一种考虑统计性、经济性的非参数自适应动态ewma控制图多目标优化设计方法
技术领域
1.本发明涉及一种考虑统计性、经济性的非参数自适应动态ewma(指数加权移动平均)控制图多目标优化设计方法,具体涉及一种面向多品种小批量制造过程的非参数自适应动态ewma控制图多目标优化设计方法,属于统计过程控制领域。
背景技术:
2.由于客户个性化需求日益多样性,多品种小批量生产方式已成为全球企业的主导生产模式,但其批次多、工序质量数据少、产品参数多变导致样本数据不足、分布不确定、过程飘移反复多变等质量控制问题。而传统的spc控制图是基于有足够样本数据且假设为正态分布的统计控制方法,难以解决多品种小批量生产模式下样本数据少、分布不确定等动态多变的质量控制难题。虽然有基于成组技术、贝叶斯等改进方法,但质量控制效果都远未达到预期效果。
技术实现要素:
3.因此,研究小样本、非正态的质量控制图是实现多品种小批量制造过程质量控制的关键。而质量控制图的性能是由其统计性、经济性决定的,基于此,本发明设计了一种考虑统计性、经济性的非参数自适应动态ewma控制图多目标优化设计方法,解决多品种小批量制造过程质量控制难题,有效提高质量控制的效率,并降低控制成本。
4.针对上述问题,本发明为解决多品种小批量制造过程质量控制效果不足的问题,提出一种面向分布未知的、自适应检测漂移的、动态的ewma控制图。同时为兼顾统计性与经济性,引入更为准确的平均产品长度、平均产品成本作为计算依据,构建ewma控制图参数多目标优化设计模型,并采用改进人工鱼群算法求解。在此基础上,选取最优解作为参数构建控制图,实现对多品种小批量制造过程关键工序的质量监控,进而提高产品质量。
5.本发明提供一种考虑统计性、经济性的非参数自适应动态ewma控制图多目标优化设计方法,包括如下步骤:
6.s1、构建面向多品种小批量制造过程关键工序的非参数自适应动态ewma控制图。
7.s2、基于马尔卡夫链确定统计性指标、经济性指标计算方法。
8.s3、建立控制图多目标优化设计模型,并采用云清晰综合评价方法对目标函数进行线性加权处理。
9.s4、基于改进人工鱼群算法对模型进行求解。
10.s5、以某航天复杂构件制造企业生产制造工艺流程为例,采用优化后的控制图进行控制图,验证提出模型与方法的有效性与可行性。
11.优选的,所述步骤s1中包括如下子步骤:
12.具体的,所述步骤s1中子步骤s11基于u统计量构建非参数自适应ewma控制图,过程如下:
13.设多品种小批量制造过程的质量特性数据分布情况未知,设其均值记为μ,方差记为σ2。当过程受控时,过程均值的目标值记为μ0,标准差记为σ0,那么过程受控时μ=μ0,σ=σ0;当过程失控时,σ不变,但μ=μ0 δσ,其中δ为过程均值的波动。基于此,基于u统计量构建的非参数ewma控制图的统计量为:
14.z
t
=ω(e
t
)u
t
(1
‑
ω(e
t
))z
t
‑115.其中,u
t
为基于u统计量估计的样本均值,λ∈(0.1),ω(e
t
)为等效平滑函数,且故而:
16.具体的,所述步骤s1中子步骤s12设计一种可变抽样比例与样本容量的动态抽样方法,包括如下子步骤:
17.s121、选定参考关键工序,确定所需样本容量n;
18.s122、获取参考关键工序的历史数据样本量n0,如果n0>n,不抽取聚类关键工序样本数据;否则,获取各聚类关键工序的聚类距离,确定聚类工序样本比例。
19.设n1,n2,
…
,n
n
分别为各聚类关键工序的抽样数量,d1,d2,
…
,d
n
为参考关键工序与各聚类关键工序的聚类距离,那么聚类工序样本比例为n1:
…
:n
i
:
…
:n
n
=d1:
…
:d
i
:
…
:d
n
;
20.s123、计算各聚类关键工序理论抽取样本数量n
i
,具体计算公式如下:
[0021][0022]
s124、根据实际历史数据量对各聚类关键工序的抽取得样本量进行调整。
[0023]
s125、采用相对公差转换法对抽取数据进行归一化。
[0024]
具体的,所述步骤s1中子步骤s13确定控制界限、预警界限、稳定界限,具体公式如下:
[0025]
ucl=μ0 k1σ
z lcl=μ0‑
k1σ
z
[0026]
uwl=μ0 k2σ
z lwl=μ0‑
k2σ
z
[0027]
usl=μ0 k3σ
z lsl=μ0‑
k3σ
z
[0028]
其中,k1、k2、k3分别为控制界限系数、预警界限系数、稳定界限系数,且0<|k3|<|k2|<|k1|,取k2=2/3 k1,k3=1/3 k1,
[0029]
优选的,所述步骤s2中包括如下子步骤:
[0030]
具体的,所述步骤s2中子步骤s21构建基于u统计量的非参数自适应动态ewma控制图马尔科夫链模型,将非参数自适应动态ewma控制图的控制过程看作为一个带有吸收壁的马尔科夫链,其状态转移矩阵p可以表示为:
[0031]
[0032]
其中,u为一个2m 1维且元素全为1的列向量;r为(2m 1)
×
(2m 1)维的实值矩阵,由于z
i
=ωu
i
(1
‑
ω)z
i
‑1,且z
j
‑1=z
i
,矩阵内元素r
ij
为转移状态i到转移状态j的概率,那么可得则有:
[0033][0034]
式中ω为等效平滑函数值,d为将控制图ucl与lcl间划分为2m 1个等宽子区间后,每个等宽子区间的宽度,且
[0035]
具体的,所述步骤s2中子步骤s22计算统计性指标,根据s21中的马尔科夫链模型,计算出非参数自适应动态ewma控制图的平均运行长度arl,且arl=p
m
·
(i
‑
r)
‑1·
u,进而统计性指标平均产品长度apl,具体公式如下:
[0036][0037]
其中,n为样本容量;h表示样本之间间隔的产品数,即为样本集内关键工序的个数;arl为马尔科夫链法计算的平均运行长度。
[0038]
具体的,所述步骤s2中子步骤s23计算经济性指标,具体步骤如下:
[0039]
(1)根据tageuchi二次质量损失函数可将质量损失成本分为受控时质量损失c1成本与失控时质量成本c2,具体公式如下:
[0040][0041]
其中,k为固定常数,常取k=1,过程偏移
[0042]
(2)计算一个质量周期内的平均产品成本apc,具体如下公式:
[0043][0044]
其中,为生产过程受控状态的时间均值,apl1为失控时平均产品长度,w为为每次查找和排除异常的平均费用。
[0045]
优选的,所述步骤s3中包括如下子步骤:
[0046]
具体的,所述步骤s3的子步骤s31构建控制图多目标优化设计模型,f1为统计性目标函数与f2为经济性目标函数,b为受控平均产品长度的阈值,n
max
为样本总数、n
r
为参考(质控)关键工序,α、β分别为f1与f2的加权系数,且α β=1,具体如下:
[0047]
min f=α
·
f1 β
·
f2[0048][0049]
具体的,所述步骤s3的子步骤s32采用云清晰综合评价的方法对α、β进行评定赋值,具体包括如下子步骤:
[0050]
s321、基于清晰综合评价的方法,选定若干专家组对n个指标的重要度进行评价,获得清晰评价向量w={ω1,ω1,
…
,ω
n
};
[0051]
s322、将重要度化为5个评价等级,各同意专家对指标评价结果进行等级评分,确定其对应正向云模型特征值;
[0052]
s323、根据正向云模型的特征值,利用x条件云发生器,生成若干个评分值的定量值,取其平均值作为最终各指标评价等级对应的定量值,并构成云矩阵并,根据最大隶属度原则选取最终定量值,得到云值向量μ={μ1,μ2,
…
,μ
n
}。;
[0053]
s324、将清晰评价向量与云值向量对应项相乘,获得权重向量r={r1,r1,
…
,r
n
}。
[0054]
优选的,所述步骤s4中主要特征在于如下子步骤:
[0055]
具体的,所述步骤s4中子步骤s41确定变量。
[0056]
具体的,所述步骤s4中子步骤s42对人工鱼视野进行改进,具体如下:
[0057][0058]
其中,n
iter
为总迭代次数,i为人工鱼序号,初始视野d
j
、d
k
分别为当前人工鱼与第j、k条鱼的距离。
[0059]
具体的,所述步骤s4中子步骤s43对人工鱼步长进行改进,具体如下:
[0060][0061]
具体的,所述步骤s4中子步骤s44设置初始参数,初始人工鱼数量30,尝试次数50次,最大迭代次数900次,拥挤度0.1。
[0062]
具体的,所述步骤s4中子步骤s45、s46、s47、s48基于子步骤s41、s42、s43、s44的初始设置,完成对模型的求解。
[0063]
优选的,所述步骤s5中主要特征在于将本文方法应用到某航天复杂构件制造企业生产制造工艺流程,采用优化后的控制图进行控制图,对制造过程进行持续控制,验证提出模型与方法的有效性与可行性。
[0064]
本发明针对多品种小批量制造过程中样本数据量少、分布难以确定导致的质量控制效果不足问题,构建了非参数自适应动态ewma控制图,并对其进行了多目标优化优化设
计,可以在保证控制效果的同时降低控制成本,实现对多品种小批量制造过程的质量控制。通过程序仿真与实例分析验证了本文方法对准确性、有效性与可行性,可为多品种小批量生产模式下的控制图研究提供借鉴,为多品种小批量质量控制提供支撑。
附图说明
[0065]
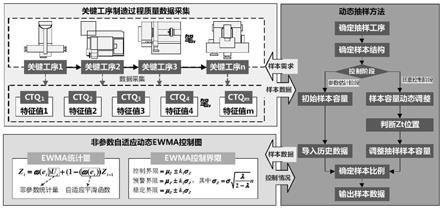
图1为本发明的多品种小批量制造过程关键工序质量控制方法图。
[0066]
图2为本发明的动态抽样方法基本流程图。
[0067]
图3为本发明的改进人工鱼群算法流程图。
[0068]
图4(1)和4(2)为本发明的算法改进前后对比图,其中图4(1)为本发明的算法改进前图,图4(2)为本发明的算法改进后图。
[0069]
图5为本发明的优化后非参数自适应动态ewma控制图。
具体实施方式
[0070]
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
[0071]
本发明提出一种面向分布未知的、自适应检测漂移的、动态的ewma控制图。同时为兼顾统计性与经济性,引入更为准确的平均产品长度、平均产品成本作为计算依据,构建ewma控制图参数多目标优化设计模型,并采用改进人工鱼群算法求解。在此基础上,选取最优解作为参数构建控制图,实现对多品种小批量制造过程关键工序的质量监控,进而提高产品质量,如图1所示。
[0072]
本发明提供一种考虑统计性、经济性的非参数自适应动态ewma控制图多目标优化设计方法,包括如下步骤:
[0073]
s1、构建面向多品种小批量制造过程关键工序的非参数自适应动态ewma控制图。
[0074]
s2、基于马尔卡夫链确定统计性指标、经济性指标计算方法。
[0075]
s3、建立控制图多目标优化设计模型,并采用云清晰综合评价方法对目标函数进行线性加权处理。
[0076]
s4、基于改进人工鱼群算法对模型进行求解。
[0077]
s5、以某航天复杂构件制造企业生产制造工艺流程为例,采用优化后的控制图进行控制图,验证提出模型与方法的有效性与可行性。
[0078]
所述步骤s1中包括如下子步骤:
[0079]
所述步骤s1中子步骤s11基于u统计量构建非参数自适应ewma控制图,过程如下:
[0080]
设多品种小批量制造过程的质量特性数据分布情况未知,设其均值记为μ,方差记为σ2。当过程受控时,过程均值的目标值记为μ0,标准差记为σ0,那么过程受控时μ=μ0,σ=σ0;当过程失控时,σ不变,但μ=μ0 δσ,其中δ为过程均值的波动。基于此,基于u统计量构建的非参数ewma控制图的统计量为:
[0081]
z
t
=ω(e
t
)u
t
(1
‑
ω(e
t
))z
t
‑1[0082]
其中,u
t
为基于u统计量估计的样本均值,λ∈(0.1),ω(e
t
)为等效平滑函数,且
故而:
[0083]
所述步骤s1中子步骤s12设计一种可变抽样比例与样本容量的动态抽样方法,包括如下子步骤:
[0084]
s121、选定参考关键工序,确定所需样本容量n;
[0085]
s122、获取参考关键工序的历史数据样本量n0,如果n0>n,不抽取聚类关键工序样本数据;否则,获取各聚类关键工序的聚类距离,确定聚类工序样本比例。
[0086]
设n1,n2,
…
,n
n
分别为各聚类关键工序的抽样数量,d1,d2,
…
,d
n
为参考关键工序与各聚类关键工序的聚类距离,那么聚类工序样本比例为n1:
…
:n
i
:
…
:n
n
=d1:
…
:d
i
:
…
:d
n
;
[0087]
s123、计算各聚类关键工序理论抽取样本数量n
i
,具体计算公式如下:
[0088][0089]
s124、根据实际历史数据量对各聚类关键工序的抽取得样本量进行调整,如图2所示。
[0090]
s125、采用相对公差转换法对抽取数据进行归一化。
[0091]
所述步骤s1中子步骤s13确定控制界限、预警界限、稳定界限,具体公式如下:
[0092]
ucl=μ0 k1σ
z lcl=μ0‑
k1σ
z
[0093]
uwl=μ0 k2σ
z lwl=μ0‑
k2σ
z
[0094]
usl=μ0 k3σ
z lsl=μ0‑
k3σ
z
[0095]
其中,k1、k2、k3分别为控制界限系数、预警界限系数、稳定界限系数,且0<|k3|<|k2|<|k1|,取k2=2/3 k1,k3=1/3 k1,
[0096]
所述步骤s2中包括如下子步骤:
[0097]
所述步骤s2中子步骤s21构建基于u统计量的非参数自适应动态ewma控制图马尔科夫链模型,将非参数自适应动态ewma控制图的控制过程看作为一个带有吸收壁的马尔科夫链,其状态转移矩阵p可以表示为:
[0098][0099]
其中,u为一个2m 1维且元素全为1的列向量;r为(2m 1)
×
(2m 1)维的实值矩阵,由于z
i
=ωu
i
(1
‑
ω)z
i
‑1,且z
j
‑1=z
i
,矩阵内元素r
ij
为转移状态i到转移状态j的概率,那么可得则有:
[0115][0116]
所述步骤s3的子步骤s32采用云清晰综合评价的方法对α、β进行评定赋值,具体包括如下子步骤:
[0117]
s321、基于清晰综合评价的方法,选定若干专家组对n个指标的重要度进行评价,获得清晰评价向量w={ω1,ω1,
…
,ω
n
};
[0118]
s322、将重要度化为5个评价等级,各同意专家对指标评价结果进行等级评分,确定其对应正向云模型特征值;
[0119]
s323、根据正向云模型的特征值,利用x条件云发生器,生成若干个评分值的定量值,取其平均值作为最终各指标评价等级对应的定量值,并构成云矩阵并,根据最大隶属度原则选取最终定量值,得到云值向量μ={μ1,μ2,
…
,μ
n
}。;
[0120]
s324、将清晰评价向量与云值向量对应项相乘,获得权重向量r={r1,r1,
…
,r
n
}。
[0121]
所述步骤s4中主要特征在于如下子步骤:
[0122]
所述步骤s4中子步骤s41确定变量。
[0123]
所述步骤s4中子步骤s42对人工鱼视野进行改进,具体如下:
[0124][0125]
其中,n
iter
为总迭代次数,i为人工鱼序号,初始视野d
j
、d
k
分别为当前人工鱼与第j、k条鱼的距离。
[0126]
所述步骤s4中子步骤s43对人工鱼步长进行改进,具体如下:
[0127][0128]
所述步骤s4中子步骤s44设置初始参数,初始人工鱼数量30,尝试次数50次,最大迭代次数900次,拥挤度0.1。
[0129]
所述步骤s4中子步骤s45、s46、s47、s48基于子步骤s41、s42、s43、s44的初始设置,完成对模型的求解。
[0130]
所述步骤s5中主要特征在于将本文方法应用到某航天复杂构件制造企业生产制造工艺流程,采用优化后的控制图进行控制图,对制造过程进行持续控制,验证提出模型与方法的有效性与可行性。
[0131]
本发明的一种考虑统计性、经济性的非参数自适应动态ewma控制图多目标优化设计方法的整体技术方案包括如下步骤:s1、构建面向多品种小批量制造过程关键工序的非参数自适应动态ewma控制图;s2、基于马尔卡夫链确定统计性指标、经济性指标计算方法;
s3、建立控制图多目标优化设计模型,并采用云清晰综合评价方法对目标函数进行线性加权处理;s4、基于改进人工鱼群算法对模型进行求解;s5、以某航天复杂构件制造企业生产制造工艺流程为例,采用优化后的控制图进行控制图,验证提出模型与方法的有效性与可行性。
[0132]
所述步骤s1包括如下子步骤:s11、基于u统计量构建非参数自适应ewma控制图;s12、设计可变抽样比例与样本容量的动态抽样方法,完成数据抽样,具体如表1、表2所示;s13、确定控制界限、预警界限、稳定界限。
[0133]
表1各关键工序聚类距离、技术要求与抽样结果
[0134][0135]
表2相对公差转换后抽样数据集
[0136][0137]
所述步骤s2包括如下子步骤:s21、构建非参数自适应动态ewma控制图的马尔科夫链模型;s22、计算统计性指标apl;s23、计算经济性指标apc。
[0138]
所述步骤s3包如下子步骤:s31、构建控制图多目标优化设计模型;s32、采用云清晰综合评价对权重进行赋值,具体评价结果如表3、表4所示,得到清晰评价向量w={2.8229,2.9553}、云值向量μ={0.8342,0.9956},进而计算出权重向量r={0.4447,0.5553}。
[0139]
表3专家组清晰综合评价结果
[0140][0141]
表4同意专家对各指标的等级评分结果
[0142][0143][0144]
如图3所示,所述步骤s4采用改进人工鱼群算法对模型进行求解,包如下子步骤:s41、确定变量;s42、对人工鱼视野进行改进;s43、对人工鱼步长进行改进;s44、设置初始参数;s45、人工鱼执行追尾行为;s46、人工鱼执行聚群行为;s47、人工鱼执行觅食行为;s48、输出最优解。该算法改进效果明显,有效提高迭代速度与迭代精度,具体如图4(1)和4(2)所示,获得较优解如表5所示。
[0145]
如图5所示,所述步骤s5采用优化后的控制图对制造过程进行控制,其统计性、经济性与其他控制图对比结果如表6所示。
[0146]
表5算法每次迭代更新的最优解及对应指标值
[0147][0148]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
续表5
[0149]
[0150][0151]
表6不同控制图的统计性、经济性对比
[0152][0153]
以上实施例只为说明本发明的技术构思和特点,目的在于让本领域的技术人员了解本发明的内容并加以实施,并不能以此来限制本发明的保护范围,凡是根据本发明实质所作出的等效变化或修饰均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。