1.本发明涉及一种毛刷,更详细地,涉及一种未使用粘合剂的化妆刷及其制造方法,其可以不使用粘合剂来制成,且可以使用比现有更短的刷毛来制成。
背景技术:
2.通常,用于化妆的化妆品为液体、固体及液体和固体混合的状态。其中,为了涂抹固体形态的化妆品,开发了多种形状或大小的刷子并被使用。
3.彩色化妆需要镜子、化妆用刷等辅助工具,且对于化妆用刷而言,根据使用目的来使用唇刷(lip brush)、晕染刷(blender brush)、眼影刷(eye shadow brush)、睫毛刷(mascara brush)、腮红刷(cheek brush)等多种种类。
4.所述刷子形成为用刷子的刷毛部沾取由固体粉末形成的化妆品,以能够适当地涂敷到脸部等。这种刷子由使用者可用手抓握的手柄;及形成在此手柄的前端且由多个毛构成的刷毛部来构成。
5.以前,刷毛部是使用化学物质(例如,粘合剂)结合到手柄。在这种情况下,由于粘合剂是由化学物质制成,所以可能会对人体造成有害影响,当考虑到这一点而使用对人体无害的粘合剂时,会出现制造成本增加的问题。
6.并且,由于粘合剂是不耐热的物质,因此当暴露于热环境时,粘合部分将脱落,从而出现耐久性低的问题。
7.所述技术结构作为帮助理解本发明的背景技术,并不意味着在本发明所属技术领域中公知的现有技术。
8.现有技术文献
9.专利文献
10.专利文献1:韩国授权专利公报第10
‑
1493055号(fskorea株式会社)2015.02.06
技术实现要素:
11.发明所要解决的问题
12.因此,本发明所要解决的技术问题为,提供一种未使用粘合剂的化妆刷及其制造方法,其可以不使用粘合剂来支撑,且可以使用比现有更短的刷毛来制成。
13.用于解决问题的方案
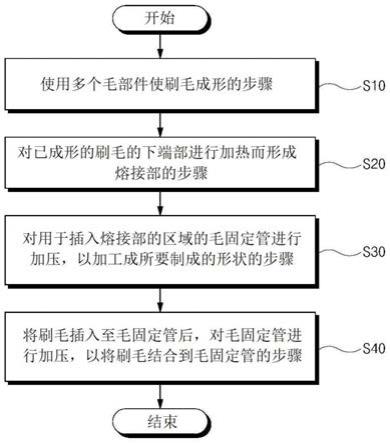
14.根据本发明的一方面,可以提供一种未使用粘合剂的化妆刷的制造方法,该方法包括:使用多个毛部件使刷毛成形的步骤;对已成形的上述刷毛的下端部进行加热而形成熔接部的步骤;对用于插入上述熔接部的区域的毛固定管进行加压,以加工成所要制成的形状的步骤;以及将上述刷毛插入至上述毛固定管后,对上述毛固定管进行加压,以将刷毛结合到上述毛固定管的步骤。
15.上述熔接部形成为直径小于上述刷毛的上部的直径的同时,可以通过热熔接的方式来形成。
16.当将上述刷毛结合到上述毛固定管时,上述熔接部设置在加工成形的上述毛固定管的位置,从而可能无需固定上述刷毛的位置。
17.另外,根据本发明的另一方面,可以提供一种未使用粘合剂的化妆刷,其作为化妆刷,通过上述的方法来制造。
18.发明效果
19.本发明的实施例通过对已成形的刷毛的下端部进行加热而形成熔接部,以插入至毛固定管后,对毛固定管进行加压,从而,可以在不使用粘合剂的情况下进行制造。
20.另外,由于上述方法未使用粘合剂,从而可以使用比现有更短的刷毛来进行制造,因此可以减少刷毛。
附图说明
21.图1是根据本发明一实施例的未使用粘合剂的化妆刷的制造方法的流程图。
22.图2是示出,作为本发明一实施例,在使刷毛成形后,对其下端部进行加热而形成熔接部的刷毛的图。
23.图3是示意性地示出,作为本发明一实施例,待结合刷毛的毛固定管的上部区域形成有第1加压部的图。
24.图4是示意性地示出,作为本发明一实施例,结合刷毛的毛固定管的内部的图。
25.图5是示意性地示出根据本实施例来制造的刷毛的图。
26.图6是示意性地示出,作为本发明一实施例,在毛固定管形成第2加压部来完成结合后,切开毛固定管的一侧部的图。
27.附图标记说明:
28.10:刷毛
29.20:熔接部
30.30:毛固定管
31.31:第1加压部
32.32:第2加压部。
具体实施方式
33.为了充分理解本发明和本发明的动作上的优点以及根据本发明的实施来达到的目的,应参照示出本发明优选实施例的附图及记载在附图的内容。
34.以下,参照附图来说明本发明的优选实施例,以详细说明本发明。各附图所示出的相同的附图标记表示相同的部件。
35.图1是根据本发明一实施例的未使用粘合剂的化妆刷的制造方法的流程图;
36.图2是示出,作为本发明一实施例,在使刷毛成形后,对其下端部进行加热而形成熔接部的刷毛的图;图3是示意性地示出,作为本发明一实施例,待结合刷毛的毛固定管的上部区域设置有第1加压部的图;图4是示意性地示出,作为本发明一实施例,结合刷毛的毛固定管的内部的图;图5是示意性地示出根据本实施例来制造的刷毛的图;图6是示意性地示出,作为本发明一实施例,在毛固定管形成第2加压部来完成结合后,切开毛固定管的一侧部的图。
37.如这些附图所示,根据本实施例的未使用粘合剂的化妆刷的制造方法,包括:使用多个毛部件使刷毛10成形的步骤s10;对已成形的刷毛10的下端部进行加热而形成熔接部20的步骤s20;对用于插入熔接部20的区域的毛固定管30进行加压,以加工成所要制成的形状的步骤s30;将刷毛10插入至毛固定管30后,对毛固定管30进行加压,以将刷毛10结合到毛固定管30的步骤s40。
38.如图2所示,使用多个毛部件使刷毛10成形的步骤s10,是将多个毛部件聚集,以形成上部呈圆形的步骤。
39.如图2和3所示,对已成形的刷毛10的下端部进行加热而形成熔接部20的步骤s20,是对刷毛10的下端部进行加热而形成熔接部20的步骤。
40.如本实施例所示,当在刷毛10的下端部形成熔接部20时,熔接部20可以起到一个位置固定单元的作用。其结果为,如果将形成有熔接部20的刷毛10插入毛固定管30,则熔接部20卡接并支撑于毛固定管30的内壁而使其位置固定,因此,与以往使用粘合剂的方法不同,其优点在于可以省略调节位置的工艺。
41.在本实施例中,熔接部20形成为直径小于刷毛10的上部的直径的同时,可以通过热熔接的方式来形成。
42.如图3所示,对用于插入熔接部20的区域的毛固定管30进行加压,以加工成所要制成的形状的步骤s30,是对毛固定管30的一侧部(例如,上侧部)进行加压,以形成所要制成的形状的步骤。
43.本实施例中,通过对毛固定管30进行加压而形成第一加压部31,并且根据第一加压部31的加压程度,毛固定管30的上部可以具有圆形或椭圆形等各种公知的形状。
44.将刷毛10插入至毛固定管30后,对毛固定管30进行加压,以将刷毛10结合到毛固定管30的步骤s40,作为本实施例的最终步骤,是利用包括压力机的加压设备,将熔接部20插入至毛固定管30的内部的状态下,对毛固定管30的外壁进行加压,从而将刷毛10结合至毛固定管30的内部的步骤,该步骤中,可以形成有图6所示的第2加压部32。
45.如本实施例所述,在刷毛10形成熔接部20,且在毛固定管30依次形成第1加压部31和第2加压部32,从而,完全不使用粘接剂,将刷毛10结合到毛固定管30便可获得与现有的强度几乎相似的结果值,且由于可以使用比现有产品更短的毛部件来制造,因此可以大大降低用于毛部件的费用。
46.综上,本发明的实施例通过对已成形的刷毛的下端部进行加热而形成熔接部,以插入至毛固定管后,对毛固定管进行加压,从而,可以在不使用粘合剂的情况下进行制造。
47.如上所述,本发明并不限定于上述实施例,且对于本领域的普通技术人员来说,在不超出本发明的构思及范围的情况下,可以进行多种修改及变形是显而易见的。因此,这种修改例或变形例应属于本发明的权利要求书范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。