1.本发明涉及纤维强化中空构造体及其制造方法。更详细而言,涉及作为跳板具有充分的强度并且防滑性良好的纤维强化中空构造体及其制造方法。
背景技术:
2.以往,纤维强化中空构造体具有轻量、高强度且高刚性并且电绝缘性、耐久性以及耐腐蚀性也优异的特性,发挥该纤维强化中空构造体的特性而将其应用于建设工程中的用于临时工程的脚手架板、用于养殖设施的跳板或者筏子和浮动码头、沼泽地等的巡回路、在道路工程等中使用的人行桥(简易桥)、散步人行道等。在这些用途中,由于作业者在纤维强化中空构造体上行走,因此要求该中空构造体的防滑性良好。
3.在此,在专利文献1中公开了具有如下特征的纤维强化中空构造体,即,在表面设有凸条,该凸条通过沿长度方向断续地或连续地配置凸部而成。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2001-26063号公报
技术实现要素:
7.发明要解决的问题
8.然而,以往的纤维强化中空构造体的行走时的防滑效果不能说是很充分,期望开发更有效的纤维强化中空构造体。
9.因此,在本发明中,鉴于这样的实际情况,主要目的在于提供一种作为跳板具有充分的强度并且防滑性良好的纤维强化中空构造体及其制造方法。
10.用于解决问题的方案
11.本技术的发明人们进行了锐意的实验研究,其结果发现,通过着眼于纤维强化中空构造体的表面的构造并设计该构造,能够得到作为跳板具有充分的强度并且防滑性良好的纤维强化中空构造体,从而完成了本发明。
12.即,在本发明中,提供一种纤维强化中空构造体,其由中芯、中间层以及外层这三层形成,所述中芯由热塑性树脂构成且具有中空部,所述中间层通过将加强纤维利用热固化性树脂粘结为一体而形成,且覆盖所述中芯的外周,所述外层由热塑性树脂构成且覆盖该中间层,其中,在所述纤维强化中空构造体的外层的表面的至少局部形成有凹凸部。
13.在本发明中,也可以是,所述中芯是并列地具有中空部的构造。
14.另外,在本发明中,也可以是,所述外层的未形成有凹凸部的部分的厚度为0.5mm以上且2.0mm以下。
15.并且在本发明中,也可以是,所述凹凸部的高度差为0.05mm以上且2.0mm以下。
16.另外,本发明的纤维强化中空构造体也可以是,铅垂负载w(kn)=3.9
×
10
-3
×
l(l=试验片宽度)时的铅垂挠曲量为40mm以下。
17.另外,在本发明中,也提供纤维强化中空构造体的制造方法,该纤维强化中空构造体由中芯、中间层、以及外层这三层形成,所述中芯由热塑性树脂构成且具有中空部,所述中间层通过将加强纤维利用热固化性树脂粘结为一体而形成,且覆盖所述中芯的外周,所述外层由热塑性树脂构成且覆盖该中间层,在所述纤维强化中空构造体的外层的表面的至少局部形成有凹凸部,其中,该纤维强化中空构造体的制造方法具有使用模具对所述纤维强化中空构造体的外层的表面的至少局部进行加压来形成所述凹凸部的工序。
18.发明的效果
19.根据本发明,能够提供作为跳板具有充分的强度并且防滑性良好的纤维强化中空构造体及其制造方法。
20.此外,未必限定于在此所述的效果,也可以是本说明书中所述的任意的效果。
附图说明
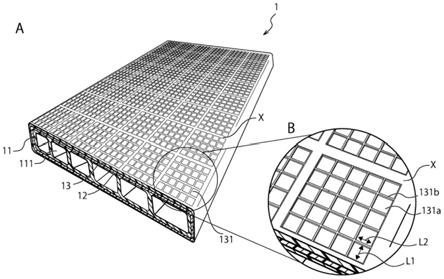
21.图1的a是示意性地表示本发明的纤维强化中空构造体1的第1实施方式的构造的立体图,图1的b是凹凸部131的放大图。
22.图2是示意性地表示本发明的纤维强化中空构造体1的第2实施方式的构造的立体图。
23.图3是示意性地表示本发明的纤维强化中空构造体1的第3实施方式的构造的立体图。
24.图4是示意性地表示本发明的纤维强化中空构造体1的第4实施方式的构造的立体图。
25.附图标记说明
26.1、纤维强化中空构造体;11、中芯;111、中空部;12、中间层;13、外层;131、凹凸部;131a、凹形状部分;131b、凸形状部分。
具体实施方式
27.以下参照附图详细地说明用于实施本发明的优选的方式。
28.此外,以下说明的实施方式表示本发明的代表性的实施方式的一个例子,不应该由此对本发明的范围进行狭窄的解释。
29.1.纤维强化中空构造体1
30.本发明的纤维强化中空构造体1由中芯11、中间层12以及外层13这三层形成,中芯11由热塑性树脂构成且具有中空部111,中间层12通过将加强纤维利用热固化性树脂粘结为一体而形成,且覆盖所述中芯11外周,外层13由热塑性树脂构成且覆盖该中间层12。另外,本发明的纤维强化中空构造体1的特征在于,在所述纤维强化中空构造体1的外层13的表面的至少局部形成有凹凸部131。
31.本发明的纤维强化中空构造体1通过具有上述特征,能够作为跳板发挥充分的强度,能够使在该中空构造体1的表面行走的人不易滑倒。因此,能够应用于建设工程中的用于临时工程的脚手架板、用于养殖设施的跳板或者筏子和浮动码头、沼泽地等的巡回路、在道路工程等中使用的人行桥(简易桥)、散步人行道等广泛的用途。
32.在本发明中,中芯11的形状没有特别限定,优选为具有例如正方形、长方形等剖面
形状的中空构造,也可以将这些形状组合多个来使用。在本发明中,尤其是作为中芯11的形状,优选如图1~图4所示那样并列地具有中空部111的构造。其原因在于轻量并且弯曲强度优异。
33.所述中空部111的短边方向上的宽度优选为10mm以上且90mm以下,更优选为15mm以上且70mm以下。其原因在于,若小于10mm,则在轻量化的方面不利,而且会导致成本提高。若超过90mm,则在行走时用脚踏入时,容易因压缩而变形。
34.另外,中芯11的厚度优选为0.3mm以上且7mm以下。其原因在于,若小于0.3mm,则在之后的工序中,中芯形状走形,无法得到目的形状。若超过7mm,则在轻量化的方面不利。
35.作为用于中间层12的加强纤维,为了提高刚性,优选使用长纤维束。作为构成长纤维束的纤维,能够举出例如聚酯、尼龙、维尼纶、聚丙烯、芳香族聚酰胺等有机合成纤维、玻璃纤维、碳纤维、玄武岩纤维等无机纤维等。在本发明中,在这些纤维中,从由于较少产生起毛而在制造中容易操作并且有效提高刚性的方面来看,更优选为玻璃纤维、碳纤维,既可以单独使用,也可以组合使用。
36.在中间层12中,加强纤维和热固化性树脂(例如不饱和聚酯树脂等)的一体的粘结例如通过如下操作来实现,即:将加强纤维浸渍于热固化性树脂浴之后,使其经过所希望的剖面形状的喷嘴,进行加热固化。
37.另外,中间层12的厚度优选为0.3mm以上且7mm以下。其原因在于,若小于0.3mm,则作为跳板无法确保充分的强度,若超过7mm,则在轻量化的方面不利。
38.作为构成中芯11和外层13的热塑性树脂,限定为与构成中间层的热固化性树脂(例如作为基体的不饱和聚酯树脂等)具有化学亲和性的树脂。作为这样的热塑性树脂,能够举出例如abs、aas、aes、pmma、ps、mbs、pc、粘接聚烯烃、它们的聚合物合金及共混物等。
39.用于中芯11和外层13的热塑性树脂只要是与构成中间层12的热固化性树脂具有化学亲和性的树脂,则既可以是同种类的树脂,也可以是不同种类的树脂,但在本发明中尤其优选为,中芯11和外层13使用abs树脂和/或aes树脂。其理由在于,这些树脂不仅与构成中间层的热固化性树脂(例如不饱和聚酯树脂等)具有化学亲和性,而且在耐候性、机械物理性质、成本方面等优异。
40.纤维强化中空构造体1的厚度优选为25mm以上且85mm以下,更优选为29mm以上且50mm以下。其原因在于,若小于25mm,则有可能作为跳板的强度不足,若超过85mm,则在进行设置作业时等,不易用手搬运,而且有可能在轻量的方面不利。
41.纤维强化中空构造体1的短边方向上的宽度优选为90mm以上且950mm以下,更优选为110mm以上且500mm以下。其原因在于,若小于90mm,则有可能由于宽度较小而在行走时踩空,若超过950mm,则在进行设置作业时等,不易用手搬运,而且有可能在轻量的方面不利。
42.另外,纤维强化中空构造体1的单位重量优选为0.5kg/m以上且20kg/m以下,更优选为1kg/m以上且9.5kg/m以下。其原因在于,若小于0.5kg/m,则作为纤维强化中空构造体,实际上强度不足。若超过20kg/m则较重,在作业者搬运时成为负荷,操作较差。
43.在本发明中,所述外层13的未形成有凹凸部131的部分x(参照图1~图4)的厚度优选为0.5mm以上且2.0mm以下,更优选为0.7mm以上且1.5mm以下。其原因在于,通过设为0.5mm以上且2.0mm以下,不会在轻量化的方面不利,而且针孔不易进入,容易形成凹凸部131。
44.此外,本发明的纤维强化中空构造体1也包括这样的结构,即,在所述外层13的整个表面形成有凹凸部131,而不存在所述外层13的未形成有凹凸部131的部分x。
45.外层13的凹凸部131也可以是通过喷砂等形成的细微的粗糙面,但也能够形成为例如图1~图3所示那样的格子花纹状或者图4所示那样的水珠花纹状。该凹凸部131的高度差优选为0.05mm以上且2.0mm以下,更优选为0.2mm以上且1.5mm以下。其原因在于,通过设为0.05mm以上,能够更加优化防滑性,通过设为2.0mm以下,在将纤维强化中空构造体层叠保管时,能够减少取出时的钩挂,能够减少不易取出这样的操作性的问题。
46.另外,外层13的凹凸部131只要具有适当的防滑性能,则可以不连续地形成,例如也可以如图2所示形成为格子花纹状且是方格花纹状,也可以如图3那样形成。其原因在于,例如在涂装工程等中进行作业时,有时会在该外层13粘贴蓝钢皮(日文:
ブルーシート
),但若在整个表面呈现凹凸部131,则即使欲使用胶带等来固定蓝钢皮,也会简单地剥离。在这样的情况下,通过断续地形成方格花纹等凹凸部131,从而能够牢固地固定于未形成有凹凸部131的平坦面。另外,由于形成的凹凸部131的面积较小,因此生产率优异。
47.凹凸部131的具体的形状没有特别限定,例如能够将凹形状部分131a设为多棱柱形状或者多棱锥形状等。此外,该情况下的凸形状部分131b为如下这样的部分,即,在利用后述的本发明的制造方法制造纤维强化中空构造体1的情况下,在由模具加压而形成凹形状部分131a时,原本处于凹形状部分131a的热塑性树脂被按压而进入模具的槽部形成的部分,与此相对,凹形状部分131a是由模具加压而形成的部分。
48.在本发明中,相邻的凹形状部分131a彼此的距离(=凸形状部分131b的宽度)优选为0.1mm以上且10mm以下,更优选为0.5mm以上且5mm以下。另外,纤维强化中空构造体1的凹形状部分131a在长度方向上的长度l1(参照图1的b)优选为0.8mm以上且19.8mm以下,更优选为1.5mm以上且10mm以下。另外,纤维强化中空构造体1的凹形状部分131a在短边方向上的长度l2(参照图1的b)优选为0.8mm以上且19.8mm以下,更优选为1.5mm以上且10mm以下。
49.另外,在本发明中,优选的是,在凸形状部分131b的表面还形成有高度差在0.05mm以上且1mm以下的范围内的细微的凹凸,在凹形状部分131a的表面还形成有高度差在0.07mm以上且0.8mm以下的范围内的细微的凹凸。其原因在于,通过该细微的凹凸形状能够得到更高的防滑性能。这些细微的凹凸也可以是凸形状部分131b、凹形状部分131a的表面的局部。
50.在本发明中,特别是凹形状部分131a优选为四棱柱。其理由在于,用于形成四棱柱的模具的加工较为容易且廉价,另外,能够有效地体现防滑性能。
51.对于由中芯11、中间层12以及外层13这三层形成的纤维强化中空构造体1而言,施加铅垂负载(kn):w=3.9
×
10
-3
×
l(l=试验片宽度)时的挠曲量优选为40mm以下,更优选为30mm以下。若挠曲量超过40mm,则弯曲较大,无法安心地在纤维强化中空构造体上行走。弯曲刚性优选为1.5kn
·
m2以上且110kn
·
m2以下,更优选为3kn
·
m2以上且70kn
·
m2以下。若弯曲刚性小于1.5kn
·
m2,则在纤维强化中空构造体上行走时的强度不充分。若弯曲刚性大于110kn
·
m2,则成本、重量变高。
52.本发明的纤维强化中空构造体1的端面能够加工为任意的形状。具体而言,例如,端面既可以切割后不进行任何处理,也可以将端面加工为字母c状等,或者以垂直端面进行密封,或者密封为r形状。另外,也可以适当地在端部安装密封栓等。
53.2.纤维强化中空构造体1的制造方法
54.本发明的制造方法为上述的纤维强化中空构造体1的制造方法,其特征在于,具有使用模具对所述纤维强化中空构造体1的外层13的表面的至少局部加压来形成所述凹凸部131的工序。以下,具体地说明本发明的制造方法,本发明的制造方法只要具有上述工序,则不限定于此。
55.利用挤出机连续地挤出成为中芯11的热塑性树脂,在冷却成形器内通过真空定径来成形中芯11,利用传送装置向下一工序供给。另一方面,将加强纤维从粗纱轧机向浸渍槽供给,浸渍热固化性树脂,然后,利用节流喷嘴适度地对该热固化性树脂进行挤压,使其贴附于所述中芯11的外周,并使其经过所希望的剖面形状的喷嘴。
56.然后,利用挤出机挤出成为外层13的热塑性树脂,使用辊式定径装置将其冷却,整理形状。然后,在热水固化槽中使未固化的树脂固化,形成中间层12,利用冷却槽进行水冷,利用传送装置传送。传送之后,使用模具p对外层13的表面的至少局部进行加压,形成所述凹凸部131。具体而言,使已加热的具有所希望的凹凸形状的模具对外层13的表面加压,来将模具的凹凸形状转印,从而制成具有所希望的凹凸形状的纤维强化中空构造体。
57.在本发明的制造方法中,考虑到生产率,优选为沿纵向和横向排列几个模具进行加压,转印凹凸形状。在该情况下,既可以排列相同的模具,也可以排列具有不同的凹凸形状的模具。若利用大型的模具一次性地进行加压,则外层13的凹凸部131的高度差容易产生较大的不均,不易得到目标防滑性能。通过排列使用几个模具,能够分别控制模具的加压,因此,外层13的凹凸部131的高度差不易产生不均,而且生产率也高。
58.形成凹凸形状时的模具的温度优选为构成纤维强化中空构造体的外层13的热塑性树脂的软化温度以上,优选为相对于软化温度 30℃以上且相对于软化温度 180℃以下。其原因在于,若小于 30℃,则为了转印模具的形状而需要时间,因此生产率较低。另外,若超过 180℃,则热塑性树脂会发生热劣化。
59.模具加压时的压力优选为0.02mpa以上且1.0mpa以下。其原因在于,若小于0.02mpa,则为了转印模具的形状而需要时间,因此生产率较低,另外,由于需要时间,因此有时因模具的温度导致外层13的热塑性树脂发生热劣化。另外,若超过1.0mpa,则由于对纤维强化中空构造体1的构造部施加较高的负荷而产生裂缝,导致强度下降。
60.[实施例]
[0061]
以下基于实施例进一步详细地说明本发明。
[0062]
此外,以下说明的实施例表示本发明的代表性的实施例的一个例子,不应该由此对本发明的范围进行狭窄的解释。
[0063]
<制造例>
[0064]
作为热塑性树脂,将abs树脂利用挤出机连续地挤出,在冷却成形器内通过真空定径来成形中芯,利用传送装置向下一工序供给,所述中芯的壁厚为1.5mm,外径尺寸为w195.0mm
×
h30.0mm,且并列地具有一个中空部的内径尺寸为w31.0mm
×
h27.0mm的中空部。另一方面,将玻璃纤维等加强纤维从粗纱轧机向浸渍槽供给,浸渍不饱和聚酯树脂,然后,利用节流喷嘴适度地对不饱和聚酯树脂进行挤压,使其贴附于所述中芯的外周,并使其经过所希望的剖面形状的喷嘴。
[0065]
然后,利用挤出机将成为外层的aes树脂挤出为矩形形状,使用辊式定径装置进行
冷却,并且整理形状。然后,在热水固化槽中使未固化的树脂固化,形成中间层,利用冷却槽进行水冷,利用传送装置传送。传送之后,使已加热的具有格子花纹的模具对纤维强化中空构造体的外层的表面进行加压,将模具的凹凸形状转印,从而制成具有所希望的防滑用的凹凸形状的纤维强化中空构造体。
[0066]
利用切割器将传送过来的成形体切断为预定长度,得到具有由中间层(frp部)的壁厚为1.5mm、外层(覆盖树脂的厚度)为1.0mm且整体外尺寸为w200.0mm
×
h35.0mm、单位重量为2.8kg/m的三层形成的防滑用的凹凸的纤维强化中空构造体。
[0067]
对通过上述的制造例制造的图1~图4所示的构造的纤维强化中空构造体进行以下的弯曲试验。
[0068]
试验机:拉伸压缩试验机techno graph tge
‑
50kn(minebea公司制)
[0069]
[挠曲量]
[0070]
跨距长度为1.8m,速度为25m/min,铅垂负载(kn):w=3.9
×
10
-3
×
l(试验片宽度l=200mm)=0.78,利用100mm角加力梁进行3点弯曲试验,此时的铅垂挠曲量为14.6mm。
[0071]
[弯曲刚性]
[0072]
跨距长度为1.8m,速度为25m/min,利用100mm角加力梁进行3点弯曲试验,测量了100~800n之间的刚性。其结果是6.6kn
·
m2。
[0073]
<实验例>
[0074]
通过上述的制造例,制造图1所示的构造的纤维强化中空构造体,作为实施例1。同样地,通过上述的制造例,制造图2所示的构造的纤维强化中空构造体,作为实施例2。同样地,通过上述的制造例,制造图3所示的构造的纤维强化中空构造体,作为实施例3。另外,比较例1为除了没有形成上述的制造方法中的凹凸部之外,由与实施例1和实施例2相同的结构构成的纤维强化中空构造体。比较例2为杉木脚手架板。比较例3为铝脚手架板。
[0075]
对于这些实施例1~3、比较例1~3,进行了以下的防滑性评价(1)和(2)。
[0076]
[防滑性评价(1)]
[0077]
将20kg的重物固定于拖鞋(抗菌皮革拖鞋(前开型),omikenshi公司制),且将其放置在各纤维强化中空构造体或各板之上,沿各纤维强化中空构造体或各板的长度方向拉伸,调查此时的负载。在负载为13kgf以上时,判断为有防滑效果(〇),在负载为13kgf以下时,判断为无防滑效果(
×
)。
[0078]
[防滑性评价(2)]
[0079]
将10kg的重物固定于在防滑性评价(1)中使用的拖鞋,且将其放置在各纤维强化中空构造体或各板的端部。仅提起处于放置了重物的一侧的各端部,调查重物动作时距地板的高度,根据该高度和各纤维强化中空构造体或各板的长度计算出滑出角度。在滑出角度为28度以上时,判断为有防滑效果(〇),在滑出角度为28度以下时,判断为无防滑效果(
×
)。
[0080]
[结果]
[0081]
在下述表1中示出各评价结果。
[0082]
[表1]
[0083][0084]
实施例1~3的纤维强化中空构造体在任意的评价中都示出了良好的结果。因而,可知这些纤维强化中空构造体的防滑性良好。
[0085]
产业上的可利用性
[0086]
根据本发明,提供作为跳板具有充分的强度并且防滑性良好的纤维强化中空构造体及其制造方法。因此,本发明的纤维强化中空构造体能够应用于建设工程中的用于临时工程的脚手架板、用于养殖设施的跳板或者筏子和浮动码头、沼泽地等的巡回路、在道路工程等中使用的人行桥(简易桥)、散步人行道等广泛的用途。
[0087]
另外,木材的物理性质(例如弯曲强度、弯曲刚性等)会随着使用而逐年劣化,但本发明的纤维强化中空构造体能够长期维持预定的物理性质,因此是具有防滑性能并且高强度、具有耐腐蚀性、耐久性也优异的跳板,因此能够替代木制板而使用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。