技术特征:
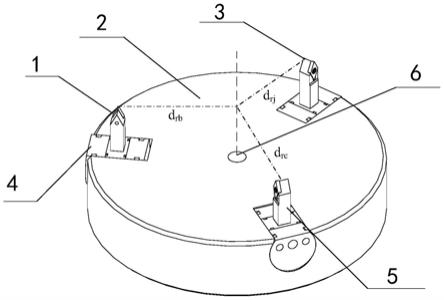
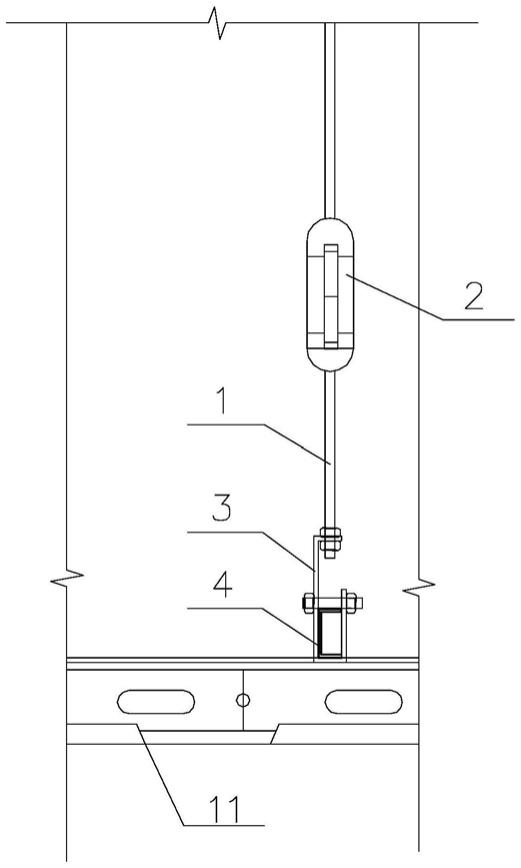
1.一种飞切刀盘,其特征在于,包括:圆形刀盘,用于设于超精密机床,设有至少三个刀具安装位置;三自由度微调机构,设于圆形刀盘的刀具安装位置,用于沿与圆形刀盘的轴向平行的方向上下移动、沿圆形刀盘的径向前后移动和沿三自由度微调机构的轴向转动;至少三个刀具安装位置,分别用于通过三自由度微调机构安装用于精过程的第一金刚石刀具、用于半精加工过程的第二金刚石刀具和用于粗加工过程的第三金刚石刀具,以实现通过所述超精密机床一次走刀同时完成飞切工艺的粗加工过程、半精加工过程和精加工过程。2.如权利要求1所述飞切刀盘,其特征在于,所述至少三个刀具安装位置均匀分布在圆形刀盘的周向上,每个刀具安装位置的中心与圆形刀盘的中心的连线在圆形刀盘的径向上;每个刀具安装位置的中心至圆形刀盘的中心的距离相同。3.如权利要求1所述飞切刀盘,其特征在于,第一金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
aj
,第二金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
ab
,第三金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
ac
,其中,d
ac
、d
ab
和d
aj
满足公式(1):d
aj
>d
ab
>d
ac
ꢀꢀꢀꢀꢀꢀꢀ
(1)。4.如权利要求3所述飞切刀盘,其特征在于,第一金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rj
,第二金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rb
,第三金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rc
,其中,d
rj
、d
rb
和d
rc
满足公式(2):其中,θ0表示第一金刚石刀具的刀齿刀尖到圆形刀盘中心轴线的向量与x轴之间的夹角,v
f
表示进给速度,n表示转速。5.如权利要求3所述飞切刀盘,其特征在于,所述第一金刚石刀具的给定切深为a
pj
,所述第二金刚石刀具的给定切深为a
pb
,以使d
ac
、d
ab
和d
aj
满足公式(3)和(4):d
ab
=d
ac
a
pb
ꢀꢀꢀ
(3)da
j
=d
ac
a
pb
a
pj
ꢀꢀ
(4)。6.如权利要求3所述飞切刀盘,其特征在于,所述至少三个刀具安装位置的数量为三个。7.一种所述超精密平面加工方法,其特征在于,包括:调整每个刀具安装位置上的三自由度微调机构以使第一金刚石刀具、第二金刚石刀具和第三金刚石刀具的位置分别对应同时满足粗加工过程、半精加工过程和精加工过程;在超精密机床上设置调整每个刀具安装位置上的三自由度微调机构后的权利要求1-5任意一项所述的飞切刀盘;启动机床一次走刀,同时完成飞切工艺的粗加工过程、半精加工过程和精加工过程。8.如权利要求7所述超精密平面加工方法,其特征在于,调整每个刀具安装位置上的三自由度微调机构以使第一金刚石刀具、第二金刚石刀具和第三金刚石刀具的位置分别对应同时满足粗加工过程、半精加工过程和精加工过程,包括:调整第一金刚石刀具、第二金刚石刀具和第三金刚石刀具至圆形刀盘端面的距离,使
d
ac
、d
ab
和d
aj
满足公式(1):d
aj
>d
ab
>d
ac
ꢀꢀꢀꢀꢀꢀꢀꢀ
(1)其中,第一金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
aj
,第二金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
ab
,第三金刚石刀具的刀齿刀尖距圆形刀盘端面的距离为d
ac
。9.如权利要求8所述超精密平面加工方法,其特征在于,调整每个刀具安装位置上的三自由度微调机构以使第一金刚石刀具、第二金刚石刀具和第三金刚石刀具的位置分别对应同时满足粗加工过程、半精加工过程和精加工过程,还包括:调整第一金刚石刀具、第二金刚石刀具和第三金刚石刀具至圆形刀盘中心轴线的距离,调整第一金刚石刀具的刀齿刀尖到圆形刀盘中心轴线的向量与x轴之间的夹角,使d
rj
、d
rb
和d
rc
满足公式(2):其中,第一金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rj
,第二金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rb
,第三金刚石刀具的刀齿刀尖距圆形刀盘中心轴线的距离为d
rc
;其中,θ0表示第一金刚石刀具的刀齿刀尖到圆形刀盘中心轴线的向量与x轴之间的夹角,v
f
表示进给速度,n表示转速。10.如权利要求9所述超精密平面加工方法,其特征在于,调整每个刀具安装位置上的三自由度微调机构以使第一金刚石刀具、第二金刚石刀具和第三金刚石刀具的位置分别对应同时满足粗加工过程、半精加工过程和精加工过程,包括:根据给定切深调整d
ac
、d
ab
和d
aj
,以使d
ac
、d
ab
和d
aj
满足公式(3)和(4)d
ab
=d
ac
a
pb
ꢀꢀꢀꢀꢀꢀꢀꢀ
(3)da
j
=d
ac
a
pb
a
pj
ꢀꢀꢀꢀꢀ
(4)其中,所述第一金刚石刀具的给定切深为a
pj
,所述第二金刚石刀具的给定切深为a
pb
。
技术总结
为解决传统的飞切工艺加工超精密平面时各加工工序分开独立进行加工导致的加工效率低的技术问题,本发明实施例提供一种飞切刀盘以及超精密平面加工方法,包括:圆形刀盘,用于设于超精密机床,设有至少三个刀具安装位置;三自由度微调机构,设于圆形刀盘的刀具安装位置,用于沿与圆形刀盘的轴向平行的方向上下移动、沿圆形刀盘的径向前后移动和沿三自由度微调机构的轴向转动;至少三个刀具安装位置,分别用于通过三自由度微调机构安装用于精过程的第一金刚石刀具、用于半精加工过程的第二金刚石刀具和用于粗加工过程的第三金刚石刀具,以实现通过所述超精密机床一次走刀同时完成飞切工艺的粗加工过程、半精加工过程和精加工过程。过程。过程。
技术研发人员:费基雄 张晓峰 徐维晴
受保护的技术使用者:中国工程物理研究院机械制造工艺研究所
技术研发日:2021.11.26
技术公布日:2022/2/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。