通过直写、喷涂等方式直接在凹槽内进行选择性填充,可以避免在凹槽外的绝缘层的表面出现残留。在另一些实施例中,对于包含有高分子材料的电子浆料而言,亦可以选用刮涂的方式进行填充,而为了避免电子浆料在绝缘层表面出现残留,可以通过提升绝缘层表面的平整度实现,以此使刮刀将电子浆料推入凹槽的同时,也同步刮离绝缘层表面残留的电子浆料。
42.即,本发明实施例中在向凹槽内填入电子浆料之前,可以通过对绝缘层的表面进行平整化处理,有利于避免或降低绝缘层表面的电子浆料。其中,该平整化处理可以对第一绝缘层进行,也可以对第二绝缘层进行,也可以先后分别对第一绝缘层和第二绝缘层进行平整化处理;平整化处理的方式不限于激光切割、水平抛光等。优选地,水平抛光的方式相对于激光切割而言,对于设备的要求低,工序也更为简便,易于实施。具体地,水平抛光应用于硬质的第一绝缘层或第二绝缘层,可通过抛光件对于绝缘层的表面进行打磨,也可以通过控制绝缘层在抛光面上进行打磨实现。
43.如图3,在另一些实施例中,亦可以通过如下手段实现对绝缘层的表面平整化,该手段包括:利用透光材质的水平镜面6(例如玻璃、膜、以及复合材料)压制在流体状态的第一绝缘层2上,以实现对第一绝缘层2的平整化处理,待第一绝缘层2转变为硬质状态后,使水平镜面与绝缘层进行分离,从而得到表面平整的绝缘层。其中,将第一绝缘层2转变为硬质状态不限于预固化、或完全固化。
44.优选地,水平镜面6选用复合基材,包括透光的离型膜61和透光的刚性板62,利用该复合基材的离型膜的一侧压制第一绝缘层,以便于后续的两者的分离,而该复合基材的刚性板的刚性强度则保证压制时的力度的均匀性,从而保证压制的平整度。
45.优选地,通过水平镜面6压制流体状态的第一绝缘层2上后,通过lcd、dlp或sla光固化技术,透过水平镜面6对所述第一绝缘层2上与目标电路相反的区域进行光固化处理,然后将水平镜面6与第二绝缘层3进行分离,将残留的第一绝缘层2进行移除,从而得到具有凹槽4、且表面平整的第二绝缘层3。
46.如图4,在一些可选地实施例中,将电子浆料5通过刮涂的方式推入所述凹槽4内,得到所述目标电路,包括:选择一感光膜7;利用刮刀8隔着所述感光膜7,将电子浆料5推入所述凹槽4,并且使感光膜7同步覆盖在所述第二绝缘层上;通过lcd、dlp或sla光固化技术,对所述感光膜上与目标电路一致的区域依次进行光照、显影处理;清除所述第二绝缘层上未被感光膜覆盖的、残留的电子浆料;对处于所述第二绝缘层中的凹槽内的电子浆料进行固化处理;对剩余的感光膜进行脱模处理,得到所述目标电路。其中,固化和脱模的步骤顺序可以颠倒。
47.该实施例中通过感光膜可以实现对电子浆料的选择性图案化的处理,利用对感光膜上与目标电路一致的区域进行光照处理,从而使该区域的感光膜固化,形成对下层凹槽内的电子浆料的保护层,然后利用该感光膜的显影剂对未固化的感光膜进行显影处理,移除与目标电路相反的区域的感光膜,从而使第二绝缘层暴露出来,再通过擦拭或其它方式去除第二绝缘层上残留的电子浆料,然后固化电子浆料,再对固化的感光膜进行脱模处理,从而得到电子电路。另一方面,通过驱动刮刀同步驱动感光膜覆膜和电子浆料的填充,有利于排出凹槽内的气体,提升电子浆料的填充质量。
48.在一些可选地实施例中,将电子浆料通过刮涂的方式推入所述凹槽内,得到所述目标电路,还可以包括如下手段实现:首先,电子浆料可选用光固化型或热固化型的电子浆料;针对于光固化型的电子浆料而言,可通过lcd、dlp、sla光固化技术对第二绝缘层的凹槽内的电子浆料进行固化处理,然后通过擦拭或其它方式清除第二绝缘层上残留的未固化的电子浆料,得到与目标电路一致的电子电路。针对于热固化型的电子浆料而言,可通过激光扫描烧结的方式对第二绝缘层的凹槽内的电子浆料进行选择性固化处理,然后通过擦拭或其它方式清除第二绝缘层上的残留的未固化的电子浆料,得到与目标电路一致的电子电路。
49.在另一些实施例中,还可以通过如下方式去除残留在第二绝缘层表面的电子浆料,包括:对电子浆料进行整体的固化处理,然后通过水平抛光的方式清除残留在第二绝缘层表面上的电子浆料;其中,该实施例中的水平抛光的深度大于残留在第二绝缘层表面上的电子浆料的厚度,小于凹槽内的电子浆料的厚度。通过该实施例对整体固化的电子浆料进行整体平整化打薄,从而去除第二绝缘层表面上残留的电子浆料。优选地,该实施例适用于热固化型的电子浆料,电子浆料的固化方式可通过常规的热烘、高温烧结等。
50.在一些可选地实施例中,所述将电子浆料填入所述凹槽内,得到所述目标电路,包括:在负压环境中,将电子浆料填入所述凹槽内,得到所述目标电路。该实施例中通过为填充提供负压或真空环境,可以进一步排出凹槽内的气体,提升电子浆料的填充质量。
51.本发明实施例中针对于多层电路板而言,可以通过重复进行步骤s2-s3实现,从而得到层层堆叠的多层电路;其中,针对于多层电路之间存在导电连接的需求的情况,其间的电路层之间的相应位置处可以为过孔结构,该过孔结构作为每层电路中的部分,通过凹槽填充一体化实现。
52.图5示出了本发明实施例中多层电路示例一,第一电路层d1与第二电路层d2之间通过过孔g连接,首先在形成第一电路层d1时实现第一电路层d1上的第一过孔g1,然后再在制作第二电路层d2时实现第二电路层d2上的第二过孔g2,第一过孔g1和第二过孔g2中的电子浆料5实现第一电路层d1和第二电路层d2的导电连接。
53.图6示出了本发明实施例中多层电路示例二,第三电路层d3隔着第四电路层d4与第五电路层d5通过过孔g导电连接,其原理与上述实施例一致,而由于第四电路层d4不需要与第三电路层d3和第五电路层d5导电连接,因此只需要在过孔区域同样设置过孔,即通过过孔结构g3、g4和g5连接第三电路层d3和第五电路层d5。
54.本发明实施例中的“第一”、“第二”等表述,仅用于区分两个及两个以上的相似部件,并不对其先后顺序、层数进行限制。
55.本发明实施例中还提出了一种热固化型的电子浆料,按重量百分比计,该电子浆料由1%~60%的液态金属固载粉末,30%~70%的导电粉体(如高熔点金属),0.1%~2%的助剂,1%~10%的基础树脂和2%~30%的溶剂组成,以使得由电子浆料制成的导电线路具有优异的综合性能(如成型特性、初始电学性能、抗剥落性等)。其中,所述液态金属固载粉末包括液态金属液滴以及包覆于所述液态金属液滴外部的固载粉末,所述液态金属液滴中的液态金属的熔点低于室温。
56.示例性地,电子浆料中液态金属固载粉末的重量百分比为1%、2%、5%、8%、10%、15%、20%、25%、30%、35%、40%、45%、50%、55%或者60%;导电粉体的重量百分比为30%、35%、40%、45%、50%、55%、60%、65%或者70%;基础树脂的重量百分比为1%、2%、3%、4%、5%、6%、7%、8%、9%或者10%;溶剂的重量百分比为2%、5%、10%、12%、15%、17%、20%、24%、27%或者30%;助剂的重量百分比为0.1%、0.2%、0.3%、0.4%、0.5%、0.7%、1%、1.5%或者2%。
57.优选地,本发明实施例中的固载粉末为质轻且比表面积大的粉末,以使其对液态金属具有较好的包覆效果。可选地,固载粉末的粒径范围为7nm~4μm,比表面积为100m2/g~3000m2/g。示例性地,本发明实施例中的固载粉末包括气相二氧化硅,硅气凝胶,碳气凝胶,石墨烯,碳纳米管,碳黑,石墨,富勒烯,硅藻土,硅灰石,海泡石中的一种或几种。
58.可选地,本发明实施例中的液态金属为熔点低于室温的金属单质或合金,如镓铟合金、镓锡合金、镓单质、镓铟锡合金或者镓铟锡锌合金等。
59.可选地,本发明实施例中的液态金属液滴的直径为0.1μm~10μm。其中,当液态金属液滴的直径小于0.1μm时,较难制备,且在弯折破坏力下液态金属固载粉末较难破碎,进而存在无法补偿导电粉体有效接触减少造成的电阻上升;当液态金属液滴的直径大于10μm时,液态金属液滴比重较大,相分离严重,主要沉积于成型涂层底部,表面分布量过少,此外当直径过大的液态金属液滴进一步增多时,会在成型过程中提前造成一定数量的液态金属液滴外包覆的固载粉末外壳被破坏,不仅会降低液态金属导电浆料的整体附着力,也容易在制作复杂且线间距较低的图案时,造成短路风险,且还会增加导电线路在弯折、拉伸或扭曲过程中的电阻变化。
60.可选地,本发明实施例中的基础树脂为聚酯树脂、聚氨酯树脂、聚丙烯酸树脂、氯乙烯醋酸乙烯树脂、环氧树脂、环氧丙烯酸树脂、环氧丙烯酸酯树脂、聚酯丙烯酸酯树脂、酚醛树脂、硝化纤维素、乙基纤维素、醇酸树脂、氨基树脂中的一种或多种。选择上述基础树脂的原因在于:一方面上述基础树脂能够与液态金属稳定长时间存在,且ph接近中性,无强碱性或酸性组份,不会与液态金属发生显著的化学反应,另一方面,上述基础树脂可以保证液态金属导电浆料具备良好的融合性并且无显著分相。
61.可选地,本发明实施例中的导电粉体包括银粉、铜粉、银包铜粉、铁粉、铁镍粉中的
一种或多种。示例性地,导电粉体可以为片状银粉、球状银粉、棒状银粉、针状银粉、树枝状银粉等。
62.可选地,本发明实施例中的溶剂为乙酸乙酯、醋酸丁酯、醋酸异戊酯、乙醇酸正丁酯、石油醚、丙酮、丁酮、环己酮、甲基异丁基酮、二异丁基酮、甲苯、二甲苯、丁基卡必醇、醇酯12、dbe、乙二醇丁醚、乙二醇乙醚、二丙二醇甲醚、二乙二醇乙醚醋酸酯、二乙二醇丁醚醋酸酯、乙二醇丁醚乙酸酯、正己烷、环己烷、正庚烷、正辛烷、异辛烷中的一种或几种。
63.可选地,本发明实施例中的助剂可以包括分散剂、润湿剂、消泡剂、流平剂等中的一种或多种。分散剂包括阴离子表面活性剂、非离子表面活性剂和高分子表面活性剂中的一种或几种。
64.本发明实施例中还提出了一种光固化型的电子浆料,按重量百分比计,该电子浆料包括:5%~30%主体树脂,10%~60%导电粉体,2%~30%电子辐照固化剂,1%~40%液态金属、10%~30%活性稀释剂和0%~10%助剂,其中,液态金属为熔点低于室温的金属单质或合金。
65.其中,主体树脂作为成膜物,导电粉体和液态金属作为导电功能相,电子辐照固化剂用于促进主体树脂固化,活性稀释剂用于溶解主体树脂至所需粘度,助剂用于提升电子浆料的综合性能。
66.示例性地,电子浆料中主体树脂的重量百分比为5%、10%、15%、20%、25%或者30%;导电粉体的重量百分比为10%、20%、30%、40%、50%或者60%;电子辐照固化剂的重量百分比为2%、5%、10%、15%、20%、25%或者30%;液态金属的重量百分比为1%、5%、10%、15%、20%、25%、30%、35%或者40%;活性稀释剂的重量百分比为10%、15%、20%、25%或者30%;助剂的重量百分比为0%、2%、4%、6%、8%或者10%。
67.制成的导电线路在固化过程中,由于其中电子辐射固化剂的存在,使得通过电子束照射即可使主体树脂发生聚合与交联,进而转变为固体,实现导电线路的固化,进而实现导电功能,且由于其中的液态金属在室温呈液态,具有很好的流动性,可以增大导电粉体之间的接触面,从而提高电子电路的电学性能。
68.可选地,本发明实施例中的主体树脂包括有机硅树脂、丙烯酸树脂、聚氨酯树脂、聚氨酯改性丙烯酸树脂、环氧丙烯酸酯中的一种或几种的组合。
69.可选地,本发明实施例中的导电粉体包括银粉、铜粉、银铜粉、碳粉、金粉、钯粉、铂粉、镍粉中的一种或几种。
70.可选地,本发明实施例中的活性稀释剂包括甲基丙烯酸甲酯、丙烯酸乙酯、丙烯酸正丁酯、丙烯酸异丁酯、甲基丙烯酸羟乙酯、丙烯酸四氢呋喃酯、丙烯酸月桂酯、丙烯酸甲氧乙酯、丙烯酸异冰片酯中的一种或几种。
71.可选地,本发明实施例中的液态金属包括镓铟合金、镓锡合金、镓单质、镓铟锡合金、镓铟锡锌合金中的一种或几种。
72.实施例1
73.电子浆料:室温液态金属,即常温环境下呈液体状态的低熔点金属,如镓铟合金等;
74.绝缘层:光固化型的阻焊油墨;
75.该电路快速制作工艺,包括:
76.步骤s101.选择一基材;
77.步骤s102.在基材的表面涂覆形成阻焊层;
78.步骤s103.通过lcd、dlp、sla光固化技术对阻焊层上与目标电路相反的区域进行光固化;
79.步骤s104.移除未固化的阻焊层,形成与目标电路一致的凹槽;
80.步骤s105.通过刮刀将液态金属推入凹槽中,形成电子电路;
81.其中,由于液态金属与阻焊层的疏离性质,因此不会在阻焊层上残留或残留极少,通过简单擦拭即可去除残留。
82.实施例2
83.电子浆料:室温固态金属,即常温环境下呈固体状态的低熔点金属,如铋铟锡合金等;
84.绝缘层:光固化型的阻焊油墨;
85.该电路快速制作工艺,与实施例的区别点在于,在步骤s104~s105之间,还包括:
86.将室温固态金属升温,将其转变为液体状态,然后通过s105实现在凹槽内的填充;其中,凹槽内的液态金属在降温后转变为固体状态。
87.实施例3
88.电子浆料:掺杂有高分子材料的混合浆料;
89.绝缘层:光固化型的阻焊油墨;
90.该电路快速制作工艺,包括:
91.步骤s201.选择一基材;
92.步骤s202.在基材的表面涂覆形成阻焊层;
93.步骤s203.对形成的阻焊层进行预固化处理,使其转变为可移除的硬质结构;
94.步骤s204.对硬质的阻焊层的表面进行水平抛光,得到表面平整的阻焊层;
95.步骤s205.通过lcd、dlp、sla光固化技术对阻焊层上与目标电路相反的区域进行光固化;
96.步骤s206.移除未固化的阻焊层,形成与目标电路一致的凹槽;
97.步骤s207.通过刮刀将电子浆料推入凹槽中,形成电子电路。
98.其中,在步骤s207之后,还可以包括:对电子浆料进行固化处理。
99.该实施例中通过对预固化的阻焊层进行平整化处理,提升了阻焊层的表面平整度,通过刮刀将电子浆料推入凹槽的过程中,刮刀可尽可能的抵在阻焊层的表面,避免或降低电子浆料在阻焊层表面上的残留。
100.其中,步骤s204亦可以放在步骤s206之后,步骤s207之前;或者,在步骤s206~207之间加入一步骤,实现对完全固化的阻焊层的再次抛光处理。
101.实施例4
102.电子浆料:掺杂有高分子材料的混合浆料;
103.绝缘层:光固化型的阻焊油墨;
104.该电路快速制作工艺,该实施例与实施例3基本一致,区别之处在于通过如下技术方案替代实施例3的步骤s203和s204;
105.步骤s203’.利用水平镜面压制流体状态的阻焊层;
106.以及在步骤s205~s206之间,加入将水平镜面与阻焊层进行分离的操作。
107.实施例5
108.电子浆料:掺杂有高分子材料的混合浆料;
109.绝缘层:光固化型的阻焊油墨;
110.该电路快速制作工艺,包括:
111.步骤s301.选择一基材;
112.步骤s302.在基材的表面涂覆形成阻焊层;
113.步骤s303.通过lcd、dlp、sla光固化技术对阻焊层上与目标电路相反的区域进行光固化;
114.步骤s304.移除未固化的阻焊层,形成与目标电路一致的凹槽;
115.步骤s305.通过控制刮刀隔着感光膜将电子浆料推入凹槽内,并且使感光膜同步覆盖在阻焊层的表面;
116.步骤s306.通过lcd、dlp、sla光固化技术对感光膜上与目标电路一致的区域进行光固化处理;
117.步骤s307.移除未固化的感光膜,使其下的阻焊层和残留的电子浆料暴露;
118.步骤s308.清除阻焊层上残留的电子浆料;
119.步骤s309.对固化后的感光膜进行脱模处理,去除固化后的感光膜,得到电子电路。
120.其中,在步骤s309之后,还可以包括:对电子浆料进行固化处理。
121.该实施例中通过使用感光膜,可以有效的降低阻焊层上残留的电子浆料对于整体的影响,使残留的电子浆料容易去除,并且通过刮涂电子浆料的同步覆盖感光膜,也可以进一步提升凹槽内的填充质量,避免缝隙虚填的缺陷。
122.实施例6
123.电子浆料:掺杂有高分子材料的混合浆料,混合浆料为光固化型;
124.绝缘层:光固化型的阻焊油墨;
125.该电路快速制作工艺,包括:
126.步骤s401.选择一基材;
127.步骤s402.在基材的表面涂覆形成阻焊层;
128.步骤s403.通过lcd、dlp、sla光固化技术对阻焊层上与目标电路相反的区域进行光固化;
129.步骤s404.移除未固化的阻焊层,形成与目标电路一致的凹槽;
130.步骤s405.通过刮刀将电子浆料推入凹槽中,形成电子电路;
131.步骤s406.通过lcd、dlp、sla光固化技术对凹槽内的电子浆料进行选择性光固化;
132.步骤s407.清除阻焊层表面未固化的电子浆料,得到目标电路。
133.该实施例中由于步骤s403和步骤s406可通过同一种图案化的光固化技术实现,因此可以降低设备结构的复杂度,易于实施和功能的复用。
134.实施例7
135.电子浆料:掺杂有高分子材料的混合浆料,混合浆料为热固化型;
136.绝缘层:光固化型的阻焊油墨;
137.该电路快速制作工艺,相对于实施例6而言,区别之处在于,通过激光扫描固化的方式替代步骤s406。
138.实施例8
139.该实施例与前述实施例1-7的区别之处在于,将刮涂电子浆料的步骤置于负压环境/真空环境中进行,以此进一步抽走凹槽内残留的气体,以便于电子浆料的填实。
140.本发明中的上述各实施例中的技术特征,在引起技术冲突的前提下,可以相互组合。
141.本发明实施例中还公开了一种电子电路,该电子电路可通过上述任一项所述的电路快速制作工艺实现。该电子电路不限于单层电路或多层电路。
142.本发明实施例中还公开了一种电路快速制作系统,用以实现上述任一项的电路快速制作工艺。具体地,该电路快速制作系统,包括:
143.基材的固定单元,用以承载与固定基材;
144.第一涂覆单元,用以在基材的表面上涂覆形成第一绝缘层;
145.光图案化照射单元,用以对形成的第一绝缘层上与目标电路相反的区域进行光固化处理,使第一绝缘层上接受照射的区域转变为第二绝缘层;
146.第一清除单元,用以清除第二绝缘层中残留的第一绝缘层,从而在第二绝缘层中形成与目标电路一致的凹槽;
147.第二涂覆单元,用以向第二绝缘层中的凹槽内填入电子浆料。
148.其中,第一绝缘层可通过相应的手段移除,而第二绝缘层无法通过该手段移除。
149.利用该实施例中的电路快速制作系统制作多层电路板时,可通过重复使用第一涂覆单元、光图案化照射单元、第一清除单元和第二涂覆单元实现多层电路板的制作。
150.可选地,第一涂覆单元的实现方式不限于刮涂、喷涂、旋涂、印刷、直写等方式;
151.可选地,光图案化照射单元的实现方式不限于lcd数码掩模技术、dlp数字投影技术、以及sla激光扫描技术等;
152.可选地,第一清除单元的实现方式不限于机械擦拭、风压、施加相应的显影剂、溶剂、水等之一或组合;例如浸润有显影剂的擦拭布。
153.可选地,第二涂覆单元的实现方式不限于刮涂、喷涂、旋涂、印刷、直写等方式;
154.具体地,本发明实施例中的基材不限于刚性基材、柔性不可拉伸基材、柔性可拉伸基材等;具体地,刚性基材例如fr4、fr1、玻璃、塑料等;柔性不可拉伸基材例如pet、pi、pvc、pp、pen、pe、pc等;柔性可拉伸基材例如pu、弹力布、硅胶、乳胶等。
155.具体地,本发明实施例中的绝缘层材料不限于固化阻焊油墨、光固化胶、光敏树脂、热固化树脂、热固化阻焊油墨、聚四氟乙烯等。
156.具体地,本发明实施例中的电路快速制作系统适用的电子浆料不限于低熔点金属、低熔点金属与高熔点金属的混合浆料、低熔点金属与高分子材料的混合浆料、高熔点金属与高分子材料的混合浆料、低熔点金属、高熔点金属与高分子材料的混合浆料;在一些其它实施例中,亦可以通过非金属导电材料替换上述混合浆料中的低熔点金属和/或高熔点金属。
157.在一些实施例中,可通过预先在基材表面形成第一绝缘层;因此,在一些情况下,可将上述电路快速制作系统中的第一涂覆单元省略。
158.在一些实施例中,该电路快速制作系统,还可包括:电子浆料固化单元,用以使凹槽内的电子浆料固化;其实现方式不限于热烘、高温烧结、激光烧结、lcd/dlp/sla光固化技术、热辐射等方式。
159.在一些实施例中,该电路快速制作系统,还可包括:表面平整化单元,用以对绝缘层和/或电子浆料进行表面平整化处理;其中,该表面平整化单元的实现方式不限于水平抛光、激光切割等。
160.在一些实施例中,该电路快速制作系统中的光图案化照射单元,还可用以对感光膜进行图案化的固化处理。
161.在一些实施例中,该电路快速制作系统,还可包括:第二清除单元,用以移除未固化的感光膜。
162.在一些实施例中,该电路快速制作系统,还可包括:密闭壳体,其内部用以容纳各单元部件;进一步的,该电路快速制作系统,还可包括:负压系统,用以在将电子浆料填入凹槽的过程中,使密闭壳体内部处于负压或真空状态。
163.在一些实施例中,该电路快速制作系统,还可包括:运动组件,该运动组件用于控制各单元部件运动;其中,运动组件不限于x、y、z轴移动部件、旋转部件、流水线单元等等。
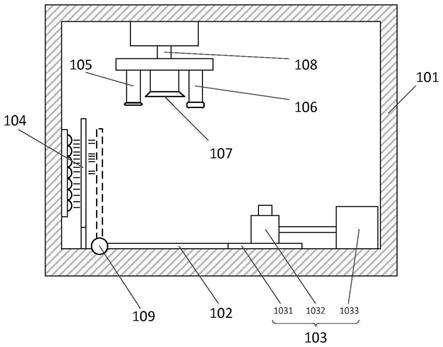
164.如图7,优选地,本发明实施例中的电路快速制作系统,包括:壳体101、底座102、刮墨组件103、lcd光固化组件104、抛光组件105、第一清除组件106、热烘组件107、以及驱动所述抛光组件105、第一清除组件106、热烘组件107相对于基材进行相对移动的运动组件108。其中,底座102用于固定基材,设于壳体101的底面;lcd光固化组件104用于形成图案化的光照射,设于壳体101的侧壁上;底座102靠近lcd光固化组件104的一侧设于转轴109,可使底座102带动基材沿转轴进行旋转,从而使基材与lcd光固化组件104的光线照射方向垂直;抛光组件105、第一清除组件106、热烘组件107设于底座102的上方,通过运动组件108带动沿x、y、z轴中的任意方向移动,从而对底座102上的基材进行相应作业。刮墨组件103包括:底板1031、倒扣在底板1031上的油墨盅1032、以及驱动油墨盅1032进行直线位移的推拉气缸1033。其中,底板1031与水平状态下的底座102齐平且接壤连接,油墨盅1032内容纳有电子浆料。
165.其中,lcd光固化组件含光源、以及与该光源配合的lcd屏,该lcd屏根据目标电路的图形样貌实现区域化的透光和阻光,从而实现对光源的图案化选择,因此达到目标图案的光线照射。
166.工作时,首先将涂覆有第一绝缘层的基材固定在底座102上,然后通过转轴109向上方旋转90
°
,以此使基材达到与lcd光固化组件104的光照射方向垂直,待基材上的第一绝缘层的目标区域转变为第二绝缘层后,再通过转轴109将其恢复至水平状态,然后通过运动组件108带动第一清除组件106对基材上未固化的第一绝缘层进行擦除,使基材形成具有与目标电路一致的凹槽的第二绝缘层;然后控制推拉气缸1033驱使油墨盅1032向基材进行往复运动,从而使油墨盅1032内部的电子浆料通过油墨盅1033的边缘的压力驱使下填入凹槽内,完成目标电路的填充,通过运动组件108带动热烘组件107移动至基材的正上方,并启动热烘组件实现电子浆料的固化,然后再驱动抛光组件105实现对基材表面的整体水平减薄,从而去除残留在第二绝缘层表面上的电子浆料,完成电子电路的制作。
167.上述工作方式仅为电路快速制作系统的一示例,其工作方式还可以通过其它方式
进行组合,例如在完成第二绝缘层的固化后,待底座102恢复至水平状态时,可先通过抛光组件105对绝缘层进行整体水平抛光。
168.在另一些实施例中,通过该电路快速制作系统制作多层电路板时,可以在每层电路板制作完成后,通过降低底座的高度或提升刮墨组件的高度实现高层电路板的制作。相应的高度驱动结构可通过本领域中的常规技术实现,在此不再赘述。
169.再有,上述电路快速制作系统为本发明的优选实施例,亦可通过其它替代方案对其中的单元组件进行替代,以及根据实际需求加入上述其它的功能单元组件。
170.本发明实施例中的电路快速制作系统,具有占用空间小,结构简单、易于实施的优点,可以满足桌面级的电子电路制作需求,并且通过采用光图案化部件替代传统的掩模板,节省了掩模制版的繁琐,提高的电子电路的制作效率,可以满足用户的个性化设计需求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。