1.本实用新型属于高放废物地质处置缓冲材料大型砌块制备领域,具体涉及一种米级尺度缓冲材料1/6扇形砌块压制模具。
背景技术:
2.我国的高放废物采用的是深地质处置方式,利用人工屏障(废物罐、缓冲材料、回填材料等)及天然屏障(地下岩体)组成的多重屏障系统阻滞核素迁移。缓冲材料作为废物罐和地质体之间的最后一道人工屏障,起着工程屏障、水力学屏障、化学屏障、传导和散失放射性废物衰变热等重要作用,是地质处置库安全性和稳定性的有效保障。国内外研究表明,以蒙脱石为主要成分的膨润土被认为是高放废物地质处置最适宜的缓冲材料基材。
3.缓冲材料通常以砌块堆砌的形式包裹在废物罐周围,因此世界各国开展的室内大型模型试验和地下实验室现场原位试验的研究工作,大多采用的是缓冲材料预制砌块。缓冲材料砌块主要采用静力压实的制备方式生产,考虑到砌块在高压实作用力下将产生膨胀回弹现象,因此压制模具的设计加工是保证砌块工程性能的关键所在。同时,考虑到高压实缓冲材料砌块的体积和重量越来越大,其压实模具的操作也非人力可以实现,因此必须设计加工出适合机械操作的大型压制模具,为今后开展1:1的大型室内和现场模型试验奠定基础。因此研发出结构简单实用、组装和拆卸操作方便、适合工业化批量生产的压实模具具有重要的现实意义和实用价值。
技术实现要素:
4.本实用新型的目的在于,提供一种米级尺度缓冲材料1/6扇形砌块压制模具,适用于机械化操作和工业化批量制备高压实膨润土砌块。
5.本实用新型采用的技术方案:
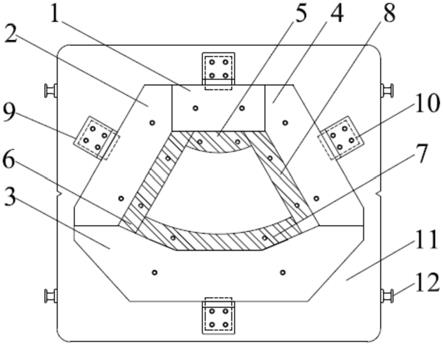
6.一种米级尺度缓冲材料1/6扇形砌块压制模具,包括底板、凹模座、凹模内衬、凸模座、凸模衬板、定位挡和压板,凹模座一、凹模座二、凹模座三、凹模座四依次通过螺栓连接,凹模内衬一、凹模内衬二、凹模内衬三、凹模内衬四分别安装在对应的凹模座的内壁上,凹模座与凹模内衬构成一个整体凹模;凸模座的底部通过螺栓安装有凸模衬板,凸模座与凸模衬板构成一个整体凸模,底板的顶面加工有与定位挡匹配的凹槽,定位挡安装在凹槽内;凹槽内加工有螺栓孔,压板放置于定位挡的上面,通过螺栓将其紧固;凹模放置在底板上,通过定位挡限位。
7.整体凹模组合内部形成的扇形夹角为59.5
°
,内径较1/6扇形砌块的内径大2~4mm,外径较1/6扇形砌块的外径小2~4mm。
8.所述凸模和凹模合模后,单边间隙为0.1mm。
9.所述凸模衬板四周尺寸较凸模座大2cm;所述底板设置有底板吊耳孔和定位挡槽。
10.所述凹模座和凹模内衬的设计高度为拟压制砌块高度的2倍,再加上1~2cm的导向高度;所述凸模座和凸模衬板的整体设计高度要大于凹模高度5~10cm;所述底板的设计
尺寸要完全容纳凹模座和定位挡,并预留出5~10cm的操作空间。
11.所述凹模座、凸模座、定位挡和压板的材质为45#钢,所述凹模内衬、凸模衬板和底板采用4cr13材料。
12.所述凹模内衬、凸模衬板和底板与压制的扇形砌块膨润土接触,淬火硬度为hrc55
‑
60,淬硬层不低于5mm。
13.所述底板和凸模平面度不大于0.2mm,凹模与底板之间的配合面与凹模内侧壁的垂直度不大于0.2mm。
14.所述凹模座内侧采用倾斜角为8.7
°
的斜面结构,凹模内衬外侧采用倾斜角为8.7
°
的斜面结构与凹模座斜面结构配合。
15.所述凸模座采用整体式结构,在两个侧面均设置两个吊环孔方便吊装;所述凸模衬板位于凸模座底部,为防止砌块有压痕,采用螺栓从上面反把。
16.与现有技术相比,本实用新型的有益效果在于:
17.(1)本实用新型提供的一种米级尺度缓冲材料1/6扇形砌块压制模具,采用分体式结构组合方式,结构简单实用,可以不定期更换(如衬板、螺栓、压板等)易损易耗配件,延长模具的使用寿命。
18.(2)本实用新型提供的一种米级尺度缓冲材料1/6扇形砌块压制模具,设置了定位挡装置,组装和拆卸精准便捷,适用于机械化操作和工业化批量生产,生产效率大大提高。
19.(3)本实用新型提供的一种米级尺度缓冲材料1/6扇形砌块压制模具,各部件具有强度大、硬度高的特点,适用于制备工程尺度的高压实膨润土砌块。
20.(4)本实用新型提供的一种米级尺度缓冲材料1/6扇形砌块压制模具,设置了压板装置,可防止模具在高压作用下向上移动,有效保障砌块压制成型效果。
附图说明
21.图1为本实用新型提供的一种米级尺度缓冲材料1/6扇形砌块压制模具俯视图;
22.图2为本实用新型提供的一种米级尺度缓冲材料1/6扇形砌块压制模具平视图;
23.图3为本实用新型提供的一种米级尺度缓冲材料1/6扇形砌块压制模具的凸模平视图。
24.图中:1
‑
凹模座一、2
‑
凹模座二、3
‑
凹模座三、4
‑
凹模座四、5
‑
凹模内衬一、6
‑
凹模内衬二、7
‑
凹模内衬三、8
‑
凹模内衬四、9
‑
定位挡、10
‑
压板、11
‑
底板、12
‑
底板吊耳、13
‑
凸模吊耳、14
‑
凸模座、15
‑
螺栓、16
‑
螺栓、17
‑
螺栓、18
‑
凸模衬板。
具体实施方式
25.下面结合附图和具体实施例对本实用新型提供的一种米级尺度缓冲材料1/6扇形砌块压制模具作进一步详细说明。
26.如图1所示,本实用新型提供的一种米级尺度缓冲材料1/6扇形砌块压制模具,该模具主要包括底板11、凹模座、凹模内衬、凸模座14、凸模衬板18、定位挡9和压板10。
27.该模具组装后可用于制备外径为1.2m、内径为0.6m,夹角为60
°
且高度可调整的缓冲材料扇形砌块。6块此类扇形砌块可以拼接成一个外径为1.2m、内径为0.6m的圆环形,以砌块堆砌的形式包裹在废物罐周围。
28.凹模座一1、凹模座二2、凹模座三3、凹模座四4依次通过螺栓15连接,凹模内衬一5、凹模内衬二6、凹模内衬三7、凹模内衬四8分别安装在对应的凹模座的内壁上,凹模座与凹模内衬构成一个整体凹模;整体凹模组合形成的扇形夹角为59.5
°
,内径较1/6扇形砌块的内径大2~4mm,外径较1/6扇形砌块的外径小2~4mm。
29.如图2和图3所示,凸模座14的底部通过螺栓17安装有凸模衬板18,凸模座14与凸模衬板18构成一个整体凸模,凸模和凹模合模后,单边间隙为0.1mm;为方便合模和拆卸,所述凸模衬板18四周尺寸较凸模座14大2cm;所述底板11设置有4个底板吊耳孔和定位挡槽。
30.底板11的顶面加工有4个与定位挡9匹配的凹槽,定位挡9安装在凹槽内;凹槽内加工有螺栓孔,压板10放置于定位挡9的上面,通过螺栓16将其紧固;凹模放置在底板11上,通过定位挡9限位。
31.所述凹模座和凹模内衬的设计高度为拟压制砌块高度的2倍,再加上1~2cm的导向高度;所述凸模座14和凸模衬板18的整体设计高度要大于凹模高度5~10cm;所述底板11的设计尺寸要完全容纳凹模座和定位挡9,并预留出5~10cm的操作空间。
32.所述凹模座、凸模座14、定位挡9和压板10的材质为45#钢,所述凹模内衬、凸模衬板18和底板11采用4cr13材料,所述螺栓采用最高型号强度螺栓。
33.所有与膨润土接触的凹模内衬、凸模衬板18和底板11淬火硬度为hrc55
‑
60,淬硬层不低于5mm。
34.所述底板11和凸模平面度不大于0.2mm,凹模与底板11之间的配合面与凹模内侧壁的垂直度不大于0.2mm。
35.所述凹模座和凸模座14的外侧均采用加强筋结构,提高模具强度的同时以减轻重量和节约成本。
36.所述凹模座、凹模内衬顶部均设置螺栓孔;凹模座内侧采用倾斜角为8.7
°
的斜面结构,凹模内衬外侧采用倾斜角为8.7
°
的斜面结构与凹模座斜面结构配合;以方便吊装和拆卸。
37.所述凸模座14采用整体式结构,在两个侧面均设置两个吊环孔方便吊装;所述凸模衬板18位于凸模座14底部,为防止砌块有压痕,采用螺栓17从上面反把。
38.使用时,先进行组装工作。首先将底板吊耳12与底板11紧固连接,采用天车将底板11水平放置于可承重地面上。将四个定位挡9放置于底板凹槽内。将凹模座一1、凹模座二2、凹模座三3、凹模座四4按扇形形状组合后,分别吊装与之匹配的凹模内衬一5、凹模内衬二6、凹模内衬三7、凹模内衬四8,再利用螺栓15将整个凹模紧固成型。将四个压板10放置于定位挡9的上面,再利用螺栓16将其紧固,压住凹模座防止其向上移动。将凸模座14与凸模衬板18通过螺栓17紧固连接,将凸模吊耳13与凸模座14连接,形成整体凸模。组装完成后,将膨润土原料填入扇形模具内,捣实刮平。利用天车吊起凸模吊耳13,对准凹模内衬空间,缓慢下落,完成合模。利用天车吊起底板吊耳12,将扇形模具整体吊装至压力机上,开始压制。制备完成后,将扇形模具吊装至开阔区域,松动螺栓15和16后,吊装出凸模座14。再分别吊装凹模内衬一5、凹模内衬二6、凹模内衬三7、凹模内衬四8,之后将凹模座一1、凹模座二2、凹模座三3、凹模座四4分别吊走,取出压实膨润土砌块,最后对所有部件进行清理,方便后续组装使用。
39.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不
局限于此,任何熟悉本领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应该涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。