1.本发明涉及文胸衬垫技术领域,特别涉及一种全成型、凉爽透气的文胸衬垫及其制备方法,更特别涉及一种基于3d打印技术的全成型文胸衬垫。
背景技术:
2.随着广大女性对自身胸部健康和形态美的重视,文胸成为必备的服装单品。文胸(又称“胸罩”)主要由罩杯、鸡心、侧片、钩圈、肩带组成,其中文胸罩杯中的衬垫,主要起到塑形和支撑的作用。文胸衬垫材料有聚氨酯泡沫、乳胶、织物层合布、无纺布和间隔织物等。此外,一些女性为了追求文胸的塑形效果及特殊功效,也会选择水袋、气袋、硅胶作为衬垫的文胸。
3.目前市场多用的聚氨酯泡沫,俗称海绵,是一种石油和沥青的化合物,对人体有慢性危害。其制加工流程复杂,材料大部分以废料切除、丢弃,造成原料的浪费和环境污染,废弃物难以回收利用。聚氨酯泡沫衬垫在使用过程中透气性差,易变黄发黑,尤其在炎热天气或剧烈运动后,穿着聚氨酯泡沫材质衬垫的文胸,产生的热量及汗液无法及时排出,使穿着者感觉潮湿黏体,闷热难耐,容易滋生大量细菌,对人体健康不利。
4.基于上述原因,需要在材料和工艺方面进行改进,以得到一种全成型、凉爽透气的文胸衬垫。
技术实现要素:
5.本发明公开了一种用于文胸的衬垫,其材料和结构比传统衬垫更加舒适、透气,对胸部起到很好的支撑和塑形效果。
6.为实现上述目的,本发明采用的技术方案包括如下步骤:
7.1.根据人体胸部形状及塑形需求,为达到凉爽透气效果,进行文胸衬垫的三维结构设计;
8.2.利用适合的3d打印技术,对所设计的衬垫进行全成型打印;
9.3.将全成型3d打印文胸衬垫衬入文胸,做成具有舒适透气效果的文胸产品。
10.本发明中,步骤1利用3d设计软件,设计出中间空腔、内、外表面有镂空形状的衬垫结构立体模型。
11.本发明中,步骤1中所述内、外表面的镂空形状为圆孔形。
12.本发明中,步骤1中所述圆孔直径为4mm~8mm。
13.本发明中,步骤1中所述衬垫的内、外表面的壁厚为3mm。
14.本发明中,步骤1中所述衬垫的厚度根据人体胸部形状及塑形需求,进行厚度设计,如20mm、24mm等。
15.本发明中,步骤2中所述打印采用熔融沉积成型技术(fused deposition modelling,fdm),其工作原理是将丝状的热塑性材料通过喷头加热熔化,在计算机控制下,喷头根据设定的轨迹移动到指定位置,将熔融状态下的材料从喷嘴喷出并凝固,被喷出的
材料沉积在前一层已固化的材料上,通过材料的逐层堆积形成最终的成品。
16.本发明中,步骤2中所述打印材料为具有较高的柔韧性和回弹性,适合fdm 3d打印的高分子材料。
17.本发明中,步骤2中所述打印模型填充率为10%~20%。
18.与现有技术相比,本发明的有益效果是:利用计算机三维结构设计软件,可以根据人体胸部形状及塑形需求,设计出个性化立体模型;采用3d打印增材制造技术,实现兼具透气和塑形效果的衬垫一次成型,减少材料的浪费,避免加工过程对环境的污染。
附图说明
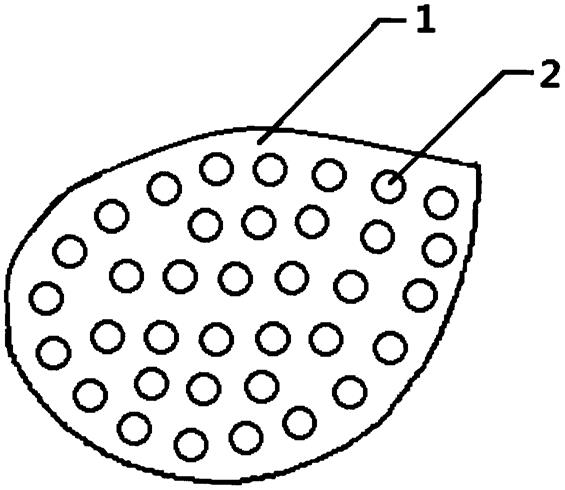
19.图1是本发明的全成型透气文胸结构示意图。
20.图2是本发明的全成型透气文胸衬垫的截面示意图。
21.其中,1、全成型衬垫本体;2、全成型衬垫文胸外表面镂空圆孔;3、全成型衬垫文胸内表面镂空圆孔;4、全成型衬垫文胸内表面壁厚;5、全成型衬垫文胸外表面壁厚。
具体实施方式
22.具体实施方式通过下述实施例作具体说明。
23.实施例1:全成型透气文胸衬垫表面圆孔为均一孔径6mm,衬垫的内、外表面的壁厚为3mm,衬垫厚度为24mm,打印模型填充率为10%。
24.实施例2:全成型透气文胸衬垫表面圆孔为均一孔径6mm,衬垫的内、外表面的壁厚为3mm,衬垫厚度为24mm,打印模型填充率为20%。
25.实施例3:全成型透气文胸衬垫表面圆孔为均一孔径5mm,衬垫的内、外表面的壁厚为3mm,衬垫厚度为20mm,打印模型填充率为15%。
26.实施例4:全成型透气文胸衬垫表面圆孔为纵向变化孔径,分别为4mm、6mm、8mm,衬垫的内、外表面的壁厚为3mm,衬垫厚度为24mm,打印模型填充率为10%。
27.实施例5:全成型透气文胸衬垫表面圆孔为横向变化孔径,分别为4mm、6mm、8mm,衬垫的内、外表面的壁厚为3mm,衬垫厚度为24mm,打印模型填充率为10%。
28.性能测试:将实施例1~5制得的全成型透气文胸衬垫与传统海绵衬垫的透气性及塑形性能进行对比测试。
29.测试方法:
30.1.透气性测试:实验仪器由吹风装置、支架、测试用纸张、细绳、相机组成。将被测试文胸衬垫固定在支架底端,从支架上端用细绳悬挂好测试用纸张,使其对准衬垫的位置。在距离衬垫15cm处,使用功率为800w的吹风装置,对文胸衬垫吹风,透过衬垫的气体将纸吹起,与竖直方向形成一定夹角,待稳定后测量其夹角角度。透气性越好,纸被吹起的角度越大。选择外形、厚度相同的传统海绵衬垫和本发明设计的全成型透气文胸衬垫进行测试,并对结果进行对比分析。
31.2.塑形效果:文胸的塑形效果主要由聚拢和上托效果体现,选取乳间距、乳房深度、乳房横径、乳颈点、颈窝点-胸围线5个参数作为文胸塑形效果的测量参数。其中乳间距、乳房深度、乳房横径主要衡量了文胸的聚拢效果,乳颈点、颈窝点-胸围线衡量了胸部提升效果。
32.塑形效果值=|穿着文胸时的数据-裸态时的数据|,塑形效果值越大,说明塑形效果越好。
33.结果表明,与传统海绵衬垫相比,全成型透气文胸衬垫的透气性远远优于海绵衬垫,全成型透气文胸衬垫透气量测量夹角是传统海绵衬垫测量夹角的2.3~6.3倍。全成型衬垫表面的镂空部分圆孔面积越大,透气性越好;全成型衬垫的厚度越厚,即中空的体积越大,其透气性能越好,这与传统海绵衬垫恰好相反,避免了胸部较小的女性想要得到较好的塑形效果而选择衬垫较厚的文胸,但却闷热难耐的烦恼。
34.志愿者在穿着本发明的全成型透气衬垫文胸后,胸部得到了不同程度的聚拢和提升,乳间距塑形效果值较传统海绵文胸提高40%~60%、乳房深度塑形效果值较传统海绵文胸提高30%~50%。
技术特征:
1.一种全成型透气文胸衬垫及其制备方法包括:(1)根据文胸型号及凉爽透气的要求进行衬垫结构计算机三维设计;(2)利用适合的3d打印技术,对所设计的衬垫模型进行全成型打印;(3)将全成型3d打印文胸衬垫衬入文胸,做成具有舒适透气效果的文胸产品。2.根据权利要求1所述的制备方法,其特征在于,步骤(1)中所述衬垫结构设计为适用于3d打印技术的三维立体结构模型。3.根据权利要求1所述的制备方法,其特征在于,步骤(1)中所述衬垫结构包括内、外表面及中间空腔部分。4.根据权利要求1所述的制备方法,其特征在于,步骤(1)中所述衬垫内、外表面为具有一定形状和数量的镂空部分。5.根据权利要求1所述的制备方法,其特征在于,步骤(1)中所述衬垫结构内、外表面的镂空部分的形状为圆孔形。6.根据权利要求1所述的制备方法,其特征在于,步骤(1)中所述圆孔直径为4mm~8mm。7.根据权利要求1所述的制备方法,其特征在于,步骤(1)中所述衬垫的内、外表面的壁厚为3mm。8.根据权利要求1所述的制备方法,其特征在于,步骤(1)中所述衬垫整体厚度根据人体胸部形状及塑形需求设计,如20mm、24mm等。9.根据权利要求1所述的制备方法,其特征在于,步骤(2)中所述打印采用熔融沉积成型技术。10.根据权利要求1所述的制备方法,其特征在于,步骤(2)中所述打印材料为具有较高的柔韧性和回弹性,适合制作文胸衬垫的fdm 3d打印的高分子材料。11.根据权利要求1所述的制备方法,其特征在于,步骤(2)中所述打印模型填充率为10%~20%。
技术总结
本发明公开了一种全成型透气文胸衬垫及其制备方法,涉及服装产品及加工技术,特别涉及一种3D打印全成型技术。所述制备方法为:1.根据人体胸部形状和塑形的要求进行衬垫三维结构模型设计;2.利用适合的3D打印技术,对所设计的衬垫模型进行全成型打印;3.将全成型3D打印文胸衬垫衬入文胸,做成具有舒适透气效果的文胸产品。本发明制备的全成型透气文胸衬垫,可根据人体需求,设计出个性化立体模型;采用3D打印增材制造技术,实现兼具透气和塑形效果的衬垫一次成型,减少材料的浪费,避免加工过程对环境的污染。经测试,全成型透气文胸衬垫透气量是传统海绵衬垫的2.3~6.3倍;穿着本发明的全成型透气衬垫文胸后,胸部得到了不同程度的聚拢和提升。程度的聚拢和提升。程度的聚拢和提升。
技术研发人员:刘丽妍 杨蕾
受保护的技术使用者:天津工业大学
技术研发日:2020.05.29
技术公布日:2021/12/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。