1.本发明总体涉及内燃发动机中空提升阀。
背景技术:
2.内燃发动机提升阀(亦称“蘑菇阀”或“气门”)的中空结构常见于图1,包括盘部(亦称“伞部”或“头部”)10和杆部(亦称“轴部”或“杆身”)20,其中盘部10内形成的腔室12和杆部20内形成的长孔22相互平滑连通。
3.这类中空气门的一种加工或制造方法是,先机加工或铸造得到中空坯料筒后,再逐级锻造拉伸或缩径成型;参见cn111542404a,cn108348982b,wo2019223908a1,wo2019223941a1,wo2020182370a1,wo2020182387a1,wo2020182365a1,cn110945214a,cn110914519a,cn110869590a,cn108348982b,cn107109974b,cn102159799b,cn102652042b,cn102686330b,cn103403305b,cn103998726b,cn102597438b,fr787923a等。
4.另一种这类中空气门的加工方法是,加工成型后,取出事先填入的散软基质;参见gb2538239a,jp2009185655a,jp2009138594a,jph03238139a,gb368216a等。
5.又一种这类中空气门的加工方法是采用电化学腐蚀(ecm)技术,参见cn105689826b,cn104018904b,wo2012168136a,us4250011等。
6.无论是上述哪种加工方法,都存在工艺复杂、成本高等不适合工业化生产的问题。
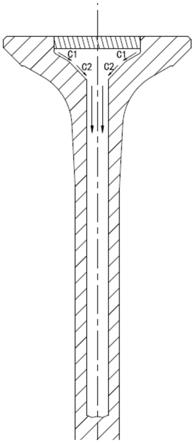
7.还有一种类似图1的中空气门结构可见于图2,其中形成盘部10的腔室12的盘壁与形成杆部20的长孔22的杆壁的连接不像图1那样采用锥形圆滑过渡方式,而是采用垂直相交方式。这种结构可参见us2544605,gb131662a,jp59167903u,jph0476907 u,cn104685168b,cn104053868b,cn110914520a,us20210003044a1,cn103990944b等。
8.在cn104053868b公开的图2这种结构的加工工艺中,通过锻造在盘部中形成平底凹部或圆锥台空心部后,再借助平底或圆锥平台对杆部进行钻孔作业。为了获得声称的冷却剂搅拌紊流或循环流效应,平底或圆锥平台随后被特意保留。另外,在锻造时形成的凹部底部不是平面或平面度不够好时,需要再进行额外的平面底面切削加工以形成钻孔平台。
9.在cn103990944b公开的图2这种结构的加工工艺中,盘端底窝内保留了更多的台阶,即由内至外除了钻孔平台台阶之外还包括密闭盖台阶和堆焊台阶。
10.图2这种盘部平台型腔结构虽然可以方便后续的杆部钻孔操作,从而使得工艺简单化并降低成本,但是仍然存在一些问题:例如钻孔平台深度过大而不易进行平整性加工;钻孔平台本身的存在实际上还会妨碍图1所示结构的一些优异性能。
11.因此,亟需一种便于加工、成本低且温度性能良好的内燃机提升阀。
技术实现要素:
12.本发明的目的是提供一种内燃机中空提升阀,其生产加工或制造成本低且性能可靠。
13.根据本发明的第一方面,提供了一种内燃发动机中空提升阀加工方法,包括:
14.一体锻造形成具有纵向中心轴线的提升阀,提升阀包括盘部和杆部,其中盘部具有预成型腔,预成型腔朝向盘端面开放并具有垂直于所述纵向中心轴线的平面底面;
15.自开放的预成型腔的平面底面围绕所述纵向中心轴线向杆部钻孔;以及
16.对预成型腔进行后续机械扩孔加工并形成盘部扩大型腔,其中盘部扩大型腔与杆部钻孔形成漏斗形状。
17.根据本发明的方法,预成型腔的平面底面优选为圆形底面,杆部钻孔优选为圆柱状盲孔,钻孔直径小于预成型腔的圆形底面的直径,例如可以比预成型腔的圆形底面直径小2~4mm。通常情况下,钻孔直径可以选择为小于预成型腔的圆形底面直径的1/2。
18.根据本发明的方法,盘部扩大型腔与杆部钻孔的邻接部分优选被加工为自杆部钻孔的开口端外扩的截头圆锥形状。盘部扩大型腔可以被加工成其横截面始终保持为圆形,且圆形横截面的直径自内向外渐增。盘部扩大型腔沿所述纵向中心轴线的一部分还可以为圆柱形。
19.根据本发明的方法,盘部的预成型腔优选被锻造为朝向盘端面外扩的截头圆锥形状。
20.根据本发明的方法,还可以包括在盘端面上焊接盖片以封闭盘部扩大型腔。另外,在焊接盖片之前可以将冷却剂例如金属钠填充在由盘部扩大型腔和杆部钻孔形成的一体空腔内。填充可以进一步优选在保护气体例如氮气下进行。
21.本发明的中空提升阀制造方法首先通过锻造方式由棒料形成阀坯,然后自阀坯的盘部预成型腔的平底向杆部钻孔,接下来再对预成型腔扩孔并顺带消除型腔的钻孔过渡平底。相比逐级拉伸或电化学腐蚀等加工方式,本发明的这种钻孔或车削机加工方式既便于工业化生产又成本低。
22.另外,相比保留钻孔平台的加工技术而言,本发明的这种高抬式或浅底预成型腔可以扩大钻孔平面而便于实施不同直径要求的杆部钻孔,放松了对钻孔设备(尤其是钻套)的体积限制,同时这种浅底平面锻造加工也变得更加容易实行。此外,杆部钻孔后将预成型腔进一步扩孔不但可以增加冷却剂填充体积,还可以顺带消除过渡向杆部钻孔的型腔平底——发明人发现这种平底或平台沉孔构型有损于提升阀尤其是排气门的盘端面降温性能。
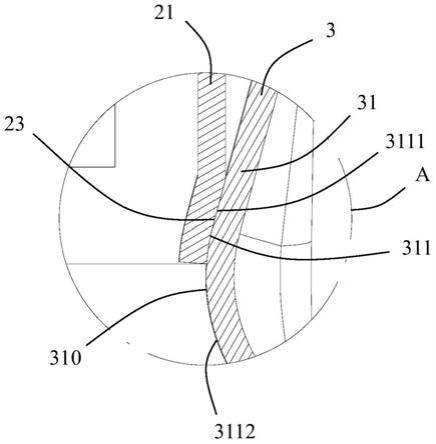
23.根据本发明的另一方面,还提供了一种内燃发动机中空提升阀,其包括钢制阀体,阀体具有一体锻造而成的盘部和杆部,其中盘部具有空腔,杆部具有钻孔,杆部的钻孔与盘部的空腔连通并形成漏斗状内腔,盘部的端面焊接有用于封闭盘部的空腔的盖片。
24.根据本发明的提升阀,盘部的空腔可以是对锻造形成的盘部的预成型腔进行机加工而形成的,杆部的钻孔是从盘部的预成型腔开始进行的。盘部的预成型腔优选具有垂直于杆部的平面底面以及朝向盘部端面的开口,杆部的钻孔是自盘部的预成型腔的平面底面开始进行的。
25.根据本发明的提升阀,盘部的空腔优选是对预成型腔进行扩孔作业并消除其平面底面而形成的。盘部的空腔可以由至少两部分组成,一部分为远离杆部的圆柱腔,一部分为邻接杆部的圆锥腔。另外,盘部的空腔可以包括至少两个相互邻接的圆锥腔,邻接杆部的圆锥腔的锥度小于远离杆部的圆锥腔的锥度。另外,邻近盘部端面的圆柱腔与邻接的圆锥腔之间还可以形成倒角。此外,邻接杆部钻孔的圆锥腔的最小横截面直径优选等于杆部的钻
孔直径。
26.根据本发明的提升阀,盘部的空腔的横截面优选始终为圆形,与杆部钻孔具有同一纵向中心对称轴。虽然杆部钻孔也可以设计为阶梯状,但优选具有单一直径,并与盘部空腔的圆形横截面的最大直径之比在1:3至1:5之间。
27.根据本发明的提升阀,还包括密封在漏斗状内腔中的冷却剂,例如金属钠或水银以及任选的气体例如氮气或氩气等或保护剂例如超细高纯石墨粉等。
28.本发明的提升阀具有漏斗形内腔,盘部空腔横截面向外渐扩,使得盘部可用冷却剂体积最大化,从而尤其在作为内燃机排气门时具有优越的盘端面降温性能。
附图说明
29.图1
‑
2为现有技术的空心气门的纵剖面示意图;
30.图3为根据本发明所提供的锻造阀坯纵剖面示意图;
31.图4为根据本发明的阀坯钻孔加工设备示意图;
32.图5为根据本发明的杆部钻孔后的提升阀的纵剖面示意图;
33.图6是图5的放大图,其中的虚线指示了待去除的材料;
34.图7为盘部进行扩孔加工后的提升阀纵剖面示意图;
35.图8是图7的放大图,其中的虚线指示了待进一步去除的材料;
36.图9为盘部进行二次扩孔加工后的提升阀纵剖面示意图;
37.图10是图9的放大图,其中的虚线同样指示了待进一步去除的材料;
38.图11为盘部圆柱腔进行倒角加工后的提升阀纵剖面示意图;
39.图12表示提升阀的充钠及焊接封盖过程;
40.图13为根据本发明加工的成品提升阀纵剖面示意图;
41.图14
‑
16表示不同盘部型腔内的冷却剂流动示意图;
42.图17则分别示出了图14
‑
16所示提升阀在作为内燃机排气门时的盘端面温度曲线。
具体实施方式
43.下面结合附图对本发明做进一步说明。
44.内燃发动机中空提升阀亦可称作蘑菇阀或气门,可以用作内燃发动机的排气门或进气门,优选用作工作条件较为恶劣的排气门。根据本发明的气门加工或生产制造方法,首先提供如图3所示的阀坯
①
,其由合适的棒材通过锻造一体形成。棒材的实例可以是例如cn111850428a所公开的实施例棒材,在此以参见方式引入其全部内容。
45.阀坯
①
具有纵向对称轴或中心轴线l,包括盘部10,又称“伞部”或“头部”;和杆部20,又称“轴部”或“杆身”。盘部10外径或其最大直径为26mm,杆部20外径6mm。盘部10具有预成型腔12a,预成型腔12a为截头圆锥或圆锥台形状(锥度α为60
°
),朝向盘端面开放(开口于盘端面),并具有垂直于中心轴线l且直径为d(6mm)的平面底面。预成型腔12a的高度或深度为h(4.3mm)。
46.接下来以预成型腔12a的平面底面作为钻孔支撑面,使用深孔钻围绕中心轴线l向杆部钻孔(钻孔直径3mm,孔深62mm)。
47.如图4所示,沿其中心轴线l将阀坯
①
同轴固定在工件转轴
④
上,其中阀坯
①
的杆部20通过工件转轴
④
上安装的弹性夹头
②
被夹持,盘部10则通过工件转轴
④
上安装的定位套筒
③
被进一步抵持。这样,工件转轴
④
旋转时就带动阀坯
①
同步旋转。
48.钻柄
⑧
固定在钻孔主轴
⑨
上以与其同步转动,细长钻头
⑥
的近端或后端通过螺钉
⑩
相对钻柄
⑧
不可旋转地固定在钻柄
⑧
上。钻头
⑥
采用常规枪钻设计,沿其纵向具有进油孔和油屑排出三角槽。钻套
⑤
通过钻套座
⑦
沿中心轴线l与阀坯
①
、工件转轴
④
以及钻孔主轴
⑨
同轴安装,以保证纵向穿过钻套
⑤
的钻头
⑥
沿中心轴线l的同轴度。钻套
⑤
的前端或远端形成平面凸缘,与阀坯
①
的预成型腔12a的平面底面紧密抵接,以防止钻头
⑥
的三角槽中回流的油屑在此漏泄,同时也进一步保证钻出的钻孔22沿中心轴线l的同轴度。
49.钻孔时,钻孔主轴
⑨
在旋转的同时沿图示箭头向左平移,以推动钻头
⑥
逐渐伸入阀坯
①
的杆部20。这时,工件转轴
④
亦可相对于钻孔主轴
⑨
反向转动,如图4所示,以提高钻孔效率并进一步保证钻孔22的同轴度。当然,钻孔时工件转轴
④
亦可不转动。
50.图5是杆部20形成钻孔22后的纵剖面示意图。图6是图5的放大图,其中虚线内部分是需要随后加工形成的空腔区域。图7则是使用钻孔或车削等扩孔加工方式去除图6虚线内材料后的纵剖面示意图。如图7所示,盘部10的扩大型腔12b上部为圆柱形(直径为12mm),下部为圆锥台形状(锥面与中心轴线l夹角为60
°
),扩孔后总深度为5mm。图示扩大型腔12b通过钻孔形成,具有钻孔加工时形成的倒角r。
51.虽然可以如图7所示直接加工形成用于填充冷却剂例如金属钠的扩大型腔12b,但是也可以如图8
‑
10所示那样对扩大型腔12b再执行一系列后续扩孔操作,使得盘部10壁厚尽量均匀化的同时还扩大了用于填充冷却剂的型腔。图8是图7的放大图,其中虚线内部分是需要随后进一步加工形成的空腔区域。图9则是使用钻孔方式去除图8虚线内材料后的纵剖面示意图。如图9所示,扩大型腔12c的圆锥台部分包含两个锥度α1(120
°
;第一次或上次钻孔加工所形成)和α2(90
°
;此次钻孔加工所形成)。锥度α1大于α2。虽然没有进一步图示,还可以继续对扩大型腔12c执行后续扩孔操作,进一步形成小于α2的α3。
52.图10是图9的放大图,其中虚线内部分是需要随后进一步加工形成的空腔区域。图11则是使用车削方式去除图10虚线内材料后的纵剖面示意图。如图11所示,扩大型腔12d包含顶部倒角部分或锥状外扩部分,用于如后所述将盖片焊接在此。
53.图12是将用超细高纯石墨包裹保护下的金属钠棒23填充在提升阀的杆部20的钻孔22内之后,将盖片13焊接于盘部10的锥状外扩部分以在盘端面处封闭扩大型腔12d。图13为盖片已经焊接到位的根据本发明所加工的排气门,其中金属钠棒受热熔化,冷却凝固后散布在整个空腔内。
54.图14是图13所示具有漏斗形内腔的提升阀在工作过程中冷却剂从盘部空腔12向杆部钻孔22的流动示意图,其中盘部10的热量经两次交换阻滞c1、c2后传入杆部20。
55.图15所示提升阀有点类似于图13所示的提升阀,但其盘部型腔具有垂直于杆孔的平面圆底。在图15的冷却剂流动示意图中,盘部10的热量经三次交换阻滞c1、c2、c3后传入杆部20。
56.图16所示提升阀类似于图15所示的提升阀,其盘部型腔同样具有垂直于杆孔的平面圆底。在图16的冷却剂流动示意图中,盘部10的热量经四次交换阻滞c1、c2、c3、c4后传入杆部20。
57.在图14
‑
16所示提升阀的盘部空腔体积(213mm3)及其杆孔尺寸(3mm)均保持不变的情况下:表1给出了图14
‑
16的三种型腔1
‑
3的提升阀分别作为内燃机排气门时其盘端面温度分布;图17则相应示出了盘端面温度曲线。
58.表1
[0059][0060]
由表1和图17可以明显看出,盘部热量交换阻滞的次数越多,交换速度越慢,交换效率越差,从而盘端面降温效果越差。因此,与根据本发明加工的型腔1所对应的提升阀尤其在作为内燃机排气门时具有显著优良的盘端面降温性能。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。