1.本实用新型涉及喂丝机领域,尤其涉及一种喂丝机喂丝速度精准控制装置。
背景技术:
2.喂丝机是一种冶金用设备,通过喂丝机将用于合金冶炼的包芯线送入盛有铁液的容器中,包芯线送入铁液中后熔化需要一段时间,因此包芯线送线过快会发生触底现象,导致包芯线反折造成铁液对包芯线吸收不稳定,这种现象行业内称为起爆时间过迟,如果送线速度较慢,则会导致铁液组织球化不均匀,被称为起爆时间过早,现有的日常生产中,喂丝机的送线速度和长度通常都是由操作人员的经验决定的,因此存在较高的产品质量风险,为了解决上述问题,我们提出了一种喂丝机喂丝速度精准控制装置。
技术实现要素:
3.本实用新型提出的一种喂丝机喂丝速度精准控制装置,解决了现有的喂丝机送线速度和送线起爆时间存在较高产品质量风险的问题。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种喂丝机喂丝速度精准控制装置,包括用于喂丝控制的喂丝控制器和用于喂线同步性检测的阻力检测器和振动传感器,所述喂丝控制器设置有滚轮式夹持送线机构,所述阻力检测器设置有滚轮式传感机构;
6.所述喂丝控制器贯穿设置有包芯线,所述包芯线的末端设置有容器,所述阻力检测器位于容器和喂丝控制器之间,且所述包芯线与阻力检测器套接,所述振动传感器设置于容器的外壁。
7.优选的,所述喂丝控制器包括安装板,且所述安装板的一侧设置有用于夹持输送包芯线的三组所述静压轮和三组所述动压轮以及用于检测包芯线移动距离的测距传感器,所述动压轮的底端设置有用于压紧包芯线的支架和液压缸,所述安装板的另一侧设置有用于驱动静压轮旋转的电机、同步轮和同步带,其中一组所述静压轮的转轴端设置有第一角度编码器。
8.优选的,所述阻力检测器包括侧板,两组所述侧板之间设置有滑轮,两组所述滑轮夹持包芯线,且所述滑轮的转轴端设置有第二角度编码器。
9.优选的,所述喂丝控制器匹配连接有喂丝机电气柜,且所述电机、振动传感器、测距传感器、第一角度编码器、第二角度编码器均与喂丝机电气柜电性连接。
10.优选的,所述容器内盛装有铁液,且所述包芯线的末端延伸至铁液中,且所述振动传感器与包芯线的底端等高。
11.优选的,所述安装板呈l型设置,所述安装板的一侧设置有滑座,且所述支架与滑座呈滑动连接,三组所述液压缸的底端与安装板的l型短边连接。
12.本实用新型的有益效果为:
13.1、该装置通过将振动传感器的安装高度设置在最佳的送线深度位置,通过振动传
感器检测送线位置偏高或偏低时造成的振动数据变化来判断具体的送线深度,并向喂丝机电气柜反馈信号,再由喂丝机电气柜决定电机的转速进行自动化调控。
14.2、该装置通过测距传感器实时检测包芯线的实际送出长度,避免了因传动结构故障或打滑造成的误差。
15.3、当包芯线触碰并挤压到容器的底部时,包芯线经过阻力检测器的速度会相对喂丝控制器的输出速度有所降低,导致第二角度编码器的角速度低于第一角度编码器,从而使得喂丝机电气柜对电机进行调速,降低包芯线的输出速度。
16.综上所述,该装置有效的解决了现有的喂丝机人工调控送线速度和送线长度存在较高产品质量风险的问题。
附图说明
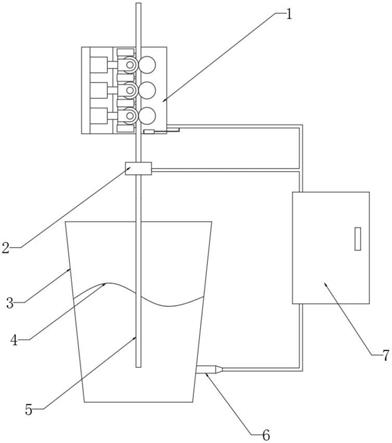
17.图1为本实用新型的设备布局图。
18.图2为本实用新型的喂丝控制器的结构示意图。
19.图3为本实用新型的喂丝控制器的背面结构示意图。
20.图4为本实用新型的喂丝控制器的局部结构示意图。
21.图5为本实用新型的阻力检测器的结构示意图。
22.图中标号:1、喂丝控制器;101、安装板;102、静压轮;103、动压轮;104、支架;105、滑座;106、液压缸;107、测距传感器;108、第一角度编码器;109、同步轮;110、同步带;111、电机;2、阻力检测器;201、侧板;202、滑轮;203、第二角度编码器;3、容器;4、铁液;5、包芯线;6、振动传感器;7、喂丝机电气柜。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
24.实施例1
25.参照图1-图5,一种喂丝机喂丝速度精准控制装置,包括用于喂丝控制的喂丝控制器1和用于喂线同步性检测的阻力检测器2和振动传感器6,所述喂丝控制器1贯穿设置有包芯线5,所述包芯线5的末端设置有容器3,所述阻力检测器2位于容器3和喂丝控制器1之间,且所述包芯线5与阻力检测器2套接,所述振动传感器6设置于容器3的外壁,所述测距传感器107的参考型号为hg-c1050,所述第一角度编码器108和第二角度编码器203的参考型号为e6b2-cwz6c,所述喂丝控制器1包括安装板101,且所述安装板101的一侧设置有用于夹持输送包芯线5的三组所述静压轮102和三组所述动压轮103以及用于检测包芯线5移动距离的测距传感器107,所述动压轮103的底端设置有用于压紧包芯线5的支架104和液压缸106,所述安装板101的一侧设置有滑座105,且所述支架104与滑座105呈滑动连接,所述安装板101呈l型设置,三组所述液压缸106的底端与安装板101的l型短边连接,所述安装板101的另一侧设置有用于驱动静压轮102旋转的电机111、同步轮109和同步带110,其中一组所述静压轮102的转轴端设置有第一角度编码器108。
26.包芯线5的末端截断面完全暴露在铁液4中,因此会出现较为剧烈的反应而引起振
动,通过将振动传感器6的安装高度设置在最佳的送线深度位置,通过振动传感器6检测送线位置偏高或偏低时造成的振动数据变化来判断具体的送线深度,并向喂丝机电气柜7反馈信号,由喂丝机电气柜7决定电机111的转速进行调控。
27.所述喂丝控制器1匹配连接有喂丝机电气柜7,且所述电机111、振动传感器6、测距传感器107、第一角度编码器108、第二角度编码器203均喂丝机电气柜7电性连接,所述容器3内盛装有铁液4,且所述包芯线5的末端延伸至铁液4中,且所述振动传感器6与包芯线5的底端等高,所述阻力检测器2包括侧板201,两组所述侧板201之间设置有滑轮202,两组所述滑轮202夹持包芯线5,且所述滑轮202的转轴端设置有第二角度编码器203,通过阻力检测器2用以检测包芯线5是否发生触底的现象,当包芯线5触碰并挤压到容器3的底部时,包芯线5经过阻力检测器2的速度会相对喂丝控制器1的输出速度有所降低,导致第二角度编码器203的角速度低于第一角度编码器108,从而使得喂丝机电气柜7对电机111进行调速,降低包芯线5的输出速度。
28.实施例2
29.所述测距传感器107的参考型号为bl-100nmz,所述第一角度编码器108和第二角度编码器203的参考型号为zsf5815。
30.本实用新型的工作原理:该方案中提及的喂丝机电气柜7为市面喂丝机自有的配置,该喂丝机控制装置为喂丝机中的一部分,为喂丝机整体服务,该装置通过测距传感器107实时检测包芯线5的实际送出长度,以避免因传动结构故障或打滑造成的误差,该包芯线5的末端截断面完全暴露在铁液4中,因此会出现较为剧烈的反应而引起振动,通过将振动传感器6的安装高度设置在最佳的送线深度位置,通过振动传感器6检测送线位置偏高或偏低时造成的振动数据变化来判断具体的送线深度,并向喂丝机电气柜7反馈信号,由喂丝机电气柜7决定电机111的转速进行调控,通过阻力检测器2用以检测包芯线5是否发生触底的现象,当包芯线5触碰并挤压到容器3的底部时,包芯线5经过阻力检测器2的速度会相对喂丝控制器1的输出速度有所降低,导致第二角度编码器203的角速度低于第一角度编码器108,从而使得喂丝机电气柜7对电机111进行调速,降低包芯线5的输出速度,自动解决包芯线5触底故障。
31.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。