1.本发明实施例涉及焊接技术领域,特别是涉及一种焊接管理的方法、装置以及焊接设备。
背景技术:
2.在焊接设备大规模采用的生产现场中,由于焊接设备数量多,分布广泛,从而造成现场生产管理、焊接设备的生产数量以及质量的监管与追溯等困难,为了加强企业对焊接过程的管理,达到精细化生产的目的,企业建立焊接过程的参数采集管理系统的需求越来越迫切。
3.本发明实施例的发明人在实施本发明实施例的过程中,发现:但当前的焊接管理中总是通过人工的方式记录焊接设备并且人工汇总,而人工记录和人工汇总,只是事后记录,会造成延时,不利于生产现场管理人员对生产的监控和管理。
技术实现要素:
4.本发明实施例主要解决的技术问题是提供一种焊接管理的方法,能够实现生产管理者直接实时监控各车间的焊接设备和焊工,非常方便,并且利于生产管理者对生产过程的监控和管理。
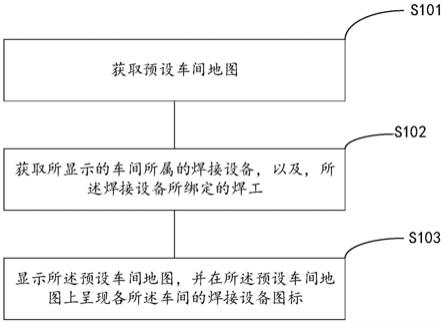
5.为解决上述技术问题,本发明实施例采用的一个技术方案是:提供一种焊接管理的方法,所述方法包括:获取预设车间地图;获取所显示的车间所属的焊接设备,以及,所述焊接设备所绑定的焊工;显示所述预设车间地图,并在所述预设车间地图上呈现各所述车间的焊接设备图标。
6.可选的,接收操作指令;根据所述操作指令,调整焊接设备图标在所述预设车间地图的位置,以使焊接设备图标在所述预设车间地图的位置与焊接设备在车间的实际位置相互对应。
7.可选的,获取所述焊工的工作信息;所述工作信息包括绑定时长、焊接时长和效率;基于所述工作信息,对所述焊工进行排序并且显示。
8.可选的,获取所述焊接设备的焊接信息,所述焊接信息包括焊接时长、开机时长和设备利用率;基于所述焊接信息,对所述焊接设备进行排序并且显示。
9.可选地,获取所述焊接设备的工作状态,其中,所述工作状态包括开机状态、待机状态、焊接状态和告警状态;统计所述车间内处于各个工作状态的焊接设备的第一数量;在所述车间的显示区域显示各个工作状态,以及,所述各个工作状态对应的第一数量。
10.可选的,在所述焊接设备图标中显示单个焊接设备的工作状态。
11.可选地,实时接收焊接设备发送的绑定信息,其中,所述绑定信息包括焊工的标识信息和所述焊接设备的标识信息;
12.为解决上述技术问题,本发明实施方式采用的另一个技术方案是:提供了一种焊接管理的装置,包括:接收模块,用于接收焊接设备发送的绑定信息,其中,所述绑定信息包
括焊工的标识信息和所述焊接设备的标识信息;绑定模块,用于将所述焊工的标识信息和所述焊接设备的标识信息进行绑定;获取模块,用于获取所述焊接设备所属的车间;显示模块,用于显示所述车间,并且在所述车间的显示区域中显示属于所述车间的焊接设备,以及,所述焊接设备所绑定焊工。
13.可选地,所述焊接管理装置,包括:至少一个处理器,以及,与所述至少一个处理器通信连接的存储器和显示装置,其中,所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够执行上述任一项方法。
14.为解决上述技术问题,本发明实施方式采用的再一个技术方案是:提供了一种焊接管理系统,包括:焊接设备、绑定设备和上述的服务器,其中,所述服务器和焊接设备通信连接,所述绑定设备和焊接设备通信连接,所述绑定设备用于获取焊工的标识信息,并且将所述标识信息发送至所述焊接设备,由所述焊接设备将焊工的标识信息和所述焊接设备的标识信息组成绑定信息,并且将所述绑定信息发送至所述服务器。
15.本发明实施例的有益效果是:区别于现有技术的情况,本发明实施例接收焊接设备发送的绑定信息,将所述焊工的标识信息和所述焊接设备的标识信息进行绑定,获取所述焊接设备所属的车间,显示所述车间,并且在所述车间的显示区域中显示属于所述车间的焊接设备,以及,所述焊接设备所绑定焊工,当显示车间、车间的焊接设备以及对应的焊工时,生产管理者可以直观了解车间的焊接设备以及焊工,从而方便生产管理者对生产过程进行监控和管理。
附图说明
16.为了更清楚地说明本发明具体实施例或现有技术中的技术方案,下面将对具体实施例或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
17.图1是本发明实施例的焊接管理系统的立体图;
18.图2是本发明实施例的绑定设备的模块框图;
19.图3是本发明实施例的焊接设备的模块框图;
20.图4是本发明实施例的处理器模块连接图;
21.图5的是本发明实施例焊接管理方法的一实施例流程图;
22.图6的是本发明实施例焊接管理方法的另一实施例流程图;
23.图7的是本发明实施例焊接管理方法方法的又一实施例的流程图;
24.图8的是本发明实施例焊接管理装置的结构示意图。
具体实施例
25.为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。需要说明的是,当元件被表述“固定于”另一个元件,它可以直接在另一个元件上、或者其间可以存在一个或多个居中的元件。当一个元件被表述“连接”另一个元件,它可以是直接连接到另一个元件、或者其间可以存在一个或多个居中的元件。本说明书所使用的术语“上”、“下”、“内”、“外”、“垂直的”、“水平的”等指示的方位或位置关系为基于附图所示的方位或
位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
26.请参阅图1,焊接管理系统包括焊接设备10、绑定设备20、服务器30和显示装置34。其中,所述绑定设备20和焊接设备10通信连接,所述绑定设备20和服务器30通信连接,所述显示装置34和服务器30通信连接。
27.对于上述绑定设备20,所述绑定设备20用于获取焊工的标识信息,并且将所述标识信息发送至所述焊接设备10。在一些实施例中,如图2所示,绑定设备20包括电源电路21、识别单元22、控制单元23、通讯单元24、显示单元25。所述电源电路21与识别单元22、控制单元23、通讯单元24、显示单元25连接,所述识别单元22、通讯单元24、显示单元25均与控制单元23连接。电源电路21用于为所述绑定设备20提供电源,识别单元22用于焊工进行身份的识别;控制单元23用于控制绑定设备20各个单元之间运作;通讯单元用于与所述焊接设备10的通信连接,显示单元25用于查看当前设备的设备编码、绑定状态以及提示信息。
28.对于上述焊接设备10,所述焊接设备10可以将焊工的标识信息和所述焊接设备10的标识信息组成绑定信息,并且将所述绑定信息发送至所述服务器30,由服务器30记载焊接设备10与焊工之间的绑定关系。在焊工使用焊接设备10的过程中,焊接设备10实时读取自身的状态信息,并且将状态信息发送至服务器30,由服务器30实时记录焊接设备10的状态信息。而当焊工下机时,焊接设备10向服务器30发送解绑信息,服务器30将焊工和焊接设备10进行解绑。在一些实施例中,如图3所示,焊接设备10包括电源电路11、控制单元12、功率单元13、通讯单元14以及联网单元15。所述电源电路10与控制单元12、功率单元13、通讯单元14以及联网单元15连接,其中,所述控制单元12均与电源电路11、功率单元13、通讯单元14、联网单元15连接。所述电源电路11用于为所述焊接设备10提供电源;控制单元12用于控制焊接设备10的运作;功率单元13用于计算统计焊接设备10的工作状态以及生产数量;通讯单元14用于所述绑定设备20进行通讯;联网单元15用于与服务器30进行网络通讯。
29.对于上述服务器30,如图4所示,服务器30包括一个或多个处理器31、通信模块32、存储器33和显示装置34。服务器30可以是塔式服务器30、机架式服务器30、刀片式服务器30、云服务器30等。处理器31、通信模块32和存储器33之间可以通过总线或者其他方式连接。
30.存储器33作为一种非易失性计算机可读存储介质,可用于存储非易失性软件程序、非易失性计算机可执行程序以及模块,如:本发明实施例中的控制焊接管理系统的方法对应的程序指令/模块(例如,附图4中所示的各个模块。)处理器通过运行存储在存储器中的非易失性软件程序,指令以及模块,从而执行服务器30的各种功能应用以及数据处理,即实现下述方法实施例控制焊接管理设备的方法。
31.存储器33可以包括存储程序区和存储数据区,其中,存储程序区可存储操作系统,至少一个功能所需要的应用程序;存储数据区可存储根据控制焊接管理设备的装置的使用所创建的数据等。此外存储器可以包括高速随机存取存储器,还可以包括非易失性存储器,例如至少一个磁盘存储器件、闪存器件、或其他非易失性固态存储器件。在一些实施例中,存储器可选包括相对于处理器远程设置的存储器,这些远程存储器可以通过网络连接至控制焊接管理设备的装置。上述网络的实施例包括但不限于互联网、企业内部网、局域网、移
动通信网及其组合。
32.所述一个或者多个模块存储在所述存储器33中,当被所述一个或者多个处理器31执行时,执行上述任意方法实施例中的控制焊接管理系统的方法。
33.请继续参阅图1,在焊接管理系统运行之前,用户需要准备好焊接生产电子看板的服务器,然后进行显示装置软件的安装部署,部署环境可以是windows系统、linux系统等,用户需要配置好焊接生产车间现场联网焊接设备的网络参数,网络参数包括wifi参数、以太参数、4g参数、服务器ip和端口等,建立好焊接设备与电子看板服务器之间的网络连接。
34.生产现场还要安装好每台联网焊接设备匹配的焊工绑定设备,焊工身份的识别方式不限于ic卡识别、id卡识别、指纹识别、人脸识别、扫码识别等。然后用户可以在web端登录焊接生产管理系统,根据自身的生产组织结构进行企业生产组织结构信息和焊工班组信息的编辑维护。企业生产组织信息包括企业信息、工厂信息、车间信息、产线信息等,焊工班组信息包括班组名称、班组长、班组人数等。用户可以在各生产车间信息中导入各车间对应的平面图,用作生产看板页面中设备分布详情图的背景图。用户需根据焊接设备识别码信息在完成在焊接设备在系统中的注册,以及,焊工身份识别码信息进行焊工在系统中的注册,注册完成后焊工就可以使用焊工绑定装置进行焊工与焊接设备的绑定和解绑,系统也可以查看焊工的绑定状态和作业状态。
35.用户在焊接生产车间现场安装好电子看板显示装置34,电子看板显示装置可以是电视、一体机、led显示屏等,在看板显示装置中访问系统的看板页面进行展示车间的实时生产信息。用户进入看板页面后,需要在页面的生产组织结构选择框中先选中当前的焊接生产车间,这样系统中可以显示当前车间的生产信息、当前车间设备总体的工作状态和对应的数量以及焊工总体的作业状态和对应的数量。
36.本发明实施例提供一种焊接管理的方法,其中,该焊接管理的方法应用于上述焊接管理设备。
37.参阅图5和图6,图5示出了根据本发明实施例一种焊接管理的方法流程图,该方法包括以下步骤:
38.步骤s101:获取预设车间地图;
39.在焊接车间开始工作之前,车间可以自定义导入所述车间的平面图,同时显示装置中会使用导入的车间平面图来当做对应车间显示装置的平面背景图方便查看当前车间的生产情况。
40.步骤s102:获取所显示的车间所属的焊接设备,以及,所述焊接设备所绑定的焊工;
41.在生产管理中,在所述车间的位置会有相对应的焊接设备10,焊接设备10在开始工作时需要绑定焊工的信息,结束工作时需要与焊工解绑。
42.步骤s103:显示所述预设车间地图,并在所述预设车间地图上呈现各所述车间的焊接设备10图标;
43.焊接生产车间的显示装置中可以将生产车间中各个位置的焊接设备10和作业焊工的工作状态和参数非常直观的展示出来,生产管理者可以非常直观的查看车间的生产情况,也可以非常直观的查看焊接设备10、绑定设备20和焊工的作业状态及所在车间的位置,实现更加直观高效的焊接生产监控和管理。
44.本发明还提供焊接管理的方法的另一实施例,请参阅图6,图6是本实施例与其它实施例不同之处在于,所述方法还包括:
45.步骤s104:接收操作指令;
46.在生产管理中,车间的焊接设备10会以设备图标的形式,展示在显示装置的平面图上,设备图标中会显示焊接设备10的工作状态。
47.步骤s105:根据所述操作指令,调整焊接设备10图标在所述预设车间地图的位置,以使焊接设备10图标在所述预设车间地图的位置与焊接设备10在车间的实际位置相互对应。
48.车间设备分布详情图中,焊接生产管理者可以根据各焊接设备10在焊接车间实际的位置信息,来编辑焊接设备10图标在车间背景平面图中的位置,保证车间的电子看板中各焊接设备10图标的位置与实际所在车间的位置一致。这样焊接生产车间的电子看板中就可以将生产车间中各个位置到的焊接设备和焊工的工作状态和参数非常直观的展示出来,生产管理者可以非常直观的查看车间各个位置的生产情况,也可以非常直观的查看各设备和焊工的作业状态及所在的车间位置,实现更加直观高效的焊接生产监控和管理。
49.步骤s106:获取所述焊工的工作信息;所述工作信息包括绑定时长、焊接时长和效率;
50.在一些实施例中,车间的显示装置可以查看整个车间各个焊工整体的绑定时长、焊接时长、告警数量、平均作业效率等数据。通过显示车间的焊工工作信息,可以方便管理人员,直观了解该车间的整体情况。
51.步骤s107:基于所述工作信息,对所述焊工进行排序并且显示。
52.车间显示装置平面图可以直观的展现各个焊接设备10对应的作业焊工的工作信息,并且进行排序显示,工作信息包括焊工的工作时长、焊接时长等,方便生产管理者更加直观的查看焊工的工作状态。
53.本发明还提供焊接管理的方法的又一实施例,请参阅图7,图7是本实施例与其它实施例不同之处在于,所述方法还包括:
54.步骤s108:获取所述焊接设备10的焊接信息,所述焊接信息包括焊接时长、开机时长、焊接参数和设备利用率;
55.在一些实施例中,获取所述焊接设备的焊接信息,可以是直接从焊接设备获取的实时信息,其中焊接信息还包括实时焊接参数,如当日实时的焊条直径、焊接电流、焊接层数、焊接电压等焊接参数,也可以是基于处理器计算处理后得到的信息,如焊接时长、开机时长,设备利用率等。步骤s109:基于所述焊接信息,对所述焊接设备进行排序并且显示。
56.步骤s110:统计所述车间内处于各个工作状态的焊接设备10的第一数量;
57.步骤s120:在所述车间的显示区域显示各个工作状态,以及,所述各个工作状态对应的第一数量。
58.在显示各个工作状态的焊接设备的状态时,可以按阵列的方式显示,例如:第一列显示工作状态的名称,第二显示对应的工作状态的第一数量。
59.在一些实施例中,还可以基于各个焊接设备10工作状态的第一数量,并且结合其他信息,统计该车间的总括焊接时长、开机时长、设备利用率、告警数量等。
60.通过将焊接设备10的工作状态和焊工工作进行归类,可以方便焊接生产管理者可
以通过车间的显示装置直观查看各个焊接设备10的总耗能,包括:当日实时的电能消耗、焊丝消耗等生产耗能数据,还可以查看当前所述焊接设备10所绑定焊工整体的绑定时长、焊接时长、平均作业效率等数据,并且展示了所述车间焊接设备10或焊工的生产数据排行榜,排行榜数据会进行实时刷新。生产数据包括焊接时长、开机时长、绑定时长、设备利用率、设备告警数量等。生产管理者也可以通过切换开关来切换焊接设备生产数据排行和产线生产数据排行,或者焊工生产数据排行的班组生产数据排行,多维度的生产数据实时排行榜,可以帮助提高焊接作业焊工和产线管理者的生产积极性,从而帮助提高生产效率。
61.步骤s130:在所述焊接设备10图标中显示单个焊接设备10的工作状态和或焊接参数。
62.在车间显示平面图还可以查看单个焊接设备10的工作状态,以及焊接设备10绑定的作业焊工工作状态。
63.步骤s140:实时接收焊接设备10发送的绑定信息,其中,所述绑定信息包括焊工的标识信息和所述焊接设备10的标识信息;
64.焊工的标识信息是指焊工姓名,焊工工号、焊工身份识别码、所在的班组等,每位焊工都有唯一的身份识别码。焊接设备的基础信息包括设备编码、设备识别码、设备型号、所在生产组织等。每台设备也都有唯一的设备识别码,焊工和焊接设备10事前需要先在服务器注册,在注册完之后,可以在焊接生产管理系统查询焊接设备10的工作状态和焊接参数,或者,焊工的绑定状态和作业状态。而在焊工使用焊接设备10时,将焊工和焊接设备在服务器进行绑定,服务器可以查看到焊工使用哪些焊接设备10和焊接信息。焊工在开始使用焊接设备时需要焊工绑定装置进行身份的识别,与当前要使用的焊接设备进行绑定,结束作业时,也需要焊工绑定装置进行身份的识别,与当前的焊接设备进行解绑,如果焊工需要进行使用的设备已被其他焊工绑定,则需要联系前面的绑定焊工或者生产管理者解绑后,才可以进行绑定作业,每台焊接设备同一时刻只能被一名焊工绑定,每名焊工同一时刻也只能绑定一台焊接设备本发明实施例提供的一种焊接管理装置的结构示意图,该装置应用于上述的管理装置,如图8所示,该装置包括接收模块41、绑定模块42、获取模块43和显示模块44。
65.接收模块41,用于接收焊接设备10的焊接信息以及焊接设备10发送的绑定信息,其中,所述绑定信息包括焊工的标识信息和所述焊接设备10的标识信息。绑定模块42,用于将所述焊工的标识信息和所述焊接设备10的标识信息进行绑定。获取模块43,用于获取所述焊接设备10所属的车间地图。显示模块44,用于显示所述车间地图,并且在所述车间的显示区域中显示属于所述车间的焊接设备10,以及,所述焊接设备10所绑定焊工。
66.在一些实施例中,所述接受模块41还用于实时接收所述焊接设备10发送的状态信息,其中,所述状态信息包括焊接电流、焊接电压、送丝速度、焊接时长和工作状态,所述获取模块43还用于根据实时接收到所述焊接设备的状态信息,统计当天所述焊接设备的总能耗,以及所述焊接设备所绑定的焊工的工作时长,获取各所述焊接设备所归属的产品线,统计所述产品线对应的焊接设备的总能耗和所述焊接设备所绑定的焊工的工作时长,获取预设车间地图,所述显示模块44还用于实时在所述焊接设备的显示区域中显示所述状态信息,统计所述车间内处于各个工作状态的焊接设备的第一数量,并且在所述车间的显示区域显示所述第一数量,统计并且显示所述车间内焊工的第二数量,并且在所述车间的显示
区域显示所述第二数量,在所述车间的显示区域归属所述车间的各个所述焊接设备的总能耗,以及,所述焊接设备所绑定的焊工的工作时长,显示所述预设车间地图,并在所述预设车间地图上呈现各所述车间。
67.本发明实施例的有益效果是:区别于现有技术的情况,本发明实施例的一种焊接管理的装置,包括接受模块接收焊接设备发送的绑定信息,绑定设备将接收到的绑定信息与焊接设备进行绑定,获取模块获取焊接设备的状态信息、焊接设备总耗能、焊工的工作时长、焊接设备所归属的产品线以及预设车间地图,显示模块将获取模块所获取到的信息显示于所述车间。通过上述步骤,当显示车间、车间的焊接设备以及对应的焊工时,生产管理者可以直观了解车间的焊接设备以及焊工,从而方便生产管理者对生产过程进行监控和管理。
68.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。本说明书所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
69.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。