1.本发明涉及电缆加工技术领域,尤其是一种超柔软电动汽车直流充电桩电缆加工方法。
背景技术:
2.目前市场上的电动汽车直流充电桩线缆采用铜导体结构设计不合理,此种线缆铜存在单丝比较粗,弯曲柔软性差、线缆传输电能的安全系数低等缺点。
3.由于对直流充电缆的整体柔软度以及手握感觉要求较高,直流充电桩电缆柔软、安全性能久和可靠性高等特性开发已成为市场主流,因此,本发明提供了一种超柔软电动汽车直流充电桩电缆加工方法,可以很好的解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种超柔软电动汽车直流充电桩电缆加工方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:
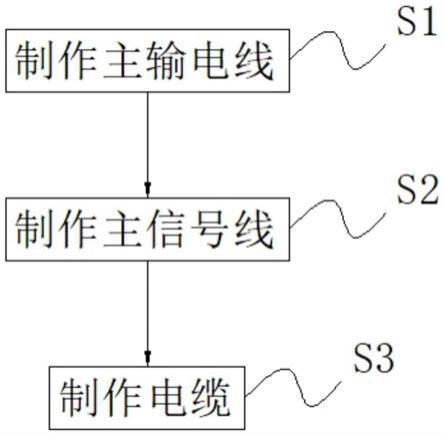
6.一种超柔软电动汽车直流充电桩电缆加工方法,包括以下步骤:
7.s1)制作主输电线:首先选用多股超细0.19mm单丝铜丝同向的束绞,形成4mm2和0.75mm2的线芯,4mm2和0.75mm2的线芯采用多股芳纶丝束丝,形成导体,然后选用绝缘层热塑裹套在主线芯的外侧,形成主输电线;
8.s2)制作主信号线:选用10根0.75mm2控制信号线,并分成三组,其中一组包含6根控制信号线,另外两组分别包含2根控制信号线,每组控制信号线的外侧由内到外依次套装铝塑复合带、铜丝编制层和内套层,形成三股传输控制信号的主信号线;
9.s3)制作电缆:选用一根主输电线,三股主信号线,一根接地线和两股辅助线芯配合填充物然后由内到外依次裹套绕包层和护套层,以加工成电缆。
10.在进一步的实施例中,所述绝缘层选用选用低烟无卤辐照交联聚烯烃制作而成。
11.在进一步的实施例中,所述铜丝编制层4选用单线直径0.12mm的铜丝并丝,并采用24股编织机相互交织覆盖编织而成。
12.在进一步的实施例中,所述内套层选用热塑性弹性体护套料制作而成。
13.在进一步的实施例中,绕包层选用0.08mm薄型无纺布制作而成,所述护套层选用热塑性弹性体护套料制作而成。
14.与现有技术相比,本发明的有益效果是:通过多股芳纶丝束丝复合铜丝束丝成导体,能大幅提升导体的柔韧性;然后配合填充物,外裹绕包层和外套层,进一步提高整个电缆的柔韧性;整个电缆结构是通过材料的层层优选和结构层层精密设计,以上各种优点整体组合起来使用电缆达到超柔软状态,柔软性得到大幅提升。
附图说明
15.图1为一种超柔软电动汽车直流充电桩电缆的加工流程示意图;
16.图2为一种超柔软电动汽车直流充电桩电缆的结构示意图。
17.图中:1-导体本体,2-绝缘层,3-铝塑复合带,4-铜丝编织层,5-填充物,6-绕包层,7-内套层,8-护套层。
具体实施方式
18.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
19.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.请参见图1-2,一种超柔软电动汽车直流充电桩电缆加工方法,包括以下步骤:
22.s1)制作主输电线:首先选用多股超细0.19mm单丝铜丝同向的束绞,形成4mm2和0.75mm2的线芯,4mm2和0.75mm2的线芯采用多股芳纶丝束丝,形成导体1,然后选用绝缘层2热塑裹套在主线芯的外侧,形成主输电线;其中绝缘层2选用选用低烟无卤辐照交联聚烯烃制作而成;
23.s2)制作主信号线:选用10根0.75mm2控制信号线,并分成三组,其中一组包含6根控制信号线,另外两组分别包含2根控制信号线,每组控制信号线的外侧由内到外依次套装铝塑复合带3、铜丝编制层4和内套层7,形成三股传输控制信号的主信号线;其中,铜丝编制层4选用单线直径0.12mm的铜丝并丝,并采用24股编织机相互交织覆盖编织而成;所述内套层7选用热塑性弹性体护套料制作而成;
24.s3)制作电缆:选用一根主输电线,三股主信号线,一根接地线和两股辅助线芯配合填充物5然后由内到外依次裹套绕包层6和护套层8,以加工成电缆;其中,绕包层6选用0.08mm薄型无纺布制作而成,所述护套层8选用热塑性弹性体护套料制作而成。
25.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论
从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
26.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.一种超柔软电动汽车直流充电桩电缆加工方法,包括其特征在于,包括以下步骤:s1)制作主输电线:首先选用多股超细0.19mm单丝铜丝同向的束绞,形成4mm2和0.75mm2的线芯,4mm2和0.75mm2的线芯采用多股芳纶丝束丝,形成导体,然后选用绝缘层热塑裹套在主线芯的外侧,形成主输电线;s2)制作主信号线:选用10根0.75mm2控制信号线,并分成三组,其中一组包含6根控制信号线,另外两组分别包含2根控制信号线,每组控制信号线的外侧由内到外依次套装铝塑复合带、铜丝编制层和内套层,形成三股传输控制信号的主信号线;s3)制作电缆:选用一根主输电线,三股主信号线,一根接地线和两股辅助线芯配合填充物然后由内到外依次裹套绕包层和护套层,以加工成电缆。2.根据权利要求1所述的一种超柔软电动汽车直流充电桩电缆加工方法,其特征在于,所述绝缘层选用选用低烟无卤辐照交联聚烯烃制作而成。3.根据权利要求1所述的一种超柔软电动汽车直流充电桩电缆加工方法,其特征在于,所述铜丝编制层4选用单线直径0.12mm的铜丝并丝,并采用24股编织机相互交织覆盖编织而成。4.根据权利要求1所述的一种超柔软电动汽车直流充电桩电缆加工方法,其特征在于,所述内套层选用热塑性弹性体护套料制作而成。5.根据权利要求1所述的一种超柔软电动汽车直流充电桩电缆加工方法,其特征在于,绕包层选用0.08mm薄型无纺布制作而成,所述护套层选用热塑性弹性体护套料制作而成。
技术总结
本发明公开了一种超柔软电动汽车直流充电桩电缆加工方法,包括以下步骤:S1)制作主输电线;S2)制作主信号线;S3)制作电缆;通过多股芳纶丝束丝复合铜丝束丝成导体,能大幅提升导体的柔韧性;然后配合填充物,外裹绕包层和外套层,进一步提高整个电缆的柔韧性;整个电缆结构是通过材料的层层优选和结构层层精密设计,以上各种优点整体组合起来使用电缆达到超柔软状态,柔软性得到大幅提升。柔软性得到大幅提升。柔软性得到大幅提升。
技术研发人员:蒋仁章 王克勤 刘岩
受保护的技术使用者:红旗电缆电器仪表集团有限公司
技术研发日:2021.11.12
技术公布日:2022/2/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。