1.本实用新型涉及马达配件领域技术,尤其是指一种大型运输机的马达驱动端盖。
背景技术:
2.发动机,又称为马达、电动机,工作原理为通过通电线圈在磁场中受力转动带动起动机转子旋转,转子上的小齿轮带动发动机飞轮旋转。现有的马达产品中,端盖作为重要配件之一,常见于马达产品中。
3.通常,端盖都是一体成型制造,对于一些结构复杂的端盖而言,会使相应的模具结构更加复杂,模具的制造和维护成本也会随之上涨,从而导致端盖的制造成本高;其次是,因端盖的结构复杂,模具不能够一次性成型端盖,需要多次成型,导致加工耗时长,生产效率低。
技术实现要素:
4.有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种大型运输机的马达驱动端盖,其能有效地解决现有之马达驱动端盖存在制造成本高和生产效率底的问题。
5.为实现上述目的,本实用新型采用如下之技术方案:
6.一种大型运输机的马达驱动端盖,包括有中心轴套、上盖体、圆环形散热框架和下盖体;
7.所述中心轴套设置有中心轴孔,所述中心轴套的外表面设置有多个第一锁合凸部和多个第二锁合凸部,多个第一锁合凸部和多个第二锁合凸部上下间距设置,多个第一锁合凸部和多个第二锁合凸部均分别绕中心轴套的圆周间距布置;
8.所述上盖体设置有第一装配孔,所述第一装配孔直径大于中心轴孔的直径;所述第一装配孔的内侧面设有与第一锁合凸部数量相等的第一装配槽,上盖体安装于中心轴套时,多个第一锁合凸部与多个第一装配槽一一对应连接;
9.所述圆环形散热框架的顶部和底部设置有安装环,所述安装环设置有第二装配孔,所述第二装配孔套在中心轴套的表面并使圆环形散热框架和安装环的顶部抵于上盖体的底部;
10.所述下盖体设置有第三装配孔,所述第三装配孔的直径大于中心孔的直径;所述第三装配孔的内侧面设有与第二锁合凸部数量相等的第二装配槽,下盖体安装于中心轴套时,多个第二锁合凸部与多个第二装配槽一一对应连接,并使下盖体的顶面抵于圆环形散热框架和安装环的底面。
11.作为一种优选方案:所述第一锁合凸部和第二锁合凸部均呈“l”型结构设置,构成竖向凸肋和横向凸肋;
12.所述第一装配槽和第二装配槽均呈“l”型结构设置,构成竖向凹槽和横向凹槽。
13.作为一种优选方案:所述竖向凹槽分别贯穿上盖体、下盖体的顶部,所述横向凹槽
分别贯穿上盖体、下盖体的底部。
14.作为一种优选方案:所述横向凸肋的宽度小于竖向凹槽的宽度,所述竖向凸肋的宽度小于横向凸肋的宽度。
15.作为一种优选方案:所述上盖体设置有贯穿其上下表面的第一通孔,所述散热框架设置有贯穿其内外侧面的第二通孔。
16.作为一种优选方案:所述第一通孔为圆形通孔,所述第二通孔为方形通孔。
17.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
18.一、通过分体制造中心轴套、上盖体、圆环形散热框架和下盖体,使得模具能够分别一次成型中心轴套、上盖体、圆环形散热框架和下盖体,可以简化模具的结构,有利于降低模具的制造和后续的维护成本,从而降低端盖的制造成本;
19.二、分体制造再进行组装,较于传统在模具中多次成型的制造工艺而言,可以缩短端盖的成型时间,有利于提升生产效率;
20.三、分体制造中心轴套、上盖体、圆环形散热框架和下盖体,便于在上盖体和圆环形散热框架上设置散热孔,可以在成型上盖体、圆环形散热框架时一并成型散热孔,不需要采用cnc加工,可以更进一步地缩短加工时间,提升生产效率。
21.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
附图说明
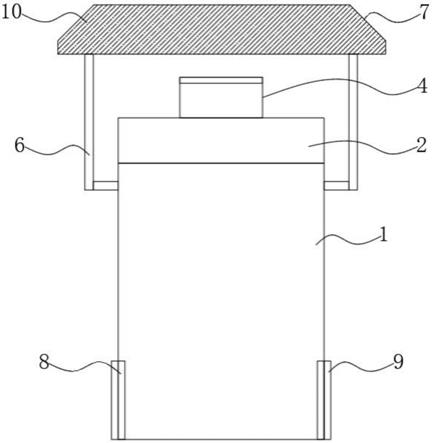
22.图1是本实用新型之较佳实施例的马达驱动端盖的立体结构示意图;
23.图2是本实用新型之较佳实施例的马达驱动端盖的剖视图;
24.图3是图2 a处局部放大图;
25.图4是第一锁合凸部和第一装配槽的结构示意图(局部)。
26.附图标识说明:
27.10、中心轴套
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
101中心轴孔
28.11、竖向凸肋
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12、横向凸肋
29.20、上盖体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21、竖向凹槽
30.22、横向凹槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23、第一通孔
31.30、圆环形散热框架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31、安装环
32.32、第二通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40、下盖体
33.50、锡块。
具体实施方式
34.请参照图1至图4所示,其显示出了本实用新型之较佳实施例的具体结构,是一种大型运输机的马达驱动端盖,包括有中心轴套10、上盖体20、圆环形散热框架30和下盖体40。
35.所述中心轴套10、上盖体20、圆环形散热框架30和下盖体40均分别采用模具成型制造,分体制造中心轴套10、上盖体20、圆环形散热框架30和下盖体40,可以简化端盖的整
体结构,有利于模具一次性成型中心轴套10、上盖体20、圆环形散热框架30和下盖体40。
36.在本技术实施例中,所述中心轴套10设置有中心轴孔101,所述中心轴孔11用于支撑电机的转轴;所述中心轴套10的外表面设置有多个第一锁合凸部11和多个第二锁合凸部12,多个第一锁合凸部和多个第二锁合凸部上下间距设置,多个第一锁合凸部和多个第二锁合凸部均分别绕中心轴套10的圆周间距布置;所述上盖体20设置有第一装配孔,所述第一装配孔201直径大于中心轴孔11的直径;所述第一装配孔的内侧面设有与第一锁合凸部数量相等的第一装配槽,上盖体20安装于中心轴套10时,多个第一锁合凸部与多个第一装配槽一一对应连接;所述圆环形散热框架30的顶部和底部设置有安装环31,所述安装环31设置有第二装配孔,所述第二装配孔套在中心轴套10的表面并使圆环形散热框架30和安装环31的顶部抵于上盖体20的底部;所述下盖体40设置有第三装配孔,所述第三装配孔的直径大于中心孔的直径;所述第三装配孔的内侧面设有与第二锁合凸部数量相等的第二装配槽,下盖体安装于中心轴套时,多个第二锁合凸部与多个第二装配槽一一对应连接,并使下盖体的顶面抵于圆环形散热框架和安装环的底面。
37.接上所述所述第一锁合凸部和第二锁合凸部均呈“l”型结构设置,构成竖向凸肋11和横向凸肋12;所述第一装配槽和第二装配槽均呈“l”型结构设置,构成竖向凹槽21和横向凹槽22。所述竖向凹槽分别贯穿上盖体、下盖体的顶部,所述横向凹槽分别贯穿上盖体、下盖体的底部。所述横向凸肋的宽度小于竖向凹槽的宽度,所述竖向凸肋的宽度小于横向凸肋的宽度。
38.组装时,将上盖体的第一装配孔对准中心轴套,并将中心轴套插入第一装配孔,然后将横向凸肋、竖向凸肋插入竖向凹槽中,随后转动上盖体让横向凸肋扣在横向凹槽中;
39.其次,将圆环形散热框架所设置的第二装配孔对准中心轴套,并从中心轴套的下端向上插入中心轴套,使得圆环形散热框架的顶部(包括安装环的顶部),抵于上盖体的底部;
40.再者,将下盖体的第三装配孔对准中心轴套,并从中心轴套的下端向上插入中心轴套,依据上盖体的组装方法将横向凸肋扣在横向凹槽中,并使得下盖体的顶面抵于环形散热框架的底部(包括安装环的底部);
41.最后,在上盖体与中心轴套之间的缝隙灌入焊锡液,焊锡液经竖向凹槽、流入横向凹槽中,从而连接上盖体、中心轴套和圆环形框架三者;下盖体的焊接方式与上盖体相同,在此不再累述;并在在上盖体与中心轴套之间、下盖体与中心轴套之间构成锡块50,后续对锡块进行打磨即可完成整个端盖的组装和焊接。
42.所述上盖体20设置有贯穿其上下表面的第一通孔23,所述散热框架30设置有贯穿其内外侧面的第二通孔32,优选地,所述第一通孔为圆形通孔,所述第二通孔为方形通孔。
43.本实用新型的设计重点在于:
44.一、通过分体制造中心轴套、上盖体、圆环形散热框架和下盖体,使得模具能够分别一次成型中心轴套、上盖体、圆环形散热框架和下盖体,可以简化模具的结构,有利于降低模具的制造和后续的维护成本,从而降低端盖的制造成本;
45.二、分体制造再进行组装,较于传统在模具中多次成型的制造工艺而言,可以缩短端盖的成型时间,有利于提升生产效率;
46.三、分体制造中心轴套、上盖体、圆环形散热框架和下盖体,便于在上盖体和圆环
形散热框架上设置散热孔,可以在成型上盖体、圆环形散热框架时一并成型散热孔,不需要采用cnc加工,可以更进一步地缩短加工时间,提升生产效率。
47.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。