1.本发明涉及线路板生产的技术领域,特别是涉及一种新能源汽车电池用柔性线路板的加工方法。
背景技术:
2.随着国内市场新能源汽车销量的日渐升温、动力电池的生产稳健增长、以及fpc(柔性线路板)模块展现出的优异性能,大量的动力电池企业已经开始用fpc替代传统线束。fpc模块相比于传统的线束,由于fpc拥有高度集成、自动化组装、装配准确性、超薄厚度、超柔软度、轻量化等诸多优势,因而广泛应用于新能源汽车电池之中。由于在新能源汽车电池用柔性线路板的加工方法中,涉及到对用于覆盖在fpc线路层板上的pi保护膜进行开窗,以用于焊接焊盘。但是,在传统柔性线路板的加工方法中,pi保护膜与fpc线路层板贴合前,需要根据焊盘在fpc线路层板上的焊接位置通过钻孔冲切的方式进行开窗,然后再与fpc线路层板进行贴合,如此将会存在因窗孔位不对应而导致不良率过高的风险;另外,pi保护膜与fpc线路层板覆盖贴合的过程中存在以下难点:
3.1.需对准孔位再贴合的过程,导致pi保护膜覆盖贴合在fpc线路层上的过程较为繁杂,效率低下,
4.2.因设计需求,能源汽车的单片尺寸偏大,部分超出制程能力800-1200mm,过程中的大尺寸的pi保护膜与fpc产品涨缩不匹配。
技术实现要素:
5.针对现有技术的不足,本发明的目的在于提供一种新能源汽车电池用柔性线路板的加工方法,其能够将整张pi保护膜贴合覆盖在fpc线路层板上,再根据焊盘需要在fpc线路层板上的焊接位置通过激光高温气化的方式将pi保护膜开窗,如此不仅能够缩短加工时间,降低工序成本,且提升产品品质的良率。
6.本发明的目的采用如下技术方案实现:
7.新能源汽车电池用柔性线路板的加工方法,包括如下步骤:
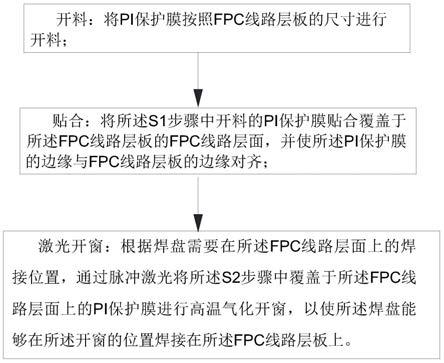
8.s1,开料:将pi保护膜按照fpc线路层板的尺寸进行开料;
9.s2,贴合:将所述s1步骤中开料的pi保护膜贴合覆盖于所述fpc线路层板的fpc线路层面,并使所述pi保护膜的边缘与fpc线路层板的边缘对齐;
10.进一步地,在所述s2步骤中,于所述贴合步骤后还包括附加步骤:将所述贴合在所述fpc线路层板上的pi保护膜贴进行压合。
11.进一步地,在所述s2步骤中,于所述压合步骤后还包括附加步骤:将所述压合在所述fpc线路层板上的pi保护膜贴进行烘干。
12.s3,激光开窗:根据焊盘需要在所述fpc线路层面上的焊接位置,通过脉冲激光将所述s2步骤中覆盖于所述fpc线路层面上的pi保护膜进行高温气化开窗,以使所述焊盘能够在所述开窗的位置焊接在所述fpc线路层板上。
13.进一步地,于所述s3步骤中,所述脉冲激光进行高温气化开窗的步骤包括:
14.s30,将所述s2步骤中覆盖有pi保护膜的fpc线路层板放置于工作平台的上表面,并且所述pi保护膜的膜面朝上;
15.s31:通过脉冲激光光束聚焦在所述s30步骤所述pi保护膜需要开窗的位置而能够高温气化所述pi保护膜直至露出所述线路层面上的铜箔。
16.进一步地,在所述s31步骤中,所述脉冲激光光束聚焦的步骤包括:
17.s310,通过光路传导系统将所述脉冲激光光束反射聚焦在所述pi保护膜上。
18.在所述s310步骤中,所述光路传导系统包括有光束变化系统,所述光束变化系统用于对脉冲激光光束进行形态和能量密度的变换调整。
19.进一步地,所述光路传导系统还包括有扫描振镜系统,所述扫描振镜系统用于将变换调整后的脉冲激光光束反射聚焦成光斑并导送至所述pi保护膜上。
20.进一步地,所述光路传导系统还包括有聚焦透镜组,所述聚焦透镜组用于调节聚焦在所述pi保护膜上的光斑的大小。
21.进一步地,所述s2步骤中覆盖有pi保护膜的fpc线路层板能够通过真空吸附的方式固定于所述工作平台上。
22.相比现有技术,本发明的有益效果在于:
23.本发明的方法在具体实施时,先将整张pi保护膜贴合覆盖在fpc线路层板的fpc线路层面上,再根据焊盘需要在fpc线路层板上的焊接位置通过脉冲激光将pi保护膜高温气化开窗,使得焊盘在开窗的位置与fpc线路层板焊接而与fpc线路层板上的fpc线路层连通,如此不仅省略了对孔的过程,简化了fpc产品的制作流程,缩短加工时间,降低工序成本,还能够提升产品品质的良率。
附图说明
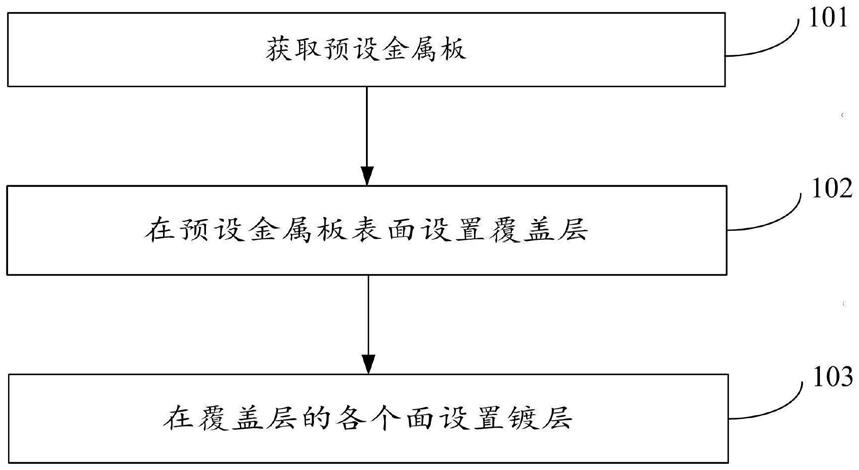
24.图1为本发明柔性线路板加工方法的流程图;
25.图2为本发明具体实施例涉及fpc线路层板与焊盘连接的结构示意图;
26.图3为本发明具体实施例涉及光路传导系统的结构示意图。
27.图中:10、激光器;20、光束变换系统;21、扫描振镜系统;210、扫描镜;211、振镜;30、聚焦透镜;40、真空吸附平台;50、窗口;51、焊盘。
具体实施方式
28.下面,结合附图以及具体实施方式,对本发明做优先描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
29.实施方式:
30.请参阅图1-2,本发明示出了一种新能源汽车电池用柔性线路板的加工方法,包括如下步骤:
31.s1,开料:将pi保护膜按照fpc线路层板的尺寸进行开料;
32.s2,贴合:将s1步骤中开料的pi保护膜贴合覆盖于fpc线路层板的fpc线路层面,并使pi保护膜的边缘与fpc线路层板的边缘对齐;
33.s3,激光开窗:根据焊盘需要在fpc线路层面上的焊接位置,通过脉冲激光将s2步骤中覆盖于fpc线路层面上的pi保护膜进行高温气化开窗,以使焊盘能够在开窗的位置焊接在fpc线路层板上。
34.由此可知,本发明新能源汽车电池用柔性线路板的加工方法在具体实施时,先根据fpc线路层板的大小进行开料,然后将开料的pi保护膜贴合覆盖在fpc线路层板的fpc线路层面,最后根据焊盘51需要在fpc线路层板上的焊接位置通过脉冲激光将pi保护膜高温气化开窗,使得焊盘51在开窗的位置与fpc线路层板焊接而与fpc线路层板上的fpc线路层连通,省略了对孔的过程,简化了fpc产品的制作流程,缩短加工时间,降低工序成本,提升产品品质的良率。
35.本实施例中,在s2步骤中,于贴合步骤后还包括附加步骤:将贴合在fpc线路层板上的pi保护膜贴压合,具体通过热压的方式将pi保护膜与fpc线路层板快速压合,防止pi保护膜在fpc线路层板出现起泡现象,避免影响脉冲激光对贴合覆盖在fpc线路层板上的pi保护膜高温气化开窗,从而避免影响柔性线路板后序的制程。此外,在s2步骤中,于压合步骤后还包括附加步骤:将压合在fpc线路层板上的pi保护膜贴进行烘干,通过将压合在fpc线路层板上的pi保护膜烘干,使得的pi保护膜与fpc线路层板完成形成结合在一起,有利于s3步骤中的激光开窗,以避免影响通过脉冲激光对贴合覆盖在fpc线路层板上的pi保护膜进行高温气化的效果,使得焊盘51在开窗的位置与fpc线路层板焊接接触良好,降低柔性线路板的不良率。
36.本实施例中,脉冲激光进行高温气化开窗的步骤具体包括:
37.s30,将s2步骤中覆盖有pi保护膜的fpc线路层板放置于工作平台的上表面,并且pi保护膜的膜面朝上;
38.s31:通过脉冲激光光束聚焦在s30步骤pi保护膜需要开窗的位置而能够高温气化pi保护膜直至露出线路层面上的铜箔。
39.也即可以理解,对贴合覆盖在fpc线路层板上的pi保护膜进行高温气化开窗时,先将覆盖有pi保护膜的fpc线路层板放置于工作平台上,且pi保护膜的膜面朝上,再通过脉冲激光光束聚焦在pi保护膜的膜面上进行高温气化开窗。
40.本实施例中,s2步骤中覆盖有pi保护膜的fpc线路层板能够通过真空吸附的方式固定于工作平台上,也即是覆盖有pi保护膜的fpc线路层板通过真空吸附平台40进行真空吸附固定,避免脉冲激光对覆盖在fpc线路层板上的pi保护膜进行高温气化切割时出现产品(覆盖有pi保护膜的fpc线路层板)晃动的现象,达到避免影响激光开窗的效果。
41.本实施例中,脉冲激光光束聚焦的步骤具体为:通过光路传导系统将脉冲激光光束反射聚焦在pi保护膜上。如图3所示,具体地,光路传导系统包括有扫描振镜系统21和聚焦透镜30组,扫描振镜系统21用于将脉冲激光光束反射聚焦成光斑并导送至固定于工作平台上的fpc线路层板的pi保护膜上;其中,扫描振镜系统21包括有扫描镜210和振镜211,由此可知,脉冲激光光束经过扫描镜210反射至振镜211上,再通过振镜211反射至聚焦透镜30组上,最后通过聚焦透镜30组聚焦于pi保护膜上,从而完成脉冲激光光束的聚焦。另外,本实施例将聚焦透镜30组包括有聚焦透镜30,聚焦透镜30设为可调聚焦透镜30,从而使其能够改变聚焦在pi保护膜上的光斑大小,以获得最佳的切割效果。
42.本实施例中,光路传导系统还包括有光束变化系统,光束变化系统用于将脉冲激
光光束用于对脉冲激光光束进行形态和能量密度的变换调整,也即是脉冲激光光束经过该光束变化系统进行形态和能量密度的变换调整之后再进入上述的扫描振镜系统21,从而实现激光脉冲的能量密度调整,极大的减少了激光脉冲对pi保护膜进行高温气化开窗边缘的碳化现象,提高产品的良品率。
43.本实施例中,脉冲激光光束由激光器10产生,也即是激光器10产生的脉冲激光光束依次经过光束变化系统、扫描振镜系统21和聚焦透镜30组进行光路传导聚焦固定在真空吸附平台40的pi保护膜上,激光器10为脉冲激光切割机上的激光器10,且该脉冲激光切割机的额定功率选用15w的,使用该脉冲激光切割机对pi保护膜进行高温气化开窗时,将其切割功率调整为7.5w,切割的速度调整为12m/min,切割的频率调整为1000hz/min,激光头选用直径为0.8mm的喷咀,通过上述光束变化系统、扫描振镜系统21和聚焦透镜30组将聚焦于pi保护膜上的焦点调整为-0.7mm,以获得最佳的开窗效果。这些参数为发明人通过不断创造性性试验得出,若切割的速度过快,pi保护膜上的窗口50的焊盘r角过大,若切割的功率/频率过高,将会损伤fpc线路层面上的铜箔。因此,通过这些参数与上述光束变换系统20结合,在激光脉冲对pi保护膜进行开窗时可避免fpc线路层面的烧伤,使得本发明获得最佳的激光脉冲切割的效果。
44.激光脉冲切割的原理:
45.激光脉冲切割是应用激光聚焦后产生的高功率密度能量来实现的,在控制系统的控制下,通过脉冲使激光器放电,从而输出受控的重复高频率的脉冲激光,形成一定频率和一定脉宽的激光光束,该脉冲激光光束经过光路传导及反射并通过聚焦透镜组聚焦在加工物体的表面上,形成一个个细微的、高能量密度光斑,焦斑位于待加工面的附近,以瞬间高温熔化或气化被加工材料;每一个高能量的激光脉冲瞬间就把物体表面溅射出一个细小的孔,在控制系统的控制下,激光头与被加工材料按预设的图形进行连续相对运动打点,如此就会把物体加工成想要的形状,当然,切缝时的工艺参数(如切割速度、激光器功率,气体压力等)及运动轨迹均由控制系统控制,割缝处的熔渣被一定压力的辅助气体吹除。
46.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。