1.本实用新型涉及纺织机械设备技术领域,特别是涉及一种车缝设备。
背景技术:
2.捆条包绳是将棉绳包裹在捆条中,再将捆条缝合得到的产品。目前,车缝捆条包绳时需要依靠人工同时拉扯捆条和棉绳,自动化程度较低,人力成本较高。
技术实现要素:
3.基于此,有必要提供一种车缝设备,以解决传统的车缝捆条包绳的方式自动化程度低、人力成本高的问题。
4.一种车缝设备,包括机座、储料装置、输送装置、折叠拉筒以及缝纫装置,所述储料装置、所述输送装置、所述折叠拉筒以及所述缝纫装置均设置在所述机座上;
5.所述储料装置包括用于存放第一带料的第一料卷架以及用于存放第二带料的第二料卷架;
6.所述输送装置包括第一输送辊以及第二输送辊,所述第一输送辊的辊面和所述第二输送辊的辊面相对,所述第一输送辊和所述第二输送辊之间具有过料间隙,所述第一输送辊和所述第二输送辊用于辊压所述第一带料和所述第二带料得到叠放带料并输送所述叠放带料至所述折叠拉筒;
7.所述折叠拉筒靠近所述缝纫装置的缝纫机头设置,所述折叠拉筒用于对所述叠放带料进行折叠得到折叠带料,所述缝纫装置用于对所述折叠带料进行缝纫。
8.在其中一个实施例中,所述第一料卷架具有供所述第一带料环绕的第一存放轴,所述第二料卷架具有供所述第二带料环绕的第二存放轴。
9.在其中一个实施例中,所述第一存放轴、所述第二存放轴、所述第一输送辊和所述第二输送辊的轴向平行。
10.在其中一个实施例中,所述第一存放轴、所述第二存放轴、所述第一输送辊和所述第二输送辊的轴向均为水平方向。
11.在其中一个实施例中,所述第一存放轴与所述第二存放轴相对设置。
12.在其中一个实施例中,所述第一存放轴在水平面上的投影更靠近所述第一输送辊和所述第二输送辊,所述第一存放轴的高度高于所述第二存放轴的高度,所述第二存放轴的高度高于所述过料间隙的高度。
13.在其中一个实施例中,所述车缝设备还包括控制装置以及带料状态检测装置,所述带料状态检测装置包括安装座、张紧轴、探测轴以及高度检测器,所述探测轴活动设置在所述安装座上,所述探测轴在竖直方向上的位置可调,所述输送装置、所述探测轴以及所述张紧轴在所述叠放带料的输送路径上依次设置,在自然状态下,所述探测轴的高度低于所述过料间隙的高度以及所述张紧轴的高度,所述高度检测器用于检测所述探测轴的高度,所述控制装置与所述位置感应器及所述输送装置电性连接,当所述高度检测器检测到所述
探测轴的高度达到第一高度时,所述控制装置控制所述输送装置动作以输送所述叠放带料。
14.在其中一个实施例中,所述控制装置还与所述缝纫装置电性连接,当所述高度检测器检测到所述探测轴的高度达到所述第二高度时,所述控制装置控制所述缝纫装置及所述输送装置停止工作,所述第二高度高于所述第一高度。
15.在其中一个实施例中,所述车缝设备还包括警报装置,所述警报器与所述控制装置电性连接,当所述高度检测器检测到所述探测轴的高度达到所述第二高度时,所述控制装置控制所述警报装置发出警报。
16.在其中一个实施例中,所述车缝设备还包括导引装置,所述导引装置设置在所述机座上且位于所述折叠拉筒和所述输送装置之间,所述导引装置用于引导所述叠放带料行进的方向。
17.在其中一个实施例中,所述导引装置包括安装架以及设置在所述安装架上的张力杆。
18.在其中一个实施例中,所述送布机构为送布牙。
19.与现有方案相比,上述车缝设备具有以下有益效果:
20.上述车缝设备,通过储料装置存放第一带料和第二带料,通过输送装置将第一带料和第二带料牵引至折叠拉筒进行折叠,再通过缝纫装置自动缝纫,提高自动化水平。更具体地,工作时,在第一料卷架存放第一带料,在第二料卷架存放第二带料,将第一带料和第二带料牵引至输送装置,控制第一输送辊和第二输送辊转动,以辊压第一带料和第二带料得到叠放带料,并输送叠放带料至折叠拉筒,再使叠放带料穿过折叠拉筒,进行折叠得到折叠带料,控制缝纫装置对折叠带料进行缝纫,同时,缝纫装置的送布机构拖曳带料前行。如此,在车缝过程中,带料的持续出料、输送、折叠以及缝纫可自动进行,无需依靠人工同时牵引第一带料和第二带料进行缝纫,大大降低劳动强度,降低人力成本,生产效率高。
21.上述车缝设备可应用于捆条包绳工作中,实现捆条和绳带的自动缝合。
附图说明
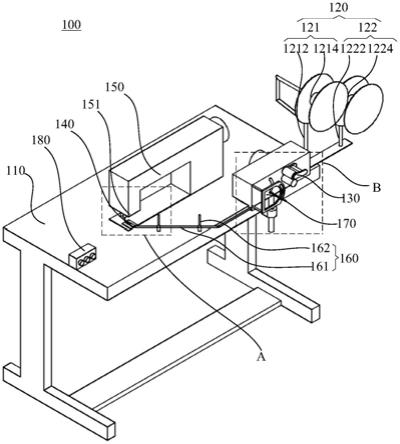
22.图1为一实施例的车缝设备的结构示意图;
23.图2为图1中a部分的放大图;
24.图3为图1中b部分的放大图。
25.附图标记说明:
26.100、车缝设备;110、机座;120、储料装置;121、第一料卷架;1212、第一支架;1214、第一存放轴;122、第二料卷架;1222、第二支架;1224、第二存放轴;130、输送装置;131、第一输送辊;132、第二输送辊;133、输送驱动部件;134、过料间隙;140、折叠拉筒;150、缝纫装置;151、缝纫机头;160、导引装置;161、安装架;162、张力杆;170、带料状态检测装置;171、安装座;172、张紧轴;173、探测轴;174、高度检测器;180、控制装置。
具体实施方式
27.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施例。但是,本实用新型可以以许多不同的形式来实
现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
28.需要说明的是,当元件被称为“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
29.在本实用新型的描述中,需要理解的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
30.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
31.请参考图1至图3所示,本实用新型一实施例的车缝设备100包括机座110、储料装置120、输送装置130、折叠拉筒140以及缝纫装置150。储料装置120、输送装置130、折叠拉筒140以及缝纫装置150均设置在机座110上。
32.储料装置120包括第一料卷架121以及第二料卷架122。第一料卷架121用于存放第一带料,第二料卷架122用于存放第二带料。
33.输送装置130包括第一输送辊131以及第二输送辊132。第一输送辊131的辊面和第二输送辊132的辊面相对,第一输送辊131和第二输送辊132之间具有过料间隙134。第一带料和第二带料从储料装置120上牵出后以叠放的方式送入第一输送辊131和第二输送辊132之间。第一输送辊131和第二输送辊132用于辊压第一带料和第二带料得到叠放带料并输送叠放带料至折叠拉筒140。折叠拉筒140靠近缝纫装置150的缝纫机头151设置。折叠拉筒140用于对叠放带料进行折叠得到折叠带料。缝纫装置150具有送布机构(图中未示出),缝纫装置150用于对折叠带料进行缝纫。缝纫装置150在缝纫时通过送布机构输送带料。
34.工作时,在第一料卷架121存放第一带料,在第二料卷架122存放第二带料,将第一带料和第二带料牵引至输送装置130,控制第一输送辊131和第二输送辊132转动,以辊压第一带料和第二带料得到叠放带料,并输送叠放带料至折叠拉筒140,再使叠放带料穿过折叠拉筒140,进行折叠得到折叠带料,控制缝纫装置150对折叠带料进行缝纫,同时,缝纫装置的送布机构拖曳带料前行。如此,在车缝过程中,带料的持续出料、输送、折叠以及缝纫可自动进行,无需依靠人工同时牵引第一带料和第二带料进行缝纫,大大降低劳动强度,降低人力成本,生产效率高。
35.上述车缝设备100可应用于捆条包绳工作中,实现捆条和绳带的自动缝合。
36.如图1所示,在其中一个示例中,第一料卷架121包括第一支架1212以及设置在第一支架1212上的第一存放轴1214,第一存放轴1214可供第一带料环绕放置。第一料卷架121包括第二支架1222以及设置在第二支架1222上的第二存放轴1224,第二存放轴1224可供第二带料环绕放置。可以理解,第一带料和第二带料可各自绕制在空心卷筒上,空心卷筒可插设在第一存放轴1214或第二存放轴1224上,方便上料或换料。
37.在其中一个示例中,第一存放轴1214、第二存放轴1224、第一输送辊131和第二输送辊132的轴向平行。如此,可以减少第一带料和第二带料打结的情况发生。
38.在图示的具体示例中,第一存放轴1214、第二存放轴1224、第一输送辊131和第二输送辊132的轴向均为水平方向。
39.在其中一个示例中,第一存放轴1214与第二存放轴1224相对设置。如此,从第一存放轴1214上引出的第一带料和从第二存放轴1224上引出的第二带料可方便以叠放的方式进入第一输送辊131和第二输送辊132之间。
40.进一步地,在其中一个示例中,第一存放轴1214在水平面上的投影与第一输送辊131和第二输送辊132在水平面上的投影相对设置。
41.在图示的具体示例中,第一存放轴1214在水平面上的投影更靠近第一输送辊131和第二输送辊132,第一存放轴1214的高度高于第二存放轴1224的高度,第二存放轴1224的高度高于过料间隙134的高度。如此,从第一存放轴1214上引出的第一带料和从第二存放轴1224上引出的第二带料可方便以叠放的方式进入过料间隙134。
42.可以理解,输送装置130还具有输送驱动部件133,输送驱动部件133与第一输送辊131和/或第二输送辊132连接以用于驱动第一输送辊131和第二输送辊132相向转动。
43.在图示的具体示例中,第一输送辊131设置在第二输送辊132的正上方。输送驱动部件133连接于第一输送辊131以用于驱动第一输送辊131转动,第一输送辊131转动时能够在摩擦作用下带动第二输送辊132转动。
44.如图3所示,在其中一个示例中,车缝设备100还包括控制装置180以及带料状态检测装置170。带料状态检测装置170包括安装座171、张紧轴172、探测轴173以及高度检测器174。探测轴173活动设置在安装座171上,探测轴173在竖直方向上的位置可调。输送装置130、探测轴173以及张紧轴172在叠放带料的输送路径上依次设置,在自然状态下,探测轴173的高度低于过料间隙134的高度以及张紧轴172的高度。叠放带料从输送装置130输出后,从探测轴173的下方探测轴173在带料的张力作用下能够上升。
45.高度检测器174用于检测探测轴173的高度,控制装置180与位置感应器及输送装置130电性连接,当高度检测器174检测到探测轴173的高度达到第一高度时,控制装置180控制输送装置130动作以输送叠放带料。
46.当缝纫装置150车缝叠放带料并牵引叠放带料前进时,探测轴173下方的叠放带料会被拉直,从松弛状态变为张紧状态,叠放带料向上顶升探测轴173,使得探测轴173的高度达到第一高度。此时,控制装置180控制输送装置130动作以输送叠放带料,实现自动送料。
47.高度检测器174可选用但不限于霍尔传感器。
48.进一步地,在其中一个示例中,控制装置180还与缝纫装置150电性连接,当高度检测器174检测到探测轴173的高度达到第二高度时,控制装置180控制缝纫装置150及输送装置130停止工作,第二高度高于第一高度。
49.由于第一带料的末端是粘结在空心卷筒上的,当空心卷筒上的第一带料用完时,第一带料会一直处于被扯直的状态,此时第一带料将对探测轴173施加更大的张力,使得探测轴173进一步被顶升。同样地,当第二带料用完时,探测轴173也会被进一步顶升。当探测轴173的高度升至第二高度时,说明第一带料或者第二带料已经用完,此时控制装置180控制缝纫装置150及输送装置130停止工作。
50.进一步地,在其中一个示例中,车缝设备100还包括警报装置(图中未示出),警报器与控制装置180电性连接,当高度检测器174检测到探测轴173的高度达到第二高度时,控
制装置180控制警报装置发出警报,通过操作人员进行处理。
51.如图1所示,在其中一个示例中,车缝设备100还包括导引装置160,导引装置160设置在机座110上且位于折叠拉筒140和输送装置130之间,导引装置160用于引导叠放带料行进的方向。通过设置导引装置160,对叠放带料进行引导,可以更加灵活地设置折叠拉筒140和输送装置130之间的位置关系。
52.在其中一个示例中,所述导引装置160包括安装架161以及设置在支架上的张力杆162,叠放带料借助张力杆162实现转向。张力杆162可以有多个,多个张力杆162在叠放带料的输送路径上依次设置。例如在图示的具体示例中,安装架161上设置有两个竖直设置的张力杆162。
53.在其中一个示例中,送布机构为送布牙。
54.进一步地,本实用新型还提供一种车缝方法,其使用上述任一示例的车缝设备100,该车缝方法包括以下步骤:
55.在第一料卷架121存放第一带料,在第二料卷架122存放第二带料;
56.控制第一输送辊131和第二输送辊132转动,以辊压第一带料和第二带料得到叠放带料,并输送叠放带料至折叠拉筒140;
57.使叠放带料穿过折叠拉筒140,进行折叠得到折叠带料;
58.控制缝纫装置150对折叠带料进行缝纫。
59.下面以图示具体示例的车缝设备100及其车缝方法为例,对本实用新型进行进一步说明,但本实用新型并不局限于以下具体示例,应当理解,所附权利要求概括了本实用新型的范围在本实用新型构思的引导下本领域的技术人员应意识到,对本实用新型的各实施例所进行的一定的改变,都将被本实用新型的权利要求书的精神和范围所覆盖。
60.如图1至图3所示,一具体示例的车缝设备100包括机座110、储料装置120、输送装置130、折叠拉筒140、缝纫装置150、带料状态检测装置170、导引装置160、警报装置以及控制装置180。储料装置120、输送装置130、折叠拉筒140以及缝纫装置150、带料状态检测装置170、导引装置160均设置在机座110上。控制装置180控制输送装置130、缝纫装置150、带料状态检测装置170以及警报装置的动作。
61.储料装置120包括第一料卷架121以及第二料卷架122。第一料卷架121用于存放第一带料,第一料卷架121包括第一支架1212以及设置在第一支架1212上的第一存放轴1214,第一存放轴1214可供第一带料环绕放置。第二料卷架122用于存放第二带料。第一料卷架121包括第二支架1222以及设置在第二支架1222上的第二存放轴1224,第二存放轴1224可供第二带料环绕放置。
62.输送装置130包括第一输送辊131、第二输送辊132以及输送驱动部件133。第一输送辊131的辊面和第二输送辊132的辊面相对,第一输送辊131和第二输送辊132之间具有过料间隙134。输送驱动部件133连接于第一输送辊131以用于驱动第一输送辊131转动。第一输送辊131和第二输送辊132用于辊压第一带料和第二带料得到叠放带料并输送叠放带料至折叠拉筒140。
63.第一存放轴1214、第二存放轴1224、第一输送辊131和第二输送辊132的轴向均为水平方向。第一存放轴1214与第二存放轴1224相对设置。第一存放轴1214在水平面上的投影更靠近第一输送辊131和第二输送辊132,第一存放轴1214的高度高于第二存放轴1224的
高度,第二存放轴1224的高度高于过料间隙134的高度。
64.折叠拉筒140靠近缝纫装置150的缝纫机头151设置。折叠拉筒140用于对叠放带料进行折叠得到折叠带料。缝纫装置150具有送布机构,具体为送布牙,缝纫装置150用于对折叠带料进行缝纫。缝纫装置150在缝纫时通过送布机构输送带料。
65.导引装置160设置在机座110上且位于折叠拉筒140和输送装置130之间。导引装置160包括安装架161以及设置在安装架161上的张力杆162,叠放带料借助张力杆162实现转向。张力杆162有多个,多个张力杆162在叠放带料的输送路径上依次设置。
66.带料状态检测装置170包括安装座171、张紧轴172、探测轴173以及高度检测器174。探测轴173活动设置在安装座171上,探测轴173在竖直方向上的位置可调。输送装置130、探测轴173以及张紧轴172在叠放带料的输送路径上依次设置,在自然状态下,探测轴173的高度低于过料间隙134的高度以及张紧轴172的高度。
67.高度检测器174用于检测探测轴173的高度。当高度检测器174检测到探测轴173的高度达到第一高度时,控制装置180控制输送装置130动作以输送叠放带料。当高度检测器174检测到探测轴173的高度达到第二高度时,控制装置180控制缝纫装置150及输送装置130停止工作,并控制警报装置发出警报。其中,第二高度高于第一高度。
68.上述具体示例的车缝设备100的车缝方法如下:
69.在第一料卷架121存放第一带料,在第二料卷架122存放第二带料。将第一带料和第二带料牵出,以叠放的形式送入第一输送辊131和第二输送辊132之间的过料间隙134,得到叠放带料。将叠放带料穿过探测轴173的下方,再从张紧轴172的上方经过,接着借助导引架引导至折叠拉筒140。将叠放带料穿过折叠拉筒140得到折叠带料,再将折叠带料引导至缝纫装置150。
70.缝纫装置150车缝叠放带料并牵引叠放带料前进时,探测轴173下方的叠放带料会被拉直,从松弛状态变为张紧状态,叠放带料向上顶升探测轴173,使得探测轴173的高度达到第一高度。此时,控制装置180控制输送装置130动作以输送叠放带料,实现自动送料。当第一带料或者第二带料用完时,探测轴173受到更大的张力,使得探测轴173进一步被顶升,当探测轴173的高度升至第二高度时,控制装置180控制缝纫装置150及输送装置130停止工作,并控制警报装置发出警报。
71.上述车缝设备100及车缝方法,通过储料装置120存放第一带料和第二带料,通过输送装置130将第一带料和第二带料牵引至折叠拉筒140进行折叠,再通过缝纫装置150自动缝纫,提高自动化水平。更具体地,工作时,在第一料卷架121存放第一带料,在第二料卷架122存放第二带料,将第一带料和第二带料牵引至输送装置130,控制第一输送辊131和第二输送辊132转动,以辊压第一带料和第二带料得到叠放带料,并输送叠放带料至折叠拉筒140,再使叠放带料穿过折叠拉筒140,进行折叠得到折叠带料,控制缝纫装置150对折叠带料进行缝纫,同时,缝纫装置的送布机构拖曳带料前行。如此,在车缝过程中,带料的持续出料、输送、折叠以及缝纫可自动进行,无需依靠人工同时牵引第一带料和第二带料进行缝纫,大大降低劳动强度,降低人力成本,生产效率高。
72.上述车缝设备100及车缝方法可应用于捆条包绳工作中,实现捆条和绳带的自动缝合。
73.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实
施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
74.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。