1.本实用新型涉及一种植入物用钻头(implantatbohrer),特别是一种牙科植入物用钻头。
背景技术:
2.在现有技术中植入物是众所周知的。这些植入物通常带有假体并牢固地固定在周围的骨骼中。为了将植入物插入到骨骼中,在此必须在骨骼中创建凹槽。在此,根据周围的骨骼,必须分别决定骨骼中的凹槽是通过钻孔还是通过压实来实现。在现有技术中,这两种操作是通过不同的工具实现的,即,一方面通过一个钻头或一组钻头,另一方面通过一个或多个诸如凿子等压实工具。在此,提供不同的工具可能导致混淆,也可能导致较高的工作量。
技术实现要素:
3.因此,本实用新型的目的是实现一种能够为特别是人的诸如颚骨等骨骼的植入物提供凹槽的简单且可靠的方式。
4.根据本实用新型,提供了一种植入物用钻头,特别是牙科植入物用钻头。有利地,植入物用钻头包括安装区和加工区,其中,植入物用钻头特别在纵向方向上或沿纵向方向延伸,其中,植入物用钻头在纵向方向上的远端区域特别由安装区和加工区形成,其中,加工区可以包括至少两个加工结构,其中,特别是由这些加工结构形成的加工区形成为使得它可以在围绕纵向方向正向旋转时移除骨材料,并使得它可以在围绕纵向方向负向旋转时压实骨材料。植入物用钻头能够用于通过旋转运动在骨骼(特别是人的颌骨)中提供凹槽或孔。该孔能够用于容纳植入物,特别是牙科植入物。植入物用钻头包括安装区,该安装区被设计为或用于将植入物用钻头固定在机械工具或加工机器或手持加工设备中。特别地,这种固定允许可以将旋转运动特别以形状锁定的方式传递到植入物用钻头,且/或可以将植入物用钻头特别以形状锁定的方式保持在纵向方向上。为此,有利地,植入物用钻头的安装区包括形状锁定结构,该结构允许围绕纵向方向形状锁定地传递扭矩和/或沿纵向方向形状锁定地传递保持力。例如,这可以通过周向凹槽和/或通过剖切面来实现,该剖切面例如也可以被称为削平部。除了安装区以外,植入物用钻头还包括加工区。该加工区特别是植入物用钻头在加工期间与骨材料直接接触以在颌骨或骨材料中实现或形成凹槽或孔的区域。换句话说,植入物用钻头的加工区是用来开孔的。植入物用钻头特别在纵向方向上延伸,其中有利地,纵向方向是如下方向,在加工时植入物用钻头沿该方向旋转或植入物用钻头围绕该方向旋转。替代地或补充地,纵向方向也可以优选为如下方向,植入物用钻头在该方向上具有其最大主要尺寸。有利地,植入物用钻头在纵向方向上的其中一个远端区域由安装区和/或特别相对地由加工区形成。在此有利地,正纵向方向从安装区指向加工区,反之亦然。通过将加工区形成为植入物用钻头在纵向方向上的远端区域,植入物用钻头可以提供一种特别简单的加工方式。通过在穿过安装区的纵向方向上形成特别是相对的远端区域,
可以实现植入物用钻头在工具架中的,特别是在钻机、铣刀或机床或手动工具中的特别简单的安装。植入物用钻头的加工区有利地包括至少两个加工结构。特别地,这些加工结构是加工区的特别是在钻头被设置为旋转时使骨变形和/或骨分离的表面、边缘或其他结构。换句话说,平面的或线形的加工结构可以使骨材料变形和/或去除骨材料,其中,这种加工或变形可以通过使植入物用钻头围绕纵向方向旋转来实现。特别是由加工结构形成的加工区形成为使得它可以在围绕纵向方向正向旋转时去除骨材料,并使得它可以在围绕纵向方向负向旋转时压实骨材料。换句话说,植入物用钻头的加工区可以形成为,使得当植入物用钻头围绕纵向方向在一个方向上旋转时发生骨材料的去除(就如同例如铣刀或钻机的情况一样)。然而,如果使钻头围绕纵向方向在相反的方向上旋转,则加工区形成为使得其特别通过倾斜表面与骨材料的直接接触而将待加工的骨材料压实。通过植入物用钻头的这种不同加工方式的构造,可以使用单个工具来进行骨材料的去除和骨材料的压实。有利地,植入物用钻头或加工区,特别是加工结构形成为使得它在围绕纵向方向正向旋转时只能去除骨材料,并使得它在围绕纵向方向负向旋转时只能压实骨材料。换句话说,植入物用钻头可以形成为在围绕纵向方向旋转时(例如,在围绕纵向方向正旋转时),特别通过几何确定的刀刃仅与骨材料接触而仅去除骨材料,并在围绕纵向方向相反地旋转时,只有压实骨骼的加工结构与骨骼接触,因此在这种旋转的情况下只发生骨压实。
5.有利地,加工区包括至少两个、优选至少三个螺旋槽,其中,螺旋槽至少部分地形成和/或界定加工结构或一些加工结构。在此,螺旋槽应被理解为围绕纵向方向螺旋形地引入到植入物用钻头中的凹槽。通过引入螺旋槽,能够以特别紧凑的方式实现加工结构,特别是钻孔加工结构的构造。此外,螺旋槽还能够以简单的方式用于为去除的骨材料提供容纳空间。通过设置至少两个,优选为至少三个螺旋槽,可以实现高冷却效果,并且此外,这种类型的构造还能够在加工期间实现加工区与骨材料的特别均匀的接合特性,从而由此能够减少在通过植入物用钻头加工骨材料期间产生的振动。
6.有利地,螺旋槽特别地在圆周方向上至少部分地形成和/或界定加工结构或一些加工结构。该圆周方向尤其围绕纵向方向周向地形成。通过以部分形成和/或界定加工结构的方式利用螺旋槽,可以实现植入物用钻头的特别紧凑的设计。
7.有利地,加工区沿纵向方向包括不同的加工部,其中,植入物用钻头优选地包括至少三个加工部,其中,加工部相对于纵向方向形成不同的外轮廓坡度角,或植入物用钻头包括至少一个加工部,优选所有加工部形成为围绕纵向方向的圆柱形。在此,外轮廓坡度角应被理解为刚好能够环绕加工部的圆锥体所具有的角度,并且其中,该圆锥体的旋转对称轴线位于纵向方向上。在此有利地,外轮廓坡度角在每个加工部上是恒定的。由此可以实现每个加工部的特别简单的加工或制造。在此,围绕加工部的纵向方向的圆柱形设计特别应理解为刚好环绕加工部且其旋转对称轴线位于纵向方向上的圆锥体的外轮廓只能在无限远处与纵向方向本身相交。换句话说,外轮廓不能或不是被圆锥体环绕的,而能被或是被圆柱体环绕的。在此,圆柱形设计的优点在于由此能够实现特别简单的制造。不同加工部(也可称为加工段)具有不同角度的优点在于,由此可以通过钻头在骨材料中形成植入物凹槽而无需更换工具。特别是由于不同的加工段或加工部,因此可以将植入物用钻头形成为除了可能的预钻孔以外,只用一个植入物用钻头就能在骨骼中为植入物进行开槽。因此,可以节省耗费时间的工具更换,并且可以防止或至少减少工具混淆。有利地,植入物用钻头被设计
为,使得具有外轮廓坡度角的加工部和具有圆柱形设计的加工部在纵向方向上彼此交替的布置。在此有利地,每个加工部(针对其自身)被形成为使得其可以在围绕纵向方向正向旋转时去除骨材料,并使得其可以在围绕纵向方向负向旋转时压实骨材料。换句话说,加工部可以仅在它们的几何构造方面彼此不同,但在它们的操作模式方面可以等效地形成。
8.有利地,植入物用钻头,特别是加工区在纵向方向上通过轴向加工部界定,其中,轴向加工部相对于纵向方向形成外轮廓坡度角,其中,轴向加工部的外轮廓坡度角在60
°
至87
°
的范围内,且/或其中,轴向加工部在纵向方向上的长度在0.2mm至0.4mm的范围内。通过设置轴向加工部,其主要目的是轴向地穿透到骨材料中,当它在纵向方向上界定加工区时,可以实现特别好的穿透到颚骨中的可能性。如果轴向加工部相对于纵向方向形成60
°
至87
°
范围内的外轮廓坡度角,由此可以实现的是,能够提供一种特别快速且有效的使植入物用钻头轴向地穿透到骨材料中的可能性。如果轴向加工部在纵向方向上的长度在0.2mm至0.4mm的范围内,由此可以实现轴向加工部的特别紧凑的设计,从而可以实现特别易于操作的植入物用钻头,其中,由于特别是在牙科领域中钻头的操作区域特别小,因此这特别在牙科植入物用钻头的情况下可以是决定性的。
9.有利地,植入物用钻头,特别是加工区包括主加工部,其中,主加工部相对于纵向方向形成外轮廓坡度角,其中,主加工部的外轮廓坡度角在0.2
°
至9
°
的范围内,或其中,主加工部围绕纵向方向形成为圆柱形。主加工部特别是植入物用钻头的在纵向方向上具有最长或最大长度的加工部。在此,主加工部主要用于确保将由植入物用钻头产生的植入物容纳孔或骨凹部的最终构造。特别地,主加工部因此优选地形成骨凹部的远端部。如果主加工部相对于纵向方向形成外轮廓坡度角,其中,该外轮廓坡度角优选在0.2
°
至9
°
的范围内,则可以由此实现特别简单且良好的可安装性,特别是自动切削的植入物的可安装性,补充地或替代地优选牙科植入物的可安装性。然而,如果将主加工部围绕纵向方向形成为圆柱形,则由此可以实现钻头的特别简单的制造,并此外还可以产生植入物在骨骼中的良好保持力。
10.有利地,植入物用钻头,特别是加工区,特别优选主加工部包括周向的冷却槽,其中,冷却槽特别围绕纵向方向形成封闭环。通过设置凹槽或冷却槽,一方面增大了可用表面积,另一方面可以减小切削加工结构,特别是钻孔加工结构的切削表面,其中,这两种效果都可以有助于冷却。在此,提供足够的冷却是至关重要的,以便防止待加工的骨材料的由过热导致的创伤。在此,冷却槽特别在围绕纵向方向的封闭环中延伸。在此,封闭环应被理解为冷却槽或冷却槽的假想延伸本身是封闭的并有利地被形成为圆形的。因此,换句话说,冷却槽沿其轮廓可例如被螺旋槽或被加工结构中断,但其中,冷却槽在该中断之后继续延伸,并且与假想轮廓互补的至少冷却槽轮廓形成自身封闭的结构,特别是形成圆形的自身封闭的结构。通过冷却槽的封闭环,可以实现特别简单且快速的制造。在此有利地,这些闭合环的延伸平面垂直于纵向方向。由此可以进一步简化冷却槽的制造。替代或补充优选地,围绕其形成一个或多个冷却槽的中心点可以位于纵向方向上,以便实现快速、简单且精确的制造。
11.有利地,植入物用钻头,特别是加工区包括圆柱加工部,其中,圆柱加工部围绕纵向方向形成为圆柱形。在此有利地,圆柱加工部在纵向方向上形成在轴向加工部和主加工部之间。在此特别有用的是,圆柱加工部形成为在纵向方向上与轴向加工部相邻。通过圆柱
加工部的圆柱形构造可以实现对钻头的特别好的径向引导。通过在纵向方向上将圆柱加工部与轴向加工部直接相邻地布置和/或至少在轴向方向上将圆柱加工部布置在轴向加工部和主加工部之间,可以增大圆柱加工部的这种引导效果。
12.优选地,植入物用钻头,特别是加工区包括过渡加工部,其中,过渡加工部相对于纵向方向形成外轮廓坡度角,其中,过渡部的外轮廓坡度角特别在7
°
至15
°
的范围内。通过设置过渡加工部,能够以特别简单的方式实现易于制造的加工区的直径增大。过渡加工部位于纵向方向上,特别是在轴向加工部和主加工部之间。在此有利地,过渡加工部形成加工区的在纵向方向上形成在圆柱加工部和主加工部之间的部分。通过形成具有在7
°
至15
°
范围内的外轮廓坡度角的过渡加工部,可以在骨材料加工期间实现特别低的发热量,从而由此可以避免或至少减少由过热导致的骨创伤。
13.有利地,圆柱加工部的直径与主加工部的直径之间的比率在0.5至 0.9的范围内,优选在0.72至0.82的范围内。在此,圆柱加工部的直径是刚好环绕圆柱加工部的圆柱体的直径,其中,该假想的圆柱体具有与纵向方向一致的旋转对称轴线。换句话说,圆柱加工部的直径在此是在垂直于纵向方向的截面中刚好可以环绕圆柱加工部或主加工部的圆的直径,并且其中,该圆的中心点位于纵向方向上。在此,在本实用新型的意义上,截面中的这种可能最小的圆也被特别称为包络线。在比率在0.5 至0.9的范围内的情况下,可以实现植入物用钻头的特别简单的制造。然而,如果该比率将在0.72至0.82的范围内,则圆柱加工部可以由此实现特别好的引导效果。
14.有利地,圆柱加工部在纵向方向上的长度与主加工部在纵向方向上的长度之间的比率在0.1至0.4的范围内,优选在0.2至0.3的范围内。在比率在0.1至0.4的范围内的情况下,即使在压实骨材料时,也可以提供圆柱加工部的特别好的引导效果。然而,如果该比率将在0.2至0.3的范围内,申请人惊奇地发现可以由此产生能够实现植入物的特别好的耐久性的凹部。
15.有利地,加工区包括至少一个压实加工结构和至少一个钻孔加工结构。钻孔加工结构应特别理解为具有几何确定的刀刃的加工结构。在此,几何确定的刀刃特别用于通过切削加工来实现对骨材料的加工。这种钻孔加工结构例如可通过两个相互接触的(边界)表面的底切(hinterschnei
‑ꢀ
dung)来实现。换句话说,钻孔加工结构特别可以是两个彼此合并的表面的切削刃,其中,这些表面特别可以彼此形成底切。压实加工结构特别是设置成用于加工骨骼的结构,其可以例如由拖尾表面(nachlaufende )形成,该表面可以在骨骼上施加压力,以使其特别在要创建的孔壁的法线方向上移位,并因此实现对骨材料的压实。例如,这种压实加工结构可通过自由形态曲面或自由表面来实现,该自由形态曲面或自由表面形成为使得其通过旋转导致骨压实,或局部地向外推挤或移位与表面相邻的骨材料。例如,这可以通过使自由形态曲面或自由平面形成一个角度并由此将骨材料向外移位而实现。特别地,该自由变形曲面或自由表面可以形成为使得它是一个在圆周方向上升高的表面,该升高的表面形成为使得特别在围绕纵向方向负向旋转时自由表面与旋转轴线或与纵向方向的距离逐渐增大。因此,换句话说,该自由表面或自由形态曲面可以形成为无底切的,从而在旋转时,特别是在围绕纵向方向负向旋转时不会导致骨材料分离。通过设置不同的加工结构(即,压实加工结构和钻孔加工结构),能够以简单的方式制造加工区及其加工结构,并一体地实现压实和骨去除。
16.有利地,至少一个压实加工结构,优选为所有压实加工结构由自由表面形成,且/或其中,一个或多个压实加工结构相对于垂直于纵向方向的截面中的切线形成10
°
至45
°
的范围内的角度,优选为12
°
至40
°
的范围内的角度。在此,相关切线是加工区的包络线上的切线或是该包络线的切线,在该加工区中,压实加工结构的(尽管假想的延伸)轮廓与植入物用钻头的加工区的包络线相交。在此,植入物用钻头或加工区的包络线是尽可能小的圆,其中心点位于纵向方向上,并在截面中恰好能够环绕植入物用钻头或加工区。换句话说,包络线因此也可由位于垂直于纵向方向的截面中的圆形成,并且其中,该圆恰好是能够在截面中环绕加工区的最小的可能的圆。在此,如果压实加工结构的角度在10
°
至45
°
的范围内,则可以由此实现特别易于制造的压实加工结构。然而,如果角度在 12
°
至40
°
的范围内,则可以由此实现特别好的骨压实可能性,这还在压实期间防止了骨材料过热和/或至少显著降低其发生概率。
17.有利地,特别是在垂直于纵向方向的截面中,压实加工结构与直接相邻的结构无底切地形成。通过与相邻结构的这种无底切的形成,可以特别防止在围绕纵向方向旋转期间通过一个或多个压实加工结构导致的骨材料分离。
18.有利地,压实加工结构的角度在纵向方向上沿轮廓可变。换句话说,压实加工结构在沿纵向方向的不同截面中形成的角度因此可以不同。由此,压实加工结构的压实效果特别可以适合于钻头的外径。这是特别有利的,因为不同的直径需要不同的攻角来压实骨骼。然而,有利地,压实加工结构在纵向方向上沿轮廓的角度在此是恒定的。由此可以简化钻头的制造。换句话说,该角度可以例如在主加工部和/或每个其他加工部中本身分别是恒定的。然而,该角度可在从一个加工部到另一加工部的过渡处改变,因此该角度特别是沿纵向方向不是“全局”恒定的而是可变的。
19.有利地,轴向加工部和/或圆柱加工部中的压实加工结构的角度,优选为所有压实加工结构的角度在12
°
至18
°
的范围内。因此,可以在钻头直径小的情况下实现特别好的压实效果,其中,还可以避免或至少显著减少骨材料的过热。
20.有利地,主加工部和/或过渡加工部中的压实加工结构的角度,优选所有压实加工结构的角度在30
°
至40
°
的范围内。特别是在主要不引起轴向加工的大面积加工表面或加工结构的情况下,30
°
至40
°
范围内的角度,特别优选为33
°
至37
°
范围内的角度具有特别好的压实效果,但其中,能够同时避免和/或至少减少骨过热。
21.有利地,压实加工结构的角度,优选所有压实加工结构的角度大部分是恒定的。在此,大部分恒定应被理解为,在从纵向方向看时,角度仅在较小的部分中是变化的。换句话说,为了能够在本发明的意义上被视为大部分恒定的,压实加工结构的角度在沿纵向方向看时虽然可以是可变的,但其中,恒定部分的总和是压实加工结构在纵向方向上的长度的70%,优选为至少80%,特别优选为至少90%。例如,除了急剧过渡,轴向加工部和/或圆柱加工部中的角度采用第一值,且主加工部和/或过渡加工部中的角度采用第二值。在此,这些不同的角度区域特别通过急剧过渡区域界定,或该急剧过渡区域本身具有可变角度。在此特别优选地,急剧过渡区域可以形成为边缘,从而导致跳跃式的过渡。替代优选地,过渡区域也可以在纵向方向上在0.01至0.4mm的长度范围内延伸、优选在0.02至0.1mm的范围内延伸。换句话说,除了过渡区域,角度在每个部分可以是恒定的。
22.优选地,螺旋槽,优选所有螺旋槽在圆周方向上通过压实加工结构和/或通过钻孔
加工结构和/或过渡斜面界定。换句话说,螺旋槽可以在围绕纵向方向的圆周方向上,特别是在围绕纵向方向的正和/或负圆周方向上通过相应的压实加工结构、钻孔加工结构和/或过渡斜面界定。由此可以实现植入物用钻头的小结构尺寸。过渡斜面是特别具有0.02至0.1mm 的范围内的边缘长度的短斜面,该过渡斜面提供了到压实加工结构的过渡。这种过渡斜面可以特别避免底切,从而可以确保压实加工结构及其周围的区域不会产生骨去除作用。
23.有利地,至少一个螺旋槽,优选所有螺旋槽延伸穿过主加工部、过渡加工部、圆柱加工部和/或穿过轴向加工部。通过以下方式形成的螺旋槽可以实现植入物用钻头的特别简单的制造:该螺旋槽在纵向方向上穿过多个加工部,特别是穿过所有加工部,且/或延伸到这些区域中。如果螺旋槽将延伸穿过或进入加工部的所有区域,则可以提供特别好的可能性,使得钻头不仅在切削加工时而且在压实加工时都能够可靠地创建(创造)孔或植入物凹槽的所有区域,并且其中,螺旋槽还可以同时为骨材料提供冷却效果。
24.有利地,加工区在纵向方向上通过特别在纵向方向上环绕的止动法兰界定。由此可以确保以形状锁定的方式防止植入物用钻头过深地插入到骨材料中。因此,通过这种止动法兰可以提高植入物用钻头的安全性。
25.有利地,植入物用钻头由钛或钛合金制成。通过使用钛,可以实现钻头的特别好的稳定性,此外还可以实现钻头的特别高的机械承载能力,从而可以提高其安全性并积极影响植入物用钻头的使用寿命。
26.有利地,植入物用钻头一体地形成。在此,“一体地”应特别理解为,相关部件基本上由在单个成型工艺中产生的主体制成。换句话说,当不同的部件必须接合起来以创建用于制造植入物用钻头的起始体或坯件时,因此不再有一体性。通过一体地形成植入物用钻头可以实现特别好的钻头强度,因此该植入物用钻头特别在动态和/或膨胀载荷方面是特别有利。
附图说明
27.本实用新型的其他优点和特征在以下参照附图的说明中给出。在此,所示实施例的单独的特征也可用于其他实施例,除非这已被明确排除。
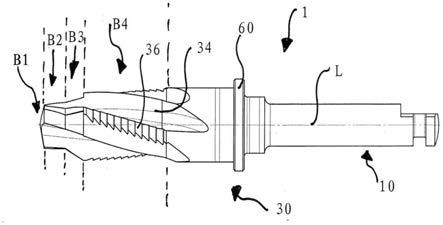
28.图1示出了植入物用钻头的侧视图。
29.图2示出了在加工区的区域中的植入物用钻头的详细视图。
30.图3示出了穿过植入物用钻头的加工区的截面。
31.图4示出了穿过植入物用钻头的加工区的另一截面。
32.图5示出了植入物用钻头的等轴视图。
33.图6示出了植入物用钻头坯件(rohling)的侧视图。
34.图7示出了植入物用钻头的轴向图。
35.图8示出了具有包络线的植入物用钻头的加工区的截面的原理图。
具体实施方式
36.图1示出了植入物用钻头1的侧视图。在此,植入物用钻头1在纵向方向l上的远端部由安装区10和加工区30形成。在轴向方向或纵向方向l上,加工区30通过轴向加工部b1和
止动法兰60界定。加工区30可以划分成四个部分或由这些在纵向方向上彼此相邻地布置的区域形成,其中,这些加工部是轴向加工部b1、圆柱加工部b2、过渡加工部 b3和主加工部b4。加工区30包括多个螺旋槽34,它们围绕纵向方向l 螺旋形地延伸,并从轴向加工部b1延伸经过圆柱加工部b2,经过过渡加工部b3,并到达主加工部b4。为了在骨骼处理期间达到特别好的冷却效果,主加工部b4包括多个冷却槽36,它们围绕纵向方向l环形地形成。为了将植入物用钻头1固定在钻机或手动工具中,安装区10具有削平部和圆周槽,以便因此能够实现到植入物用钻头1的形状锁定式扭矩传递以及在纵向方向l的方向上以形状锁定的方式实现轴向力传递。在此,主加工部b4可以在纵向方向l上一直延伸到止动法兰60。
37.图2示出了加工区30的详细视图。在此,图2所示的加工区30特别可以对应于图1所示的加工区30。图2中标出了两个用箭头标记的截面,它们分别用a和b标记。这些截面的可能构造可以在图3中的截面 a-a和图4中的截面b-b中找到。加工区30包括多个螺旋槽34。这些螺旋槽34在围绕纵向方向l的圆周方向上通过加工结构32界定。在此,螺旋槽34在圆周方向上的一侧通过钻孔加工结构52界定并在相反的圆周方向上通过压实加工结构50界定。然而,压实加工结构50可以通过过渡斜面与螺旋槽34间隔开。换句话说,可以在螺旋槽34的退出侧(ausgangsseitig)设置短的过渡斜面54,在从圆周方向看时,压实加工结构50并入到该过渡斜面中。在此,在从纵向方向l看时,螺旋槽34的轴向出口位于主加工部b4中。
38.图3示出了图2中用a-a标记的截面的可能截面图。从图3可以看出,植入物用钻头1包括三个在圆周方向上等距布置的螺旋槽34。在此,螺旋槽34在与包络线相交的外部交点处形成为使得这些螺旋槽形成压实加工结构50或钻孔加工结构52。这两种类型的加工结构32在此用于在骨材料中制作凹槽或钻孔,以便因此能够将植入物放置在该骨材料内。
39.图4示出了图2中用b-b表示的截面的可能构造。在此,截面b-b 优选地穿过主加工部b4。在主加工部b4中,螺旋槽34在围绕纵向方向 l的圆周方向上也通过钻孔加工结构52和/或压实加工结构50和/或过渡阶段54界定。换句话说,螺旋槽34的远端区域可以形成加工结构32和 /或过渡阶段54。
40.图5示出了植入物用钻头1的说明性等轴视图。在图5中可以特别清楚地看到植入物用钻头1的安装区10中的平坦的扭矩传递表面。从图 5可以看出,螺旋槽34在此从加工区30在纵向方向l上的一个轴向端部延伸经过加工区30的大部分。
41.图6示出了植入物用钻头1的坯件或半成品。在此,图6说明性地示出了轴向加工部b1的外轮廓坡度角α1和过渡加工部b3的外轮廓坡度角α3。在图6所示的植入物用钻头1或植入物用钻头坯件中未制作螺旋槽34,使得植入物用钻头1或植入物用钻头坯件(如图6所示)形成为无加工结构32。然而,从图6可以看出,冷却槽36已制作到坯件的加工部30中,这些冷却槽圆环形地围绕纵向方向l形成为封闭环。从图6可以看出(与图1相比),圆柱加工部b2和主加工部b4在此圆柱形地围绕纵向方向l形成。原则上,图6所示的植入物用钻头1或植入物用钻头坯件可用于图1、2、3、4、5或7且原则上图8所示的示例性实施例,并用作起始工件。换句话说,可以从根据图6所述的坯件形成根据图1 至5和图7至8所述的植入物用钻头。
42.图7示出了植入物用钻头1在纵向方向l的方向上的视图。在此,正纵向方向l可以从安装区10指向加工区30或从加工区30指向安装区 10。有利地,植入物用钻头1形成为使得它在向右转动时实现钻孔加工,并在向左转动时实现压实加工。在此,这种构造例如可以
通过图7所示的构造来实现。
43.图8示出了原理说明性的(尽管只是示意性的)视图,以便说明性地示出压实加工结构50的构造。在此,图8示出了垂直于纵向方向l的截面,其中,该截面位于加工区30内。在植入物用钻头1中设置有在纵向方向 l上贯穿截面的螺旋槽34,该螺旋槽在圆周方向的逆时针方向上通过钻孔加工结构52界定。在圆周方向的顺时针方向上,螺旋槽34与过渡斜面54邻接,该过渡斜面54在圆周方向的顺时针方向上与压实加工结构 50邻接。在此,加工区30被包络线70环绕,其中,该“假想”的包络线70的中心点在纵向方向l上。在此,压实加工结构50的至少“假想”的轮廓在所示的截面中与包络线70相交。包络线70在该交点处具有的切线72相对于压实加工结构50或压实加工结构50的假想轮廓具有角度 w1。
44.附图标记列表
[0045]1ꢀꢀ
植入物用钻头
[0046]
10 安装区
[0047]
30 加工区
[0048]
32 加工结构
[0049]
34 螺旋槽
[0050]
36 冷却槽
[0051]
50 压实加工结构
[0052]
52 钻孔加工结构
[0053]
54 过渡斜面
[0054]
60 止动法兰
[0055]
70 包络线
[0056]
72 切线
[0057]
b1 轴向加工部
[0058]
b2 圆柱加工部
[0059]
b3 过渡加工部
[0060]
b4 主加工部
[0061]
l
ꢀꢀ
纵向方向
[0062]
w1 压实加工结构的角度
[0063]
α1 轴向加工部的外轮廓坡度角
[0064]
α3 过渡加工部的外轮廓坡度角
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
