功率模块中不同元件的批量焊接
背景技术:
1.半导体功率模块在各种各样的应用(例如,汽车、工业电机驱动、ac
‑
dc电源等)中是常见的。半导体功率模块通常包括多个功率半导体器件(例如,功率mosfet(金属氧化物半导体场效应晶体管)、igbt(绝缘栅极双极型晶体管)、hemt(高电子迁移率晶体管)等)以及安装在共同的衬底上的其他元件(例如,无源部件、键合导线等)。
2.一般而言,期望使用批量处理技术来生产半导体功率模块,在这种技术中,并行地形成各种处理步骤,例如,管芯附接、导线键合、接触形成等。这样,有利地减少了与生产模块相关联的时间和费用。然而,功率模块的各个部件的焊接不是非常适合于批量处理。这是因为某些焊接接头可能要求高抗张强度和低延展性,而其他焊接接头可能要求相反的性能。常规的批量焊接技术不能单独定制焊接接头以满足这些要求。
技术实现要素:
3.根据批量焊接的方法的实施例,方法包括:提供包括金属接合表面的第一无源器件;将第一无源器件布置在衬底的第一金属区域上,其中,第一焊料材料的区域在第一无源器件的金属接合表面与衬底之间;提供包括金属接合表面的半导体管芯;将半导体管芯布置在衬底的第二金属区域上,其中,第二焊料材料的区域在半导体管芯的金属接合表面与衬底之间;以及执行共同的焊接步骤,共同的焊接步骤同时地从第一焊料材料的区域形成第一焊接接头并且从第二焊料材料的区域形成第二焊接接头。共同的焊接步骤以焊接温度执行,使得第二焊料材料的区域熔化并且与半导体管芯的金属接合表面和衬底的第二金属区域反应,以在第二焊接接头内形成一个或多个金属间相。一个或多个金属间相中的每一个具有高于第二焊料材料和焊接温度的熔点。
4.单独地或组合地,在不向第一无源器件施加机械压力并且在不向半导体管芯施加机械压力的情况下,执行共同的焊接步骤。
5.单独地或组合地,第一焊接接头的最小厚度大于第二焊接接头的最大厚度。
6.单独地或组合地第一焊料材料包括具有等于或低于焊接温度的回流温度的焊膏,方法还包括将焊膏模版印刷在衬底的第一金属区域上,并且,第一无源器件的布置包括将第一无源器件放置在模版印刷的焊膏上。
7.单独地或组合地,第二焊料材料包括预成型焊料,并且方法还包括在将半导体管芯布置在衬底的第二金属区域上之前,将预成型焊料施加到半导体管芯的金属接合表面或衬底的第二金属区域。
8.单独地或组合地,在共同的焊接步骤之前,模版印刷的焊膏的最小厚度等于或大于30μm,并且,在共同的焊接步骤之前,预成型焊料的最大厚度等于或小于10μm。
9.单独地或组合地,第二焊料材料包括液体焊料或焊膏,在共同的焊接步骤之前,第二焊料材料的最大厚度大于第二焊接接头的最大厚度,并且,在共同的焊接步骤期间,第二焊料材料的厚度减小,以达到第二焊接接头的最大厚度。
10.单独地或组合地,第二焊接接头的金属间相比率为至少60%。
11.单独地或组合地,第二焊接接头的金属间桥比率为至少50%。
12.单独地或组合地,第一无源器件是机械连接器。
13.单独地或组合地,衬底包括陶瓷层和设置在陶瓷层上的金属层,并且其中,第一金属区域和第二金属区域是金属层的物理隔离部分。
14.单独地或组合地,第一无源器件是分立的电部件。
15.单独地或组合地,半导体管芯包括背离第一金属接合表面的第二金属接合表面,并且,方法还包括:在半导体管芯的第二金属接合表面上形成焊料材料的另一区域;以及由焊料材料的另一区域在第二金属接合表面与接合元件之间形成第三焊接接头。共同的焊接步骤同时地形成第一焊接接头、第二焊接接头和第三焊接接头。
16.根据电子设备的实施例,电子设备包括:衬底,衬底包括第一金属区域和第二金属区域;第一无源器件,第一无源器件包括金属接合表面并且被布置在衬底上,其中,第一无源器件的金属接合表面面向第一金属区域;半导体管芯,半导体管芯包括金属接合表面并且被布置在衬底上,其中,半导体管芯的金属接合表面面向第二金属区域;第一焊接接头,第一焊接接头在第一金属区域与第一无源器件的金属接合表面之间;以及第二焊接接头,第二焊接接头在第二金属区域与半导体管芯的金属接合表面之间。第一焊接接头的最小厚度大于第二焊接接头的最大厚度。
17.单独地或组合地,第一焊接接头的最小厚度等于或大于30μm,并且,第二焊接接头的最大厚度等于或者小于10μm。
18.单独地或组合地,第一焊接接头具有比第二焊接接头大的延展性,并且其中,第二焊接接头具有比第一焊接接头大的抗张强度。
19.单独地或组合地,第二焊接接头的金属间相比率为至少60%,并且,第一焊接接头的金属间相比率不大于40%。
20.单独地或组合地,第二焊接接头的金属间桥比率为至少50%,并且,第一焊接接头的金属间桥比率不大于20%。
21.单独地或组合地,衬底包括陶瓷层和设置在陶瓷层上的金属层,第一金属区域和第二金属区域是金属层的物理隔离部分,并且,第一无源器件是机械连接器。
22.单独地或组合地,电子设备还包括无源电元件和第三焊接接头,第三焊接接头将无源电元件电连接到金属层,并且第三焊接接头具有与第一焊接接头或第二焊接接头相同的成分和厚度。
23.本领域技术人员在阅读以下具体实施方式时并且在查看附图时将认识到附加的特征和优点。
附图说明
24.附图中的元件不一定相对于彼此按比例绘制。类似的附图标记指示对应的类似部分。各种所示实施例的特征可以组合,除非它们彼此排斥。实施例在附图中描绘并且在以下的描述中详细描述。
25.图1示出了根据实施例的批量焊接方法的块图。
26.图2a至图2f示出了图1的方法的块102至块130的实施例的相应截面图。
27.图3示出了根据实施例的第一无源器件与第一金属区域之间的第一焊接接头以及
半导体管芯与第二金属区域之间的第二焊接接头。
28.图4示出了根据实施例的具有形成在管芯的相对侧上的两个焊接接头的半导体管芯。
29.图5示出了根据实施例的存在于根据图1的方法通过扩散焊接工艺形成的焊接接头中的金属间相。
30.图6示出了根据实施例的用于功率半导体模块的衬底上的机械连接器和半导体管芯的焊接位置。
31.图7示出了根据实施例的功率半导体模块。
具体实施方式
32.本文描述了批量焊接工艺的实施例,其中,通过共同的焊接步骤同时地形成具有不同特征的多个焊接接头。根据该技术,第一无源器件(例如,机械连接器)布置在衬底的第一金属区域上,其中,第一焊料材料(例如,焊膏)的区域设置在第一无源器件的金属接合表面与衬底之间。另外,半导体管芯(例如,功率晶体管)布置在衬底的第二金属区域上,其中,第二焊料材料的区域设置在半导体管芯的金属接合表面与衬底之间。执行共同的焊接步骤,共同的焊接步骤同时地在第一无源器件与衬底之间形成第一焊接接头并且在半导体管芯与衬底之间形成第二焊接接头。共同的焊接步骤通过标准焊料回流形成第一焊接接头,并且通过扩散焊接形成第二焊接接头。因此,第二焊接接头包括具有比焊接温度高的熔点的金属间相。通过使用相对薄(例如,10μm或更小)的层用于第二焊料材料并且使用相对厚(例如,30μm或更大)的层用于第一焊料材料,在一个共同的焊接步骤中可以进行两种不同的焊料反应。
33.图1示出了批量焊接技术的实施例。批量焊接技术包括前端(fe)处理步骤(块100)、模版印刷步骤(块102)、无源元件拾取和放置步骤(块104)、焊料预成型件切割和放置步骤(块110)、管芯拾取和放置步骤(块120)、焊接步骤(块130)、正侧接触形成步骤(块140)和后端(be)处理步骤(块150)。除非与本文描述的实施例不一致,否则图1的工艺步骤中的每一个可以根据在2019年11月11日提交的归属于heinrich的美国专利申请16/679408(所述专利申请的内容通过引用整体并入本文)以及2019年11月11日提交的归属于trunov的美国专利申请16/679414(所述专利申请的内容通过引用整体并入本文)中描述的对应标识的工艺步骤的任何实施例来执行。
34.图2a示出了在衬底的第一金属区域204上形成的第一焊料材料202的区域。一般而言,衬底可以是用于物理支撑和/或电连接电子元件的任何衬底,其中,第一金属区域204是衬底的导电表面。例如,在一个实施例中,根据具体情况,衬底是引线框架或金属夹,并且第一金属区域204是引线框架或夹的导电表面。例如,引线框架或金属夹可以包括cu、ni和/或ag。在另一实施例中,衬底包括电绝缘层(例如,陶瓷层)和附接到基础层的金属层,其中,第一金属区域204是该金属层的部分。在一个实施例中,该金属层包括cu、ni、ag、au、pd、pt、niv、nip、ninip、nip/pd、ni/au、nip/pd/au或nip/pd/auag和/或镀覆有cu、ni、ag、au、pd、pt、niv、nip、ninip、nip/pd、ni/au、nip/pd/au或nip/pd/auag。还可以使用其他类型的金属/金属合金以及衬底。
35.一般而言,第一焊料材料202可以是各种各样的公知的焊料材料中的任何一种,包
括基于铅的焊料和无铅焊料。在实施例中,第一焊料材料202是软焊膏。例如,第一焊料材料202可以包括基于锡的无铅焊膏,其包括例如sn/ag/cu焊膏、sn/ag焊膏、sn/ag/sb焊膏、sn/sb焊膏、sn/cu焊膏等。在一个具体的示例中,第一焊料材料202是sn/sb焊膏,其sb浓度在2%与10%之间,例如,如在snsb5和snsb8中一样。
36.第一焊料材料202的区域可以使用模版印刷技术形成。根据该技术,金属模版206(例如,不锈钢或镍)被形成为包括在焊接接头的预期几何形状中的开口。模版206被放置在衬底的第一金属区域204上,并且例如使用刮板用焊膏填充开口。然后,可以去除模版206。在其他实施例中,第一焊料材料202的区域可以使用网格、分配或者任何其他合适的用于施加焊膏的方法来形成。
37.根据实施例,第一焊料材料202的区域被形成为具有30μm或更大的最小厚度。该最小厚度是在垂直于衬底表面的垂直方向上测量的。
38.图2b示出了布置在衬底的第一金属区域204之上的第一无源器件208,其中,第一焊料材料202的区域在第一无源器件208的金属接合表面210与衬底之间。在所描绘的实施例中,第一无源器件208被配置为销铆钉,其是具有中空芯的特定类型的机械连接器,该中空芯的尺寸被确定为可插入地接收对应的突起。更一般地,第一无源器件208可以包括不包括有源电路的任何可焊接结构。这些无源器件的示例包括机械连接器,例如销、铆钉、金属板等。这些无源器件的其他示例包括分立电部件,例如电阻器、电容器、电感器、二极管等。第一无源器件208的金属接合表面210包括需要机械连接、电连接或两者的任何表面。第一无源器件208可以被布置为具有金属接合表面210,其例如使用拾取和放置机器与与第一焊料材料202的区域相接。
39.图2c示出了施加到衬底的第二金属区域214的第一液体212。在一个实施例中,第一液体212是挥发性的、非反应性的液体,其为随后沉积的预成型焊料提供表面张力。第二金属区域214可以是包括第一金属区域204的同一金属层或表面的分离部分。例如,第二金属区域214和第一金属区域204可以是同一引线框架或金属夹的分离表面。替代性,第二金属区域214和第一金属区域204可以是附接到电绝缘基础层的同一金属层的部分。第一金属区域204和第二金属区域214可以彼此物理地隔离(完全地由气隙分离),或者可以是一个连续结构的分离部分。
40.图2d示出了提供在衬底的第二金属区域214上的第二焊料材料216的区域,其中,第一液体212设置在第二焊料材料216的区域与衬底之间。在所描绘的实施例中,第二焊料材料216的区域由预成型焊料提供,即,预先切割为期望几何形状(例如,正方形、圆形、环形等)的相对刚性的焊料材料片。作为接合技术的一部分,焊料预成型件可以从一卷预成型焊料材料上冲压或切割,或者可以是预切割的预成型件、预冲压的预成型件等。
41.根据实施例,使用超薄焊料预成型件来提供第二焊料材料216的区域是。在此上下文中,“超薄”焊料预成型件是指具有15μm的最大厚度的焊料预成型件。在各种实施例中,超薄焊料预成型件可以具有不大于12μm、10μm、8μm、7μm或甚至更小的最大厚度。该最大厚度是在垂直于衬底表面的垂直方向上测量的,其中,焊料预成型件与衬底齐平。
42.图2e示出了施加到第二焊料材料216的区域的第二液体218。在一个实施例中,第二液体218是挥发性的、非反应性的液体,其通过表面张力将半导体管芯222保持在预成型焊料上的适当位置。第一液体212和第二液体218可以是相同类型或不同类型的液体。
43.在替代实施例中,最初在半导体管芯222的金属接合表面220上提供预成型焊料。在这种情况下,在单片化之后,在半导体晶片的管芯位置上或在单独的半导体管芯222上执行图2a
‑
图2c中所示的技术。随后,半导体管芯222被放置在衬底的第二金属区域214上,其中,预成型焊料面向衬底。液体可以插入在预成型焊料与衬底之间,以增加表面张力。
44.在另一替代实施例中,第二焊料材料216的区域最初作为液体或膏被施加。这可以使用模版印刷或者其他技术来完成。在这种情况下,第二焊料材料的初始厚度可以显著更高,例如,在30μm、20μm等的量级上。在下文描述的管芯放置和焊接工艺期间,液体或膏的厚度减小,以达到用于有效扩散焊接工艺的目标值,例如,不大于12μm、10μm、8μm、7μm或甚至更小。
45.图2f示出了布置在衬底的第二金属区域214上的半导体管芯222,其中,第二焊料材料216的区域在半导体管芯222的金属接合表面220与衬底之间。根据实施例,半导体管芯222被配置为功率晶体管管芯,例如功率mosfet(金属氧化物半导体场效应晶体管)、igbt(绝缘栅极双极型晶体管)、hemt(高电子迁移率晶体管)等。更一般地,半导体管芯222可以被配置为逻辑管芯,例如栅极驱动器、微控制器、存储器等,或者可以被配置为无源管芯,例如电感器或电容器管芯等。半导体管芯222的金属接合表面220可以是导电键合焊盘,其形成例如负载端子、控制端子、i/o端子等。半导体管芯222的金属接合表面220可以包括cu、ni、ag、au、pd、pt、niv、nip、ninip、nip/pd、ni/au、nip/pd/au、nip/pd/auag、niv/ag、niv/au或nisi/ag等。
46.一般而言,第二焊料材料216可以包括合适于扩散焊接技术的任何焊料材料,扩散焊接技术即在焊接接头中产生具有高于焊接温度的熔点的金属间相的焊接技术。第二焊料材料可以具有比半导体管芯222的金属接合表面220和衬底的第二金属区域214低的熔点。在一个实施例中,第二焊料材料216包括sn、zn、in、ga、bi、cd或其任何合金。例如,第二焊料材料216可以包括sn/ag/cu、sn/ag、sn/ag/sb、sn/sb、sn/cu或au80/sn20。
47.一旦第一无源器件208和半导体管芯222布置在衬底上,其中,第一焊料材料202的区域和第二焊料材料216的区域分别将这些元件与衬底分离,则执行共同的焊接步骤。共同焊的接步骤同时地从第一焊料材料202的区域形成第一焊接接头224(在图3中参考)并且从第二焊料材料216的区域形成第二焊接接头226(在图3中参考)。也就是说,通过对组件单次施加热,在焊料材料202、216的两个区域中都发生必要的反应,以形成了第一焊接接头224和第二焊接接头226。
48.共同的焊接步骤以等于或高于第一焊料材料202的回流温度的焊接温度执行。结果,第一焊料材料202熔化并且以公知方式与第一无源器件208的金属接合表面210以及衬底的第一金属区域204形成冶金键合。
49.另外,共同的焊接步骤以焊接温度执行,使得第二焊料材料216的区域熔化并且与半导体管芯222的金属接合表面220和衬底的第二金属区域214反应,以在第二焊接接头226内形成一个或多个金属间相,其中,一个或多个金属间相中的每一个具有高于第二焊料材料216和焊接温度的熔点。
50.半导体管芯222的金属接合表面220和衬底的第二金属区域214可以包括相同的或者不同的金属/金属合金。如果由第二焊接接头226接合的金属区域包括与第二焊料材料216相同的金属或金属合金,则在整个第二焊接接头226中形成单个金属间相。例如,如果半
导体管芯222的金属接合表面220和衬底的第二金属区域214两者都包括cu或者相同的富cu合金,则cu将在扩散焊接工艺期间经由液化的第二焊料材料溶解,直到达到某一浓度,在该点,接头凝固。所得到的基于cu的金属间相在扩散焊接工艺的焊接温度下不会再次熔化。这同样适用于其他类型的共同管芯和衬底金属化,例如,富ni合金和富ag合金。
51.如果半导体管芯222的金属接合表面220和衬底的第二金属区域214包括不同的金属/金属合金,则在整个焊接接头中形成多个金属间相。在任一情况下,在共同的焊接步骤期间,第二焊料材料216可以大部分地或完全地与半导体管芯222的金属接合表面220和衬底的第二金属区域214反应,使得第二焊接接头226在整个第二焊接接头226上具有高熔点相。
52.上文描述的工艺有利地同时地通过标准焊接形成第一焊接接头224并且通过扩散焊接形成第二焊接接头226。在典型的扩散焊接工艺中,使用机械压力来实现焊接。例如,通常使用可移动压机来对焊接元件施加机械压力。然而,本文描述的共同的焊接步骤在不对任何焊接元件施加机械压力的情况下执行(例如,使用可移动压机)。这通过使用超薄焊料用于第二焊料材料216而成为可能。通过将第二焊料材料的厚度维持在某一值以下,例如,10μm以下,可以设置共同的焊接步骤的焊接温度,使得焊料预成型件熔化并且反应,从而以上文描述的方式形成必要的金属间相。另外,共同的焊接步骤的焊接温度足以使第一焊料材料回流,由此能够在没有机械压力的情况下形成两个焊接接头。
53.一般而言,可以选择共同的焊接步骤的焊接条件(例如,时间和温度),以引起第一焊料材料202的基本回流,并且引起第二焊料材料216中至少50%的金属间相比率。在实施例中,该金属间相比率可以通过以约275℃与325℃的温度之间的温度执行共同的焊接步骤持续不大于约180秒的持续时间来获得。
54.尽管图2a至图2f示出了接合到衬底的第一金属区域204的一个无源器件208和接合到衬底的第二金属区域214的一个半导体管芯222,但是该技术可以是批量工艺,其中,多个无源器件和/或多个半导体管芯同时焊接到同一衬底上、接合到单独的衬底、或者以相应的群组接合到分离的衬底。此外,步骤的顺序不限于图2a至图2f中所示的具体顺序。更一般地,可以执行将第一无源器件208和半导体管芯222布置在衬底上的任何顺序的步骤,其中,在共同的焊接工艺之前,第一焊料材料202和第二焊料材料216分别将这些元件与衬底分离。例如,将第一无源器件208放置在第一焊料材料202的区域上可以在将半导体管芯222放置在第二焊料材料216的区域上之后发生。
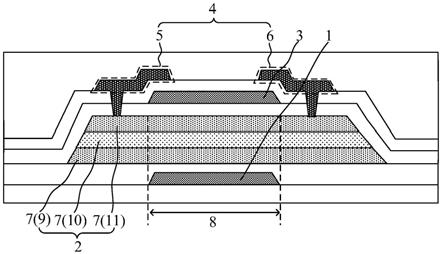
55.图3示出了分别将第一无源器件208与第一金属区域204接合并且将半导体管芯222与第二金属区域214接合的第一焊接接头224和第二焊接接头226的特别视图。第一焊接接头224和第二焊接接头226具有不同的物理属性。
56.第一焊接接头与第二焊接接头之间的物理属性的第一差异是这些焊接接头的厚度。具体地,第一焊接接头224的最小厚度(t
min
)大于第二焊接接头226的最大厚度(t
max
)。例如,第一焊接接头224可以具有约50μm、约40μm、约30μm等的最小厚度(t
min
),并且第二焊接接头226可以具有约10μm、8μm、7μm等的最大厚度(t
max
)。第一焊接接头224和第二焊接接头226的厚度与在共同的焊接步骤之前第一焊料材料202和第二焊料材料216的初始厚度相关,但是由于在共同的焊接步骤期间焊料材料的熔化和导致的横向扩展,第一焊接接头224和第二焊接接头226的厚度可能小于这些初始值。
57.第一焊接接头224与第二焊接接头226之间的物理属性的第二差异是这些焊接接头中的金属间相的量。金属间相是由两种不同的金属组成的并且具有与组成它的元素不同的晶体结构的化学化合物。例如,在提供在基于cu的金属表面之间的基于sn的焊料材料的情况下,第一焊接接头224和第二焊接接头226可以包括cusn金属间相,其与合金cusn或金属cu和金属sn相比具有不同的晶体性质和更高的熔点。
58.根据实施例,第二焊接接头226具有比第一焊接接头224的金属间相比率高的金属间相比率。例如,第二焊接接头226的金属间相比率可以为至少50%、至少60%、至少70%等。第一焊接接头224的金属间相比率可以不大于40%、不大于20%、不大于10%等。金属间相比率是沿着垂直于接合表面延伸的焊接接头的截面厚度测量的,例如,图3中所示的截面厚度。金属间相比率是沿着截面厚度存在于焊接接头内的金属间相的面积与沿截面厚度的包含焊料材料的非金属间相的面积之间的比率。
59.根据实施例,第二焊接接头226的金属间桥(intermetallic bridge)比率高于第一焊接接头224的金属间桥比率。例如,第二焊接接头226的金属间桥比率可以为至少50%、至少60%、至少70%等。第一焊接接头224的金属间桥比率可以不大于40%、不大于20%、不大于10%等。金属间桥比率是沿着在焊接接头内并且垂直于焊接接头的厚度方向(即,平行于接合金属表面)的单线测得的。金属间桥比率是延伸穿过金属间相的单线的长度与延伸穿过包含焊料材料的非金属间相的单线的长度之间的比率。
60.一般而言,在焊接接头的形成中,在延展性与抗张强度之间存在折中。也就是说,形成有高延展性的焊接接头将具有低抗张强度,并且反之亦然。第一焊接接头224与第二焊接接头226之间的物理特性的差异产生对于每个焊接接头优选的延展性和抗张强度。具体地,由于第一焊接接头224的材料成分和低的金属间相比率,第一焊接接头224具有相对高的延展性和低的抗张强度。这种高延展性对于经受显著的机械应力的焊接接头(例如,用于锚定功率模块的压配连接器的销铆钉)来说是特别期望的。同时,由于第二焊接接头226材料成分和低的金属间相比率,第二焊接接头226具有相对低的延展性和高的抗张强度。这种高抗张强度对于在器件的操作期间经历显著的热负荷的焊接接头来说是特别有利的。这种焊接接头的一个示例是用于功率半导体管芯222的负载端子连接(例如,源极、漏极等),其在操作期间历经显著的加热。
61.通过适当地定制各种焊接参数,可以定制第一焊接接头224和第二焊接接头226的延展性和抗张强度,以满足某一应用要求。这些参数的示例包括第一焊料材料202的厚度、第一焊料材料202的成分、第二焊料材料216的厚度、第二焊料材料216的成分、共同的焊接步骤的时间、共同的焊接步骤的温度等。
62.参考图4,其示出了替代实施例,其中,通过形成第一焊接接头224和第二焊接接头226的共同的焊接步骤将附加接合元件228焊接到半导体管芯222的上侧。半导体管芯222包括背离第一金属接合表面220的第二金属接合表面230。半导体管芯222的第二金属接合表面230可以是导电键合焊盘,导电键合焊盘形成管芯的端子,例如,负载端子、控制端子、i/o端子等。在将半导体管芯222布置在衬底的第二金属区域214上之后,将另一焊料材料施加到包括第二金属接合表面230的半导体管芯222的暴露上侧。另一焊料材料可以包括具有与本文描述的第一焊料材料202相同的成分和/或厚度的焊膏。替代地,另一焊料材料可以包括具有与本文描述的第二焊料材料216相同的成分和/或厚度的预成型焊料。在又一实施例
中,另一焊料材料不同于第一焊料材料202和第二焊料材料216,但是具有低于共同的焊接步骤的焊接温度的回流温度。在这些示例中的任何示例中,共同的焊接步骤在第二金属接合表面230与接合元件228之间形成第三焊接接头232。如图所示,接合元件228被配置为金属互连夹。更一般地,接合配对件可以是任何导电结构,例如,键合导线、带、热沉等。
63.参考图5,其描绘了根据实施例的可以根据上文描述的技术形成的第二焊接接头226的截面图。如可以看到的,第二焊接接头226包括高密度的金属间相234,并且因此具有高金属间相比率。如图所示,金属间相比率为约60%。此外,金属间相234基本上形成在第二焊接接头226的整个厚度上。因此,第二焊接接头226具有有利的抗张强度,并且在半导体管芯222以高温操作时不融化。
64.参考图6,其描绘了根据实施例的用于将不同的元件焊接到功率半导体模块的dbc衬底300的批量焊接技术的示例。dbc衬底300包括形成在第一金属化层下面的陶瓷层302。第一金属化层被结构化为包括多个分立的并且物理地隔离的键合焊盘304。这些键合焊盘304中的一些提供用于第一无源元件的位置306。这些键合焊盘304中的一些提供用于半导体管芯的位置310。半导体管芯的群组包括六个功率晶体管管芯以及六个对应的栅极驱动器管芯。本文描述的批量焊接方法可以用于在用于第一无源元件的位置306中形成第一焊料材料202的区域,并且在用于半导体管芯的位置310中形成第二焊料材料216的区域。在形成焊料材料并且放置元件之后,可以执行共同的焊接步骤,以形成用于无源元件的第一焊接接头224和用于半导体管芯的第二焊接接头226。因此,与单独地形成用于无源元件和有源元件的焊料连接的技术相比,本文描述的技术提供了具有最小费用的高效处理。此外,该技术可以集成到使用标准设备的标准装配线中。在形成焊接接头之后,可以在组件上形成键合导线,以完成半导体管芯与包括第一无源元件的键盘焊盘304之间的必要电连接。
65.可选地,该批量焊接技术可以用于在另一无源电元件与金属层之间形成第三焊接接头。例如,无源电元件可以是分立电容器。用于另一无源电元件的位置312可以位于与第一无源元件相同或不同的键合焊盘304上。本文描述的批量焊接方法用于在所描绘的用于另一无源电元件的位置312中施加另一焊料材料。可以根据用于形成焊料材料202的第一区域或焊料材料216的第二区域的技术中的任何一种来形成另一焊料材料。替代地,可以使用具有不同厚度和/或成分的另一焊料材料,只要另一焊料材料在共同的焊接步骤的焊接温度下回流。在共同的焊接步骤期间,第三焊接接头可以与第一焊接接头224和第二焊接接头226同时形成。在实施例中,第三焊接接头具有与第一焊接接头224或第二焊接接头226相同的成分和厚度。根据具体情况,可以通过形成具有与用于第一焊接接头224的焊料材料202的第一区域或用于第二焊接接头226的焊料材料216的第二区域相同的成分和厚度的另一焊料材料来获得该配置。
66.参考图7,其示出了完成的功率半导体模块400。功率半导体模块400包括保护外壳,保护外壳具有从外壳突出的多个压配连接器402。压配连接器402机械地并且电地连接到销铆钉,销铆钉进而焊接到dcb衬底的键合焊盘。由于本文描述的焊接技术,该连接可以形成有高延展性,其允许在压配连接器402上施加显著的应力。同时,本文描述的焊接技术在功率半导体模块400内的半导体管芯与键合焊盘之间提供高抗张强度的焊料连接,这提供了高可靠性地鲁棒性。
67.诸如“第一”、“第二”等的术语用于描述各种元件、区域、区段等,并且并非旨在是
限制性的。在整个说明书中,类似的术语指类似的元件。
68.如本文所用,术语“具有”、“包含”、“包括”等是开放式术语,其指示所述元件或特征的存在,但不排除附加的元件或特征。冠词“一”和“所述”旨在包括复数以及单数,除非上下文另有明确指示。
69.应当理解,除非另外特别指出,否则本文所述的各种实施例的特征可彼此组合。
70.尽管本文已经示出和描述了具体实施例,但是本领域普通技术人员将理解,在不偏离本发明的范围的情况下,各种替代和/或等同实施方式可以代替示出和描述的具体实施例。本技术旨在覆盖本文讨论的具体实施例的任何修改或变化。因此,本发明仅由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。