1.本实用新型涉及一种自动上料装置,主要用于角钢加工时的自动上料,属于型钢加工技术领域。
背景技术:
2.现有的数控角钢生产线在角钢加工过程中,角钢在上料时,需要操作人员将角钢从码垛位置人工搬运到上料装置的链条上排列整齐,然后等待上料装置上料。角钢坯料码垛的时候,基本上是角钢一层开口朝下,一层开口朝上,交替码垛。当生产线采用角钢开口朝下放置时,操作人员将角钢从码垛位置人工搬运到上料装置的链条上时,如果料垛上的角钢开口朝上,则需要操作人员先将角钢翻转开口朝下,然后再将角钢搬运到上料装置的链条上排列。这种上料方式,需占用一个或两个操作人员,而且操作人员搬运角钢时,操作不当容易出现安全事故。
技术实现要素:
3.针对现有技术中存在的上述缺陷,本实用新型提供了一种可以实现自动上料的上料装置。
4.本实用新型是通过如下技术方案来实现的:一种自动上料装置,其特征是:包括上料机构、上料台车、上料翻转装置,所述上料机构包括上料架、设置在所述上料架上的可水平移动及上下移动的移动机构、连接在所述移动机构的上下移动机构下端的连接杆、连接在所述连接杆上的至少一套工件抓取机构,所述上料架下方设置有轨道,所述上料台车可移动地设置在所述轨道上,在所述上料架下方还设置有上料翻转装置,所述上料翻转装置包括多个间隔布置的支架、多个翻转架、驱动机构,所述翻转架的一端通过可转动地转轴与所述支架连接,所述转轴与所述驱动机构连接。
5.本实用新型中,上料台车用于将工件料垛运送到上料机构内的工作位置。移动机构可在上料架上可水平移动及上下移动,同时带动工件抓取机构进行水平移动和上下移动。上料翻转装置中,通过驱动机构可驱动转轴转动并带动翻转架翻转。本实用新型工作时,上料台车沿轨道移动到上料机构外部的上料位置,便于将角钢毛坯料垛吊运到上料台车上,角钢料垛吊运到上料台车后,上料台车运动到上料机构内的工作位置等待上料。当生产线的角钢加工采用角钢开口朝下加工时,则当角钢料垛内的角钢开口朝下放置时,上料机构的移动机构可带动工件抓取机构移动到角钢上方,直接抓取角钢并移动至进料料道上放置。当角钢料垛内的角钢为开口朝上放置时,需要通过工件抓取机构先将角钢抓取并移动至上料翻转装置上,再由上料翻转装置将开口朝上的角钢翻转到进料料道上使其开口朝下。反之,当生产线的角钢加工采用角钢开口朝上加工时,则当角钢料垛内的角钢为开口朝上放置时,工件抓取机构直接抓取角钢并移动至进料料道上放置,当角钢料垛内的角钢开口朝下放置时,则需要通过工件抓取机构先将角钢抓取并移动至上料翻转装置上,再由上料翻转装置将开口朝下的角钢翻转到进料料道上使其开口朝上。
6.进一步的,为便于抓取工件,所述工件抓取机构为磁力上料装置。采用磁力吸附工件进行上料,结构简单且动作可靠。
7.进一步的,为便于抓取角钢工件,所述工件抓取机构的抓取部为截面带有v形凹槽的电永磁铁或为截面呈凸v形的电永磁铁。其中,截面带有v形凹槽的电永磁铁可用于抓取开口朝下的角钢,截面呈凸v形的电永磁铁可用于抓取开口朝上的角钢。
8.进一步的,所述工件抓取机构包括第一工件抓取机构和第二工件抓取机构,所述第一工件抓取机构的抓取部为截面带有v形凹槽的电永磁铁,所述第二工件抓取机构的抓取部为截面呈凸v形的电永磁铁,所述第一工件抓取机构/所述第二工件抓取机构设置有升降机构,所述升降机构与第一工件抓取机构的电永磁铁/第二工件抓取机构的电永磁铁连接。第一工件抓取机构用于抓取开口朝下的角钢,第二工件抓取机构用于抓取开口朝上的角钢。升降机构可带动第一工件抓取机构/第二工件抓取机构进行升降,可避免两种抓取机构在抓取工件时产生干涉。
9.进一步的,所述升降机构为气缸,所述气缸的缸体固定在所述连接杆上,所述气缸的活塞杆与第一工件抓取机构/第二工件抓取机构的电永磁铁连接。
10.进一步的,为防止工件掉落,所述翻转架上设置有两个用于夹紧工件的气缸。
11.本实用新型的有益效果是:本实用新型结构简单,操作人员只需要将码垛好的角钢吊运到上料台车上即可,不需要操作人员全程参与搬运摆放角钢,减少了操作人员,降低了生产成本。通过设置上料翻转装置,角钢开口的翻转由上料翻转装置自动进行,不需要人工参与,提高了生产的安全性。
附图说明
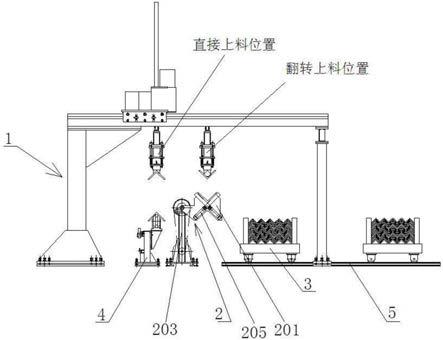
12.图1是本实用新型的主视示意图;
13.图2是图1的俯视示意图;
14.图3是图1的左视示意图;
15.图4是图1中的a-a示意图;
16.图5是图1中的工件抓取机构部分的放大示意图;
17.图6是抓取部为截面带有v形凹槽的电永磁铁的工件抓取机构的侧视图;
18.图7是抓取部为截面呈凸v形的电永磁铁的工件抓取机构的侧视图;
19.图中,1、上料机构,101、上料架,102、第一工件抓取机构,103、第二工件抓取机构,104、连接杆,105、移动横梁,106、导轨支架,107、上下移动机构,1071、升降杆,1072、齿条,1073、减速机,1074、齿轮,1075、传动轴,108、升降气缸,109、电永磁铁,2、上料翻转装置,201、翻转架,202、转轴,203、支架,204、翻转装置电机,205、气缸,3、上料台车,4、进料料道,5、轨道。
具体实施方式
20.下面通过非限定性的实施例并结合附图对本实用新型作进一步的说明:
21.如附图所示,一种自动上料装置,包括上料机构1、上料台车3、上料翻转装置2。所述上料机构包括上料架101、设置在所述上料架101上的可水平移动及上下移动的移动机构、连接在所述移动机构的上下移动机构下端的连接杆104、连接在所述连接杆104上的至
少一套工件抓取机构。移动机构为现有技术。上料架101上部设置有两根导轨支架106,导轨支架106的两侧均设置有导轨,其中一侧的导轨下部连接有齿条,所述移动机构包括设置在两根导轨支架106之间的移动横梁105、设置在移动横梁105上的上下移动机构,移动横梁105的两端与导轨支架106上的导轨配合。移动横梁105在驱动机构的驱动下通过齿条与齿轮的啮合传动可沿导轨支架106上的导轨移动。上下移动机构通过连接座与移动横梁105连接。上下移动机构包括两组,每组包括一竖向设置的升降杆1071,升降杆1071上设置有齿条1072,连接座上设置有与齿条1072啮合的齿轮1074,两组上下移动机构的齿轮1074通过传动轴1075连接,传动轴1075由减速机1073驱动。通过减速机1073可驱动齿轮1074转动,通过齿轮1074与升降杆1071上设置的齿条1072的啮合传动带动升降杆1071进行上下移动。本实用新型中的上下移动机构根据需要也可设计为可沿移动横梁105进行横向移动。连接杆104连接在两组上下移动机构的升降杆1071的下部,工件抓取机构连接在连接杆104的下端。工件抓取机构可以为现有技术中的各种结构形式的抓取机构,例如可以为机械手或采用磁铁吸附上料。本实施例中优选采用磁力上料装置,即采用磁铁吸附上料。为便于吸附角钢工件,所述工件抓取机构的抓取部为截面带有v形凹槽的电永磁铁或为截面呈凸v形的电永磁铁,其中,截面带有v形凹槽的电永磁铁用于吸附开口朝下的角钢工件,截面呈凸v形的电永磁铁用于吸附开口朝上的角钢工件。所述上料架101下方设置有轨道5,所述上料台车3可移动地设置在所述轨道5上,上料台车3下部带有车轮可与轨道5配合,上料台车3在其驱动机构电机减速机的驱动下可沿轨道5移动。在所述上料架101下方还设置有上料翻转装置2,上料翻转装置2设置在生产线的进料料道4的侧方。所述上料翻转装置2包括多个间隔布置的支架203、多个翻转架201、驱动机构,所述翻转架201的一端与转轴202连接,转轴202通过轴承座支撑在支架201上,所述转轴202通过链条传动机构与翻转装置电机204连接。翻转架201用于承载待翻转的工件,翻转架201上可设置夹紧工件的夹紧装置,本实施例中,翻转架201上设置有两个用于夹紧工件的气缸205,两个气缸205对向设置,气缸的缸杆连接有卡块,气缸通过卡块可分别夹紧角钢的一个肢边。用于夹紧工件的夹紧装置也可采用磁铁吸附的结构形式。翻转装置电机204通过链条传动机构带动转轴202转动,转轴202转动时带动翻转架201翻转,从而将翻转架201上的工件翻转至进料料道4上。
22.本实用新型中的工件抓取机构当采用磁力上料装置时,为便于对开口朝向不同的工件进行吸附,所述工件抓取机构包括第一工件抓取机构102和第二工件抓取机构103,所述第一工件抓取机构102的抓取部为截面带有v形凹槽的电永磁铁,所述第二工件抓取机构103的抓取部为截面呈凸v形的电永磁铁,且所述第二工件抓取机构103设置有升降机构,本实施例中,该升降机构为升降气缸108,升降气缸108与第二工件抓取机构103的电永磁铁连接。第一工件抓取机构102用于抓取开口朝下的角钢,第二工件抓取机构103用于抓取开口朝上的角钢。升降气缸108可带动第二工件抓取机构103进行升降,可避免两种工件抓取机构在抓取工件时产生干涉。当然升降机构也可设置在第一工件抓取机构上,通过第一工件抓取机构的升降来避免两种工件抓取机构在抓取工件时产生干涉。
23.本实用新型工作时,上料台车3沿轨道5移动到上料机构外部的上料位置,便于将角钢毛坯料垛吊运到上料台车3上,角钢料垛吊运到上料台车3后,上料台车3运动到上料机构内的工作位置等待上料。当生产线的角钢加工采用角钢开口朝下加工时,则当角钢料垛内的角钢开口朝下放置时,上料机构的移动机构可带动工件抓取机构移动到角钢上方,直
接吸附角钢并移动至进料料道4上放置。当角钢料垛内的角钢为开口朝上放置时,需要通过工件抓取机构先将角钢吸附并移动至上料翻转装置2上,再由上料翻转装置2将开口朝上的角钢翻转到进料料道4上使其开口朝下。反之,当生产线的角钢加工采用角钢开口朝上加工时,则当角钢料垛内的角钢为开口朝上放置时,工件抓取机构直接吸附角钢并移动至进料料道4上放置,当角钢料垛内的角钢开口朝下放置时,则需要通过工件抓取机构先将角钢吸附并移动至上料翻转装置2上,再由上料翻转装置2将开口朝下的角钢翻转到进料料道4上使其开口朝上。
24.本实施例中的其他部分均为现有技术,在此不再赘述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。