技术特征:
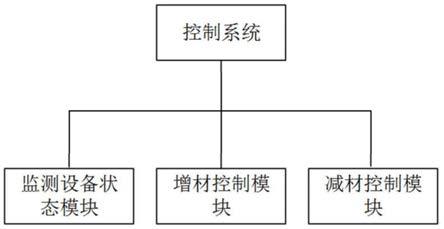
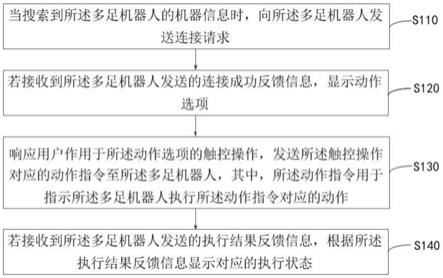
1.多线程交替实现增减材的设备控制系统,其特征在于,包括:监测控制模块,增材制造模块,减材制造模块;所述增材制造模块,用于将增材制造控制过程封装进增材线程,启动后该线程输出指令控制增材设备进行增材制造;所述减材制造模块,用于将减材制造控制过程封装进减材线程,启动后该线程输出指令控制减材设备在成型平面上运行铣削操作;所述监测控制模块,用于监测设备状态,运行守护线程;所述守护线程用于根据用户的指令和监测设备的状态协调增材线程与减材线程交替进行,直到工件加工的全部线程完毕,分别退出增材线程和减材线程。2.根据权利要求1所述的多线程交替实现增减材的设备控制系统,其特征在于,还包括系统界面模块,用于接收用户输入的指令,调用监测控制模块启动守护线程实现对工件的增减材制造。3.根据权利要求2所述的多线程交替实现增减材的设备控制系统,其特征在于,所述守护线程,在启系统界面且连接到设备后自动启动,在系统界面与设备断开连接后自动退出。4.根据权利要求1所述的多线程交替实现增减材的设备控制系统,其特征在于,所述设备状态包括增材制造和减材制造完成的信号量以及增材制造和减材制造设备各轴的位置。5.根据权利要求1所述的多线程交替实现增减材的设备控制系统,其特征在于,增材制造过程包括输出指令至增材制造设备,增材制造设备在成型平面上均匀铺粉和振镜引导激光扫描轨迹。6.根据权利要求5所述的多线程交替实现增减材的设备控制系统,其特征在于,增材制造过程具体包括:a.控制铺粉轴在成型平面上均匀铺粉;b.控制振镜引导激光在金属粉末上扫描轨迹,使得金属粉末熔融烧结为目标形状,完成本层操作;c.返回步骤a直到增材次数i等于预设次数n时,向守护线程发送信号,要求运行减材线程,增材线程被阻塞,进入等待的状态。7.根据权利要求1所述的多线程交替实现增减材的设备控制系统,其特征在于,所述减材制造控制过程包括:控制三轴数控铣刀到达预设的目标位置,对已成型的工件执行铣削操作;然后向守护线程发送结束信号。8.根据权利要求7所述的多线程交替实现增减材的设备控制系统,其特征在于,所述铣削操作包括对工件外轮廓的加工和成型表面的加工。9.根据权利要求7所述的多线程交替实现增减材的设备控制系统,其特征在于,所述减材线程为自动减材模式或手动减材模式;自动减材模式为增材制造n层以后控制减材设备自动进行一次减材制造;手动减材模式为在增材制造i<n的任意一层时通过系统界面手动设置一次减材制造。
技术总结
本发明涉及多线程交替实现增减材的设备控制系统,属于金属增减材制造技术领域。本发明的增材方式为铺粉式,减材方式为三轴数控铣削。包括:确定需要监测的状态量,监测线程作为守护线程;将增材控制过程封装进增材线程;将减材控制过程封装进减材线程;守护线程负责协调增材线程与减材线程的交替。本发明的系统可以实现对增减材设备的快速高效控制,可以避免软件在空闲时占用CPU资源,提高了计算效率,并且避免了因CPU负载过重导致软件界面卡死,从而导致设备失去控制的危险情况。而导致设备失去控制的危险情况。而导致设备失去控制的危险情况。
技术研发人员:田同同 赵吉宾 李论 唐成铭 周波
受保护的技术使用者:中国科学院沈阳自动化研究所
技术研发日:2020.08.21
技术公布日:2022/2/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。