1.本发明涉及一种飞切刀盘以及超精密平面加工方法。
背景技术:
2.具有超精密平面的光学元件被广泛应用于国防和民用的光学系统,是光学领域内重要且常见的光学元件。如激光跟踪系统的楔形透镜(risely棱镜)、高能激光系统的径磷酸二氢钾(kdp)晶体光电开关、激光雷达的高精度多边形转镜、斜/平面反射镜,色散棱镜等。
3.这些光学元件的平面加工精度直接决定了对应光学系统的最终工作精度和使役性能,因此,对平面的加工精度提出了极高要求,例如,被大量用作激光惯性约束聚变系统光电开关和光学频率转换器的大口kdp晶体平面镜,为提高其激光损伤阈值和透光率,要求加工后的平面精度满足:面形质量(波前优于λ/6pv)、表面粗糙度(≤5nm)等。
4.前述具有超精密平面的光学元件的毛坯材料涉及铜、铝、熔石英、单晶硅、单晶锗、塑料、kdp、氟化镁、氟化钙等。当前,可采用多种工艺方法实现前述光学元件的超精密平面的加工,如磨削
→
抛光,单点金刚石切削等,其中,基于单点金刚石车削的飞切是实现超精密平面加工的重要手段,已经被用于铜、铝等有色金属平面的超精密加工,同时,也被用于水溶性晶体超精密平面或易潮解晶体超精密平面(如kdp)的切削加工,此外,辅助外加能场辅,还可以用于单晶硅平面的切削。飞切工艺相比于磨削
→
抛光的工艺路线在超精密平面的制造方面有较高的加工效率,因此,在超精密平面的制造方面的应用前景十分广泛。
5.飞切加工超精密平面时,一般也分为粗、半精及精加工工步,在粗加工时,其切深相对较大,半精加工次之而精加工再次之,即先用较大的切深进行粗加工,粗加工完成之后,再将切深调小,进行半精加工,待半精加工完成后再次将切深调小进行最后精加工。即把粗加工、半精加工及精加工工序分开独立依次进行,这就降低了飞切加工的效率,在制造单件或小批量的超精密平面时,其影响较小,但对于大批量制造的超精密平面,如,用于惯性约束系统的大于400mm口径的kdp平面晶体共计600余件,采用前述的飞切工艺加工如此大批量的高精度kdp平面则存在效率不高的问题。
技术实现要素:
6.为解决传统的飞切工艺加工超精密平面时各加工工序分开独立进行加工导致的加工效率低的技术问题,本发明实施例提供一种飞切刀盘以及超精密平面加工方法。
7.本发明实施例通过下述技术方案实现:
8.第一方面,本发明实施例提供一种飞切刀盘,包括:
9.圆形刀盘,用于设于超精密机床,设有至少三个刀具安装位置;
10.三自由度微调机构,设于圆形刀盘的刀具安装位置,用于沿与圆形刀盘的轴向平行的方向上下移动、沿圆形刀盘的径向前后移动和沿三自由度微调机构的轴向转动;
11.至少三个刀具安装位置,分别用于通过三自由度微调机构安装用于精过程的第一
金刚石刀具、用于半精加工过程的第二金刚石刀具和用于粗加工过程的第三金刚石刀具,以实现通过所述超精密机床一次走刀同时完成飞切工艺的粗加工过程、半精加工过程和精加工过程。
12.进一步的,所述至少三个刀具安装位置均匀分布在圆形刀盘的周向上,每个刀具安装位置的中心与圆形刀盘的中心的连线在圆形刀盘的径向上;每个刀具安装位置的中心至圆形刀盘的中心的距离相同。
13.进一步的,第一金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
aj
,第二金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
ab
,第三金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
ac
,其中,d
ac
、d
ab
和d
aj
满足公式(1):
14.d
aj
>d
ab
>d
ac
(1)。
15.进一步的,第一金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rj
,第二金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rb
,第三金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rc
,其中,d
rj
、d
rb
和d
rc
满足公式(2):
[0016][0017]
其中,θ0表示第一金刚石刀具的刀齿刀尖到圆形刀盘中心轴线的向量与x轴之间的夹角,vf表示进给速度,n表示转速。
[0018]
进一步的,所述第一金刚石刀具的给定切深为a
pj
,所述第二金刚石刀具的给定切深为a
pb
,以使d
ac
、d
ab
和d
aj
满足公式(3)和(4):
[0019]dab
=d
ac
a
pb
ꢀꢀꢀ
(3)
[0020]
daj=d
ac
a
pb
a
pj
ꢀꢀꢀ
(4)。
[0021]
进一步的,所述至少三个刀具安装位置的数量为三个。
[0022]
第二方面,本发明实施例提供一种所述超精密平面加工方法,包括:
[0023]
调整每个刀具安装位置上的三自由度微调机构以使第一金刚石刀具、第二金刚石刀具和第三金刚石刀具的位置分别对应同时满足粗加工过程、半精加工过程和精加工过程;
[0024]
在超精密机床上设置调整每个刀具安装位置上的三自由度微调机构后的所述的飞切刀盘;
[0025]
启动机床一次走刀,同时完成飞切工艺的粗加工过程、半精加工过程和精加工过程。
[0026]
进一步的,调整每个刀具安装位置上的三自由度微调机构以使第一金刚石刀具、第二金刚石刀具和第三金刚石刀具的位置分别对应同时满足粗加工过程、半精加工过程和精加工过程,包括:
[0027]
调整第一金刚石刀具、第二金刚石刀具和第三金刚石刀具至圆形刀盘端面的距离,使d
ac
、d
ab
和d
aj
满足公式(1):
[0028]daj
>d
ab
>d
ac
ꢀꢀꢀ
(1)
[0029]
其中,第一金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
aj
,第二金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
ab
,第三金刚石刀具的刀齿刀尖距圆形刀盘端面的距
离为d
ac
。
[0030]
进一步的,调整每个刀具安装位置上的三自由度微调机构以使第一金刚石刀具、第二金刚石刀具和第三金刚石刀具的位置分别对应同时满足粗加工过程、半精加工过程和精加工过程,还包括:
[0031]
调整第一金刚石刀具、第二金刚石刀具和第三金刚石刀具至圆形刀盘中心轴线的距离,调整第一金刚石刀具的刀齿刀尖到圆形刀盘中心轴线的向量与x轴之间的夹角,使d
rj
、d
rb
和d
rc
满足公式(2):
[0032][0033]
其中,第一金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rj
,第二金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rb
,第三金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rc
;
[0034]
其中,θ0表示第一金刚石刀具的刀齿刀尖到圆形刀盘中心轴线的向量与x轴之间的夹角,vf表示进给速度,n表示转速。
[0035]
进一步的,调整每个刀具安装位置上的三自由度微调机构以使第一金刚石刀具、第二金刚石刀具和第三金刚石刀具的位置分别对应同时满足粗加工过程、半精加工过程和精加工过程,包括:
[0036]
根据给定切深调整d
ac
、d
ab
和d
aj
,以使d
ac
、d
ab
和d
aj
满足公式(3)和(4)
[0037]dab
=d
ac
a
pb
ꢀꢀꢀ
(3)
[0038]
daj=d
ac
a
pb
a
pj
ꢀꢀꢀ
(4)
[0039]
其中,所述第一金刚石刀具的给定切深为a
pj
,所述第二金刚石刀具的给定切深为a
pb
。
[0040]
本发明实施例与现有技术相比,具有如下的优点和有益效果:
[0041]
本发明实施例的一种飞切刀盘以及超精密平面加工方法,通过同时在圆形刀盘上设置三自由度微调机构安装用于精过程的第一金刚石刀具、用于半精加工过程的第二金刚石刀具和用于粗加工过程的第三金刚石刀具,实现了通过超精密机床一次走刀同时完成飞切工艺的粗加工过程、半精加工过程和精加工过程,从而,解决传统的飞切工艺加工超精密平面时各加工工序分开独立进行加工导致的加工效率低的技术问题,提高了加工效率。
附图说明
[0042]
为了更清楚地说明本发明示例性实施方式的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0043]
图1为飞切刀盘结构示意图。
[0044]
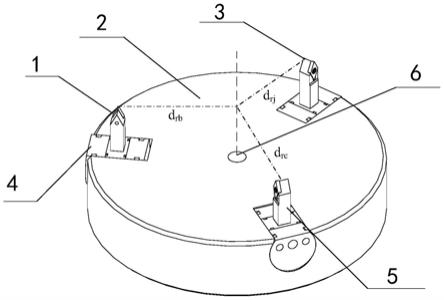
图2为飞切刀盘俯视结构示意图。
[0045]
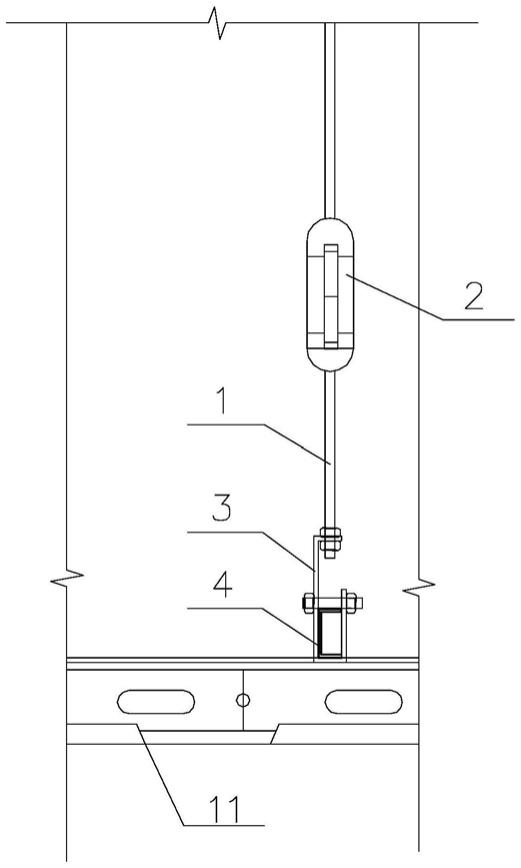
图3为金刚石刀具的轴向调节结构示意图。
[0046]
图4为各金刚石刀具轴向调节距离关系结构示意图。
[0047]
图5为各金刚石刀具在圆形刀盘径向调节的距离关系示意图。
[0048]
图6为超精密平面加工方法流程示意图。
[0049]
附图中标记及对应的零部件名称:
[0050]
1-第一金刚石刀具,2-圆形刀盘,3-第二金刚石刀具,4-三自由度微调机构,5-第三金刚石刀具。
具体实施方式
[0051]
为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
[0052]
在以下描述中,为了提供对本发明的透彻理解阐述了大量特定细节。然而,对于本领域普通技术人员显而易见的是:不必采用这些特定细节来实行本发明。在其他实施例中,为了避免混淆本发明,未具体描述公知的结构、电路、材料或方法。
[0053]
在整个说明书中,对“一个实施例”、“实施例”、“一个示例”或“示例”的提及意味着:结合该实施例或示例描述的特定特征、结构或特性被包含在本发明至少一个实施例中。因此,在整个说明书的各个地方出现的短语“一个实施例”、“实施例”、“一个示例”或“示例”不一定都指同一实施例或示例。此外,可以以任何适当的组合和、或子组合将特定的特征、结构或特性组合在一个或多个实施例或示例中。此外,本领域普通技术人员应当理解,在此提供的示图都是为了说明的目的,并且示图不一定是按比例绘制的。这里使用的术语“和/或”包括一个或多个相关列出的项目的任何和所有组合。
[0054]
在本发明的描述中,术语“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“高”、“低”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
[0055]
实施例
[0056]
为解决传统的飞切工艺加工超精密平面时各加工工序分开独立进行加工导致的加工效率低的技术问题,本发明实施例提供一种飞切刀盘以及超精密平面加工方法。
[0057]
第一方面,本发明实施例提供一种飞切刀盘,参考图1-图5所示,包括:
[0058]
圆形刀盘2,用于设于超精密机床,设有至少三个刀具安装位置;
[0059]
三自由度微调机构4,设于圆形刀盘的刀具安装位置,用于沿与圆形刀盘的轴向平行的方向上下移动、沿圆形刀盘的径向前后移动和沿三自由度微调机构的轴向转动;
[0060]
至少三个刀具安装位置,分别用于通过三自由度微调机构安装用于精过程的第一金刚石刀具1、用于半精加工过程的第二金刚石刀具3和用于粗加工过程的第三金刚石刀具5,以实现通过所述超精密机床一次走刀同时完成飞切工艺的粗加工过程、半精加工过程和精加工过程。
[0061]
待加工物件放在圆形刀盘的中心位置,本发明实施例通过同时在圆形刀盘上设置三自由度微调机构安装用于精过程的第一金刚石刀具、用于半精加工过程的第二金刚石刀具和用于粗加工过程的第三金刚石刀具,实现了通过超精密机床一次走刀同时完成飞切工艺的粗加工过程、半精加工过程和精加工过程,从而,解决传统的飞切工艺加工超精密平面
时各加工工序分开独立进行加工导致的加工效率低的技术问题,提高了加工效率。
[0062]
具体地,三自由度微调机构用于使安装在三自由度微调机构上的金刚石刀具,在圆形刀盘上实现与圆形刀盘的轴向平行的方向上的上下移动、在圆形刀盘的径向方向上的前后移动以及使金刚石刀具自身旋转,即三自由度。
[0063]
可选地,三自由度微调机构可通过旋转机构与金刚石刀具连接实现金刚石刀具的旋转,三自由度微调机构可通过径向移动装置与旋转机构连接,实现金刚石刀具在圆形刀盘上沿其径向的前后移动;三自由度微调机构可通过上下伸缩结构与径向移动装置连接,实现金刚石刀具在圆形刀盘上沿与圆形刀盘的轴向平行的方向上下移动。
[0064]
可选地,三自由度微调机构也可以采用专利cn202022117944.0一种可微调刀具中的实现方式。具体地,三自由度微调机构包括楔形块和若干不同厚度规格的垫片;所述楔形块通过调节件作用,实现刀具安装位置的金刚石刀具沿圆形刀盘的径向往复移动带动,实现调节金刚石刀具在圆形刀盘的轴向上的高度大小,通过金刚石刀具与三自由度微调机构旋转连接实现金刚石刀具自身的旋转。
[0065]
三自由度微调机构还可以采用其它现有技术实现金刚石刀具在圆形刀盘上的沿与轴向平行的方向的上下移动、沿圆形刀盘的径向方向前后移动和绕金刚石刀具自身旋转。
[0066]
进一步的,所述至少三个刀具安装位置均匀分布在圆形刀盘的周向上,每个刀具安装位置的中心与圆形刀盘的中心的连线在圆形刀盘的径向上;每个刀具安装位置的中心至圆形刀盘的中心的距离相同。
[0067]
可选地,所述至少三个刀具安装位置的数量为三个。
[0068]
参考图5所示,第一金刚石刀具、第二金刚石刀具和第三金刚石刀具在圆形刀盘的径向方向上的布置为,第三金刚石刀具位于圆形刀盘内的半径最大的圆环位置上,第二金刚石刀具次之,第一金刚石刀具再次之。
[0069]
进一步的,第一金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
aj
,第二金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
ab
,第三金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
ac
,其中,d
ac
、d
ab
和d
aj
满足公式(1):
[0070]daj
>d
ab
>d
ac
ꢀꢀꢀ
(1)。
[0071]
进一步的,第一金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rj
,第二金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rb
,第三金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rc
,其中,d
rj
、d
rb
和d
rc
满足公式(2):
[0072][0073]
其中,θ0表示第一金刚石刀具的刀齿刀尖到圆形刀盘中心轴线的向量与x轴之间的夹角,vf表示进给速度,n表示转速。
[0074]
进一步的,所述第一金刚石刀具的给定切深为a
pj
,所述第二金刚石刀具的给定切深为a
pb
,以使d
ac
、d
ab
和d
aj
满足公式(3)和(4):
[0075]dab
=d
ac
a
pb
ꢀꢀꢀ
(3)
[0076]
daj=d
ac
a
pb
a
pj
ꢀꢀꢀ
(4)。
[0077]
参考图4所示,d
ac
包括第三金刚石刀具的给定切深为a
pc
,d
ab
和d
aj
可用d
ac
来进行表示。
[0078]
第二方面,本发明实施例提供一种所述超精密平面加工方法,参考图6所示,包括:
[0079]
s1.调整每个刀具安装位置上的三自由度微调机构以使第一金刚石刀具、第二金刚石刀具和第三金刚石刀具的位置分别对应同时满足粗加工过程、半精加工过程和精加工过程;
[0080]
s2.在超精密机床上设置调整每个刀具安装位置上的三自由度微调机构后的所述的飞切刀盘;
[0081]
s3.启动机床一次走刀,同时完成飞切工艺的粗加工过程、半精加工过程和精加工过程。
[0082]
进一步的,调整每个刀具安装位置上的三自由度微调机构以使第一金刚石刀具、第二金刚石刀具和第三金刚石刀具的位置分别对应同时满足粗加工过程、半精加工过程和精加工过程,包括:
[0083]
调整第一金刚石刀具、第二金刚石刀具和第三金刚石刀具至圆形刀盘端面的距离,使d
ac
、d
ab
和d
aj
满足公式(1):
[0084]daj
>d
ab
>d
ac
ꢀꢀꢀ
(1)
[0085]
其中,第一金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
aj
,第二金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
ab
,第三金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
ac
。
[0086]
进一步的,调整每个刀具安装位置上的三自由度微调机构以使第一金刚石刀具、第二金刚石刀具和第三金刚石刀具的位置分别对应同时满足粗加工过程、半精加工过程和精加工过程,还包括:
[0087]
调整第一金刚石刀具、第二金刚石刀具和第三金刚石刀具至圆形刀盘中心轴线的距离,调整第一金刚石刀具的刀齿刀尖到圆形刀盘中心轴线的向量与x轴之间的夹角,使d
rj
、d
rb
和d
rc
满足公式(2):
[0088][0089]
其中,第一金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rj
,第二金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rb
,第三金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rc
;
[0090]
其中,θ0表示第一金刚石刀具的刀齿刀尖到圆形刀盘中心轴线的向量与x轴之间的夹角,vf表示进给速度,n表示转速。
[0091]
假设给定粗加工的刀齿刀尖到飞刀盘端面的距离d
rc
,切削过程的转速n及进给速度vf,那么三个刀齿到飞刀盘轴线的调节距离如下:
[0092][0093][0094]
以转速n及vf启动飞切机床,完成超精密平面的加工。
[0095]
进一步的,调整每个刀具安装位置上的三自由度微调机构以使第一金刚石刀具、第二金刚石刀具和第三金刚石刀具的位置分别对应同时满足粗加工过程、半精加工过程和精加工过程,包括:
[0096]
根据给定切深调整d
ac
、d
ab
和d
aj
,以使d
ac
、d
ab
和d
aj
满足公式(3)和(4)
[0097]dab
=d
ac
a
pb
ꢀꢀꢀ
(3)
[0098]
daj=d
ac
a
pb
a
pj
ꢀꢀꢀ
(4)
[0099]
其中,所述第一金刚石刀具的给定切深为a
pj
,所述第二金刚石刀具的给定切深为a
pb
。
[0100]
上述方法除了用于超精密平面的飞切加工外,还可以用于一般平面的飞切加工,以大幅度提高平面加工的效率。
[0101]
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。