1.本公开涉及锂电池技术领域,具体地,涉及一种动力型圆柱电池。
背景技术:
2.动力电池即为工具提供动力来源的电源,多指为电动汽车、电动列车、电动自行车等提供动力的蓄电池。通常,动力电池的封装种类有圆柱形、方形以及软包,其中动力型圆柱电池较一般方形电池具有模组装配方便、散热管理效果显著等方面的优势,因此动力型圆柱在行业内具有较高的采用率。
3.在传统的动力型圆柱电池中通常采用的工艺有两种,一种是超声焊极耳、点底焊集流盘的工艺,通过这种工艺会导致动力型圆柱电池的电池内阻大,进而导致动力型圆柱电池的重量能量密度低;另一种是极组两端引出极耳、揉平后两端焊接盖板的工艺,通过这种工艺会导致动力型圆柱电池的电池内部空间利用率低,进而导致动力型电池的体积能量密度低。因此,降低电池内阻,减少结构重量占比,提升内部空间利用率,尽可能在有限的电池内部空间中装载更多的储能活性材料就显得尤为重要。
技术实现要素:
4.本公开的目的是提供一种动力型圆柱电池,该动力型圆柱电池具有重量小、体积能量密度高以及重量能量密度高的特点。
5.为了实现上述目的,本公开提供一种动力型圆柱电池,该动力型圆柱电池包括呈圆柱状的壳体、电极组、正极集流盘以及正极盖板,所述壳体形成有容纳所述电极组的容纳空间并具有相对设置的开口和底壁,所述电极组位于所述容纳空间中并具有正极端和负极端,所述正极集流盘与所述正极端激光焊接,所述正极盖板与所述正极集流盘紧固连接并且所述正极盖板的边缘部与所述壳体激光焊接,以封闭所述开口,所述负极端与所述底壁激光焊接。
6.可选地,所述正极集流板包括第一基板和紧固件,所述紧固件固定设置在所述第一基板上并与所述正极盖板紧固连接。
7.可选地,所述正极盖板包括第二基板和正极柱,所述正极柱与所述第二基板固定连接且设置有内螺纹孔,所述紧固件配合在所述螺纹孔中。
8.可选地,所述正极柱与所述第二基板之间设置有绝缘密封圈,所述绝缘密封圈套设在所述正极柱的外周面并设置有插接槽,所述第二基板插接于所述插接槽。
9.可选地,所述正极盖板上开设有注液口,以用于将电解液注入所述容纳空间中。
10.可选地,所述正极盖板上激光焊接有密封铝片,以用于密封所述注液口。
11.可选地,所述正极盖板上开设有安装孔,以用于安装防爆阀。
12.可选地,所述电极组包括正极片、负极片和隔膜,所述隔膜卷制成卷绕体并经挤压揉平形成第一端和第二端,所述正极片设置在所述第一端,所述负极片设置在所述第二端。
13.可选地,所述正极片包括由铝箔制成的第一基体以及覆盖在所述第一基体上的第
一敷料层,所述第一敷料层以镍锰酸锂为活性主料、以石墨烯为导电助剂并以聚偏氟乙烯为粘接剂,所述铝箔的厚度为10~15μm,所述第一敷料层的单面面密度为150~200g/m2,所述第一敷料层的双面面密度为300~400g/m2;所述负极片包括由铜箔制成的第二基体以及覆盖在所述第二基体上的第二敷料层,所述第二敷料层以石墨为活性主料、以石墨烯为导电助剂并以聚四氟乙烯为粘接剂,所述铜箔的厚度为6~10μm,所述第二敷料层的单面面密度为85~110g/m2,所述第二敷料层的双面面密度为170~220g/m2;所述隔膜包括聚乙烯基膜和纳米陶瓷涂层,所述聚乙烯基膜的厚度为9~14μm,所述纳米陶瓷涂层的厚度为1~4μm。
14.可选地,所述壳体由不锈钢材料制成,且所述壳体的内表面和外表面均镀设有金属镍镀层。
15.通过上述技术方案,本公开提供的动力型圆柱电池将电极组的负极端通过激光焊接与壳体的底壁直接固定,以取消负极盖板,从而显著降低结构和制造成本,并明显降低动力型圆柱电池自身的重量,并且通过这种方式,可以显著提升壳体的内部空间的利用率,进而提升动力型圆柱电池的体积能量密度和重量能量密度。
16.本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
17.附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本公开,但并不构成对本公开的限制。在附图中:
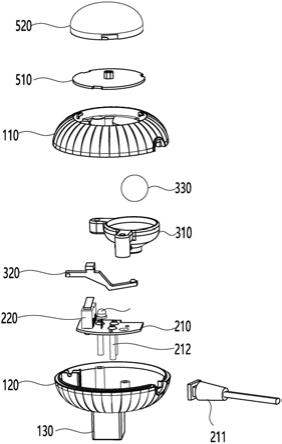
18.图1是本公开实施例提供的动力型圆柱电池的立体爆炸图;
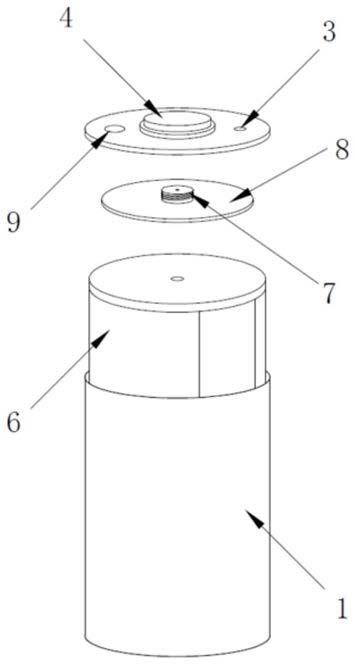
19.图2是本公开实施例提供的动力型圆柱电池的剖视图。
20.附图标记说明
21.1-壳体;2-绝缘密封圈;3-注液口;4-正极柱;5-正极盖板;6-电极组;7-紧固件;8-正极集流盘;9-安装孔。
具体实施方式
22.以下结合附图对本公开的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本公开,并不用于限制本公开。
23.在本公开中,在未作相反说明的情况下,使用的方位词“内、外”是相对于对应的部件自身轮廓而言的“内、外”。另外,本公开所使用的术语“第一”、“第二”等是为了区分一个要素和另一个要素,不具有顺序性和重要性。此外,在下面的描述中,当涉及到附图时,除非另有解释,不同的附图中相同的附图标记表示相同或相似的要素。上述定义仅用于解释和说明本公开,不应当理解为对本公开的限制。
24.根据本公开的具体实施方式,参考图1和图2中所示,提供一种动力型圆柱电池,该动力型圆柱电池包括呈圆柱状的壳体1、电极组6、正极集流盘8以及正极盖板5,壳体1形成有容纳电极组6的容纳空间并具有相对设置的开口和底壁,电极组6位于容纳空间中并具有正极端和负极端,正极集流盘8与正极端激光焊接,正极盖板5与正极集流盘8紧固连接并且正极盖板5的边缘部与壳体1激光焊接,以封闭开口,负极端与底壁激光焊接。
25.通过上述技术方案,本公开提供的动力型圆柱电池将电极组6的负极端通过激光
焊接与壳体1的底壁直接固定,以取消负极盖板,从而显著降低结构和制造成本,并明显降低动力型圆柱电池自身的重量,并且通过这种方式,可以显著提升壳体1的内部空间的利用率,进而提升动力型圆柱电池的体积能量密度和重量能量密度。
26.在本公开提供的具体实施方式中,正极集流板包括第一基板和紧固件7,紧固件7固定设置在第一基板上并与正极盖板5紧固连接,以将正极盖板5与正极集流板紧固连接在一起,并且这种连接方式操作简便且能够显著降低因装配焊接导致的不良率,提升动力型圆柱电池的良品率,对实际的生产制造具有显著的意义。其中,第一基板可以为铝制基板,本公开对此不作具体限制。
27.在本公开提供的具体实施方式中,参考图1和图2中所示,正极盖板5包括第二基板和正极柱4,正极柱4与第二基板固定连接且设置有内螺纹孔,紧固件7配合在螺纹孔中。其中,紧固件7可以构造为螺栓,还可以的是,该紧固件7与正极盖板5一体成型并设置有与上述内螺纹孔相配合的外螺纹,在装配时,将正极盖板5置于正极集流板之上,并使得紧固件7与正极柱4所设置的内螺纹孔匹配拧紧,然后,在通过连续激光焊接将正极盖板5的边缘部焊接于壳体1。其中,第二基板可以为钢制基板,本公开对此不作具体限制。
28.在本公开提供的具体实施方式中,正极柱4与第二基板之间设置有绝缘密封圈2,绝缘密封圈2套设在正极柱4的外周面并设置有插接槽,第二基板插接于插接槽,通过该绝缘密封圈2能够密封容纳空间中的电解液并同时防止灰尘进入到容纳空间中。
29.在本公开提供的具体实施方式中,参考图2中所示,正极盖板5上开设有注液口3,以用于将电解液注入容纳空间中。其中,正极盖板5上可以激光焊接有密封铝片,以用于密封注液口3,防止电解液从注液口3中逸出。
30.在本公开提供的具体实施方式中,参考图1和图2中所示,正极盖板5上开设有安装孔9,以用于安装防爆阀,该防爆阀用于保护壳体1和阻滞气体爆炸。其中,防爆阀以可以任意合适的方式安装于安装孔9,例如焊接或通过螺钉、螺栓等紧固构件,本公开对此不作具体限制。
31.在本公开提供的具体实施方式中,电极组6可以包括正极片、负极片和隔膜,隔膜卷制成卷绕体并经挤压揉平形成第一端和第二端,正极片设置在第一端,负极片设置在第二端,这样,第一端对应于上述正极端,第二端对应于上述负极端。
32.其中,正极片可以包括由铝箔制成的第一基体以及覆盖在第一基体上的第一敷料层,第一敷料层以镍锰酸锂为活性主料、以石墨烯为导电助剂并以聚偏氟乙烯为粘接剂,铝箔的厚度为10~15μm,第一敷料层的单面面密度为150~200g/m2,第一敷料层的双面面密度为300~400g/m2。
33.其中,负极片可以包括由铜箔制成的第二基体以及覆盖在第二基体上的第二敷料层,第二敷料层以石墨为活性主料、以石墨烯为导电助剂并以聚四氟乙烯为粘接剂,铜箔的厚度为6~10μm,第二敷料层的单面面密度为85~110g/m2,第二敷料层的双面面密度为170~220g/m2。
34.其中,隔膜可以包括聚乙烯基膜和纳米陶瓷涂层,聚乙烯基膜的厚度为9~14μm,纳米陶瓷涂层的厚度为1~4μm。
35.在本公开提供的具体实施方式中,壳体1由不锈钢材料制成,且壳体1的内表面和外表面均镀设有金属镍镀层,通过该金属镍镀层的设置,能够便于正极盖板5与壳体1的焊
接以及电极组6的负极端与壳体1的焊接,金属镍镀层还具有不易氧化且防腐蚀的特点,由此能够对壳体1提供可靠的保护。其中,壳体1的厚度为0.3~0.5mm,金属镍镀层的厚度为5~10μm。
36.在装配过程中,首先将电极组6的正极端与正极集流盘8匹配,经脉冲激光焊接将正极集流盘8焊接于电极组6,之后电极组6的负极端经壳体1的开口处塞入并压紧,激光对准壳体1的底壁的外侧,连续闭环焊接,将电极组6的负极端与壳体1的底壁焊接在一起,然后将正极盖板5置于正极集流盘8上设置的紧固件7之上,将紧固件7与正极柱4所设置的内螺纹孔匹配拧紧,并且经连续激光焊接正极盖板5与壳体1的拼接缝,以将正极盖板5与壳体1焊接在一起,最后,经过高温循环真空烘烤除水后,将电解液从注液口3注入,经过化成充电、高温老化排气后,通过激光焊接将密封铝片焊接于正极盖板5以密封注液口3,即完成本公开所提供的动力型圆柱电池的装配。
37.以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
38.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本公开对各种可能的组合方式不再另行说明。
39.此外,本公开的各种不同的实施方式之间也可以进行任意组合,只要其不违背本公开的思想,其同样应当视为本公开所公开的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。