1.本实用新型涉及生产加工设备领域,尤其涉及一种橡胶轮安装设备。
背景技术:
2.橡胶轮广泛应用在各种木工机械中,尤其是用于封边机和压边机,具有耐磨不变形、修边跟踪精度高、压料不留痕、静音输送、咬料稳等优点。目前,橡胶轮生产工艺一般是人工进行生产或者人工操作半自动的加工设备进行生产,存在生产效率低,容易人工出现误操作等问题,而且产品质量一般是依靠人工进行判断,产品质量无法得到保证。
技术实现要素:
3.本实用新型的目的在于至少解决现有技术中存在的技术问题之一,提供一种橡胶轮安装设备,能够有效提高生产效率,降低人工劳动强度,从而降低生产成本,还能够有效检测产品质量,从而保证良品率。
4.本实用新型实施例提供一种橡胶轮安装设备,包括机台、转盘、送轮机构、第一检测机构、第一剔除机构、轴承安装机构、轴承铆压机构、第二检测机构、第二剔除机构和成品收集机构,其中:
5.所述机台用作支撑;
6.所述转盘设置于所述机台,所述转盘上设置有若干个用于放置橡胶轮的夹具;
7.所述送轮机构设置于所述转盘旁边用于将橡胶轮送到所述夹具中;
8.所述第一检测机构设置于所述转盘旁边并位于所述送轮机构的一侧,所述第一检测机构用于检测橡胶轮的摆放方向是否正确;
9.所述第一剔除机构设置于所述转盘旁边并位于所述第一检测机构的一侧,所述第一剔除机构用于将摆放方向错误的橡胶轮从所述夹具中剔除;
10.所述轴承安装机构设置于所述转盘旁边并位于所述第一剔除机构的一侧,所述轴承安装机构用于往橡胶轮中部放置轴承;
11.所述轴承铆压机构设置于所述转盘旁边并位于所述轴承安装机构的一侧,所述轴承铆压机构用于对橡胶轮进行铆压以将轴承固定在橡胶轮内部;
12.所述第二检测机构设置于所述转盘旁边并位于所述轴承铆压机构的一侧,所述第二检测机构用于检测橡胶轮的铆压精度;
13.所述第二剔除机构设置于所述转盘旁边并位于所述第二检测机构的一侧,所述第二剔除机构用于将铆压精度不符合要求的橡胶轮从所述夹具中剔除;
14.所述成品收集机构设置于所述转盘旁边并位于所述第二剔除机构的一侧,所述成品收集机构用于将铆压精度符合要求的橡胶轮移出所述夹具并收集起来。
15.根据本实用新型实施例提供的橡胶轮安装设备,至少具有如下有益效果:生产橡胶轮时,送轮机构将橡胶轮送到转盘上的夹具中,转盘带动夹具转动,从而将橡胶轮送到下一工位,由第一检测机构检测橡胶轮的摆放方向是否正确,若橡胶轮的摆放方向不正确,当
转盘将橡胶轮继续送到下一工位时,第一剔除机构将摆放方向错误的橡胶轮从夹具中剔除,从而保障良品率,若橡胶轮的摆放方向正确,则继续送到轴承安装机构处,轴承安装机构往橡胶轮中部放置轴承,继续送到下一工位的轴承铆压机构处,轴承铆压机构对橡胶轮进行铆压以将轴承固定在橡胶轮内部,再由第二检测机构检测橡胶轮的铆压精度,若铆压精度不符合要求则由第二剔除机构将其从夹具中剔除,最后生产加工完成并符合要求的橡胶轮由成品收集机构移出夹具并收集起来,转盘上设置有若干个夹具,各个生产步骤能够同时进行,能够有效提高生产效率,降低人工劳动强度,从而降低生产成本,还能够有效检测产品质量,从而保证良品率。
16.在上述橡胶轮安装设备中,所述送轮机构、所述第一检测机构、所述第一剔除机构、所述轴承安装机构、所述轴承铆压机构、所述第二检测机构、所述第二剔除机构和所述成品收集机构沿着所述转盘的转动方向依次围绕设置在所述转盘的旁边。
17.各个不同生产步骤的机构沿着转盘的转动方向依次围绕设置在转盘的旁边,转盘可以将夹具中的橡胶轮依次送到各个机构中,已进行相应的生产工艺。
18.在上述橡胶轮安装设备中,所述送轮机构包括设置在所述机台上的第一支架、设置在所述第一支架上的第一导轨、沿所述第一导轨往所述夹具推送橡胶轮的第一推块以及用于带动所述第一推块沿所述第一导轨运动的第一驱动装置,所述第一驱动装置安装在所述第一支架的底部并通过第一连杆与所述第一推块连接。
19.将橡胶轮放置在第一导轨中,第一驱动装置通过第一连杆带动第一推块沿着第一导轨运动,从而将橡胶轮推送到夹具中,完成送轮操作。
20.在上述橡胶轮安装设备中,所述第一导轨上设置有用于叠放橡胶轮的导槽,所述导槽的上方还设置有振动盘,所述振动盘用于整理橡胶轮并将橡胶轮送入所述导槽。
21.导槽上方的振动盘通过振动把橡胶轮整理成方向一致,然后送入第一导轨上的导槽中进行叠放,第一推块可以逐一将橡胶轮推送到夹具中。
22.在上述橡胶轮安装设备中,所述第一检测机构和所述第二检测机构为磁栅尺。
23.由于橡胶轮正面方向的深度和反面方向的深度不一样,因此第一检测机构可以采用磁栅尺来检测橡胶轮的深度,从而判断橡胶轮的摆放方向是否正确;同理,第二检测机构也可以采用磁栅尺来检测橡胶轮的铆压精度,来判断是否符合要求。
24.在上述橡胶轮安装设备中,所述第一剔除机构包括设置在所述机台上的第二支架、设置在所述第二支架上的第二驱动装置、由所述第二驱动装置驱动升降的第一压块以及位于所述夹具下方的第一滑槽,所述第一压块位于所述夹具的正上方;所述第二剔除机构包括设置在所述机台上的第三支架、设置在所述第三支架上的第三驱动装置、由所述第三驱动装置驱动升降的第二压块以及位于所述夹具下方的第二滑槽,所述第二压块位于所述夹具的正上方。
25.当摆放方向不正确的橡胶轮送到第一剔除机构的工位时,第二驱动装置带动第一压块,从而将橡胶轮从夹具中推压到夹具下方的第一滑槽中,实现剔除摆放方向不正确的橡胶轮;同理,当铆压精度不符合要求的橡胶轮送到第二检测机构的工位时,第三驱动装置带动第二压块下压,从而将橡胶轮从夹具中推压到夹具下方的第二滑槽中,实现剔除压精度不符合要求的橡胶轮。
26.在上述橡胶轮安装设备中,所述轴承安装机构包括设置在所述机台上的第四支
架、设置在所述第四支架上的第二导轨、沿所述第二导轨往所述夹具推送轴承的第二推块以及用于带动所述第二推块沿所述第二导轨运动的第四驱动装置,所述第四驱动装置通过第二连杆固定在所述第四支架上。
27.将轴承放置在第二导轨中,第四驱动装置带动第二推块沿着第二导轨运动,从而将轴承推送到夹具中的橡胶轮上方,完成轴承输送操作。
28.在上述橡胶轮安装设备中,所述轴承安装机构还包括设置在所述机台上的第五支架、设置在所述第五支架上用于将轴承下压至橡胶轮内部的第五驱动装置,所述第五驱动装置位于所述夹具的正上方。
29.轴承推送到夹具中的在上方后,第五驱动装置动作以将轴承下压至橡胶轮内部,完成轴承安装操作。
30.在上述橡胶轮安装设备中,所述轴承铆压机构包括铆压基座、设置在所述铆压基座上的下模座、设置在所述铆压基座上的液压驱动装置和由所述液压驱动装置带动升降的上模座,所述上模座和所述下模座分别位于所述夹具的上下两侧,所述上模座的两侧设置有朝向所述下模座的模压定位调节螺栓,所述模压定位调节螺栓通过螺纹安装在所述上模座的下端面。
31.安装好轴承的橡胶轮在转盘的带动下送到轴承铆压机构所在的工位时,液压驱动装置带动上模座下压,在上模座和下模座的配合下完成铆压操作,上模座的两侧设置有模压定位调节螺栓,可以通过调节模压定位调节螺栓的高度,来调节铆压的精度,以适应不同尺寸的橡胶轮产品。
32.在上述橡胶轮安装设备中,所述成品收集机构包括设置在所述机台上的第六支架、设置在所述第六支架上的第六驱动装置、由所述第六驱动装置驱动升降的第三压块以及位于所述夹具下方的第三滑槽,所述第三压块位于所述夹具的正上方。
33.当生产加工完成并符合要求的橡胶轮送到成品收集机构的工位时,第六驱动装置带动第三压块下压,从而将橡胶轮从夹具中推压到夹具下方的第三滑槽中,实现收集橡胶轮。
34.本实用新型的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点可通过在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
附图说明
35.附图用来提供对本实用新型技术方案的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型的技术方案,并不构成对本实用新型技术方案的限制。
36.下面结合附图和实施例对本实用新型进一步地说明;
37.图1是本实用新型实施例提供的一种橡胶轮安装设备的整体结构示意图;
38.图2是本实用新型实施例提供的一种橡胶轮安装设备的俯视图;
39.图3是本实用新型实施例提供的一种橡胶轮安装设备的转盘和送轮机构的结构示意图;
40.图4是本实用新型实施例提供的一种橡胶轮安装设备的转盘、第一检测机构和第
一剔除机构的结构示意图;
41.图5是本实用新型实施例提供的一种橡胶轮安装设备的转盘和轴承安装机构的结构示意图;
42.图6是本实用新型实施例提供的一种橡胶轮安装设备的转盘和轴承铆压机构的结构示意图;
43.图7是本实用新型实施例提供的一种橡胶轮安装设备的转盘、第二检测机构、第二剔除机构和成品收集机构的结构示意图。
具体实施方式
44.本部分将详细描述本实用新型的具体实施例,本实用新型之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本实用新型的每个技术特征和整体技术方案,但其不能理解为对本实用新型保护范围的限制。
45.在本实用新型的描述中,如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
46.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
47.本实用新型实施例提供一种橡胶轮安装设备,能够有效提高生产效率,降低人工劳动强度,从而降低生产成本,还能够有效检测产品质量,从而保证良品率。
48.下面结合附图,对本实用新型实施例作进一步阐述。
49.参照图1或者图2,本实用新型的实施例提供一种橡胶轮安装设备,包括机台j10、转盘100、送轮机构200、第一检测机构300、第一剔除机构400、轴承安装机构500、轴承铆压机构600、第二检测机构700、第二剔除机构800和成品收集机构900,其中:
50.机台j10用作支撑;
51.转盘100设置于机台j10,转盘100上设置有若干个用于放置橡胶轮的夹具110;
52.送轮机构200设置于转盘100旁边用于将橡胶轮送到夹具110中;
53.第一检测机构300设置于转盘100旁边并位于送轮机构200的一侧,第一检测机构300用于检测橡胶轮的摆放方向是否正确;
54.第一剔除机构400设置于转盘100旁边并位于第一检测机构300的一侧,第一剔除机构400用于将摆放方向错误的橡胶轮从夹具110中剔除;
55.轴承安装机构500设置于转盘100旁边并位于第一剔除机构400的一侧,轴承安装机构500用于往橡胶轮中部放置轴承;
56.轴承铆压机构600设置于转盘100旁边并位于轴承安装机构500的一侧,轴承铆压机构600用于对橡胶轮进行铆压以将轴承固定在橡胶轮内部;
57.第二检测机构700设置于转盘100旁边并位于轴承铆压机构600的一侧,第二检测机构700用于检测橡胶轮的铆压精度;
58.第二剔除机构800设置于转盘100旁边并位于第二检测机构700的一侧,第二剔除
机构800用于将铆压精度不符合要求的橡胶轮从夹具110中剔除;
59.成品收集机构900设置于转盘100旁边并位于第二剔除机构800的一侧,成品收集机构900用于将铆压精度符合要求的橡胶轮移出夹具110并收集起来。
60.根据本实用新型实施例提供的橡胶轮安装设备,生产橡胶轮时,送轮机构200将橡胶轮送到转盘100上的夹具110中,转盘100带动夹具110转动,从而将橡胶轮送到下一工位,由第一检测机构300检测橡胶轮的摆放方向是否正确,若橡胶轮的摆放方向不正确,当转盘100将橡胶轮继续送到下一工位时,第一剔除机构400将摆放方向错误的橡胶轮从夹具110中剔除,从而保障良品率,若橡胶轮的摆放方向正确,则继续送到轴承安装机构500处,轴承安装机构500往橡胶轮中部放置轴承,继续送到下一工位的轴承铆压机构600处,轴承铆压机构600对橡胶轮进行铆压以将轴承固定在橡胶轮内部,再由第二检测机构700检测橡胶轮的铆压精度,若铆压精度不符合要求则由第二剔除机构800将其从夹具110中剔除,最后生产加工完成并符合要求的橡胶轮由成品收集机构900移出夹具110并收集起来,转盘100上设置有若干个夹具110,各个生产步骤能够同时进行,能够有效提高生产效率,降低人工劳动强度,从而降低生产成本,还能够有效检测产品质量,从而保证良品率。
61.参照图2,在上述橡胶轮安装设备中,送轮机构200、第一检测机构300、第一剔除机构400、轴承安装机构500、轴承铆压机构600、第二检测机构700、第二剔除机构800和成品收集机构900沿着转盘100的转动方向依次围绕设置在转盘100的旁边。
62.各个不同生产步骤的机构沿着转盘100的转动方向依次围绕设置在转盘100的旁边,转盘100可以将夹具110中的橡胶轮依次送到各个机构中,已进行相应的生产工艺。
63.参照图3,在上述橡胶轮安装设备中,送轮机构200包括设置在机台j10上的第一支架210、设置在第一支架210上的第一导轨220、沿第一导轨220往夹具110推送橡胶轮的第一推块230以及用于带动第一推块230沿第一导轨220运动的第一驱动装置240,第一驱动装置240安装在第一支架210的底部并通过第一连杆250与第一推块230连接。
64.将橡胶轮放置在第一导轨220中,第一驱动装置240通过第一连杆250带动第一推块230沿着第一导轨220运动,从而将橡胶轮推送到夹具110中,完成送轮操作。
65.参照图3,在上述橡胶轮安装设备中,第一导轨220上设置有用于叠放橡胶轮的导槽260,导槽260的上方还设置有振动盘270,振动盘270用于整理橡胶轮并将橡胶轮送入导槽260。
66.导槽260上方的振动盘270通过振动把橡胶轮整理成方向一致,然后送入第一导轨220上的导槽260中进行叠放,第一推块230可以逐一将橡胶轮推送到夹具110中。
67.参照图2、图4和图7,在上述橡胶轮安装设备中,第一检测机构300和第二检测机构700为磁栅尺。
68.由于橡胶轮正面方向的深度和反面方向的深度不一样,因此第一检测机构300可以采用磁栅尺来检测橡胶轮的深度,从而判断橡胶轮的摆放方向是否正确;同理,第二检测机构700也可以采用磁栅尺来检测橡胶轮的铆压精度,来判断是否符合要求。
69.参照图4和图7,在上述橡胶轮安装设备中,第一剔除机构400包括设置在机台j10上的第二支架410、设置在第二支架410上的第二驱动装置420、由第二驱动装置420驱动升降的第一压块430以及位于夹具110下方的第一滑槽440,第一压块430位于夹具110的正上方;第二剔除机构800包括设置在机台j10上的第三支架810、设置在第三支架810上的第三
驱动装置820、由第三驱动装置820驱动升降的第二压块830以及位于夹具110下方的第二滑槽840,第二压块830位于夹具110的正上方。
70.当摆放方向不正确的橡胶轮送到第一剔除机构400的工位时,第二驱动装置420带动第一压块430,从而将橡胶轮从夹具110中推压到夹具110下方的第一滑槽440中,实现剔除摆放方向不正确的橡胶轮;同理,当铆压精度不符合要求的橡胶轮送到第二检测机构700的工位时,第三驱动装置820带动第二压块830下压,从而将橡胶轮从夹具110中推压到夹具110下方的第二滑槽840中,实现剔除压精度不符合要求的橡胶轮。
71.参照图5,在上述橡胶轮安装设备中,轴承安装机构500包括设置在机台j10上的第四支架510、设置在第四支架510上的第二导轨520、沿第二导轨520往夹具110推送轴承的第二推块530以及用于带动第二推块530沿第二导轨520运动的第四驱动装置540,第四驱动装置540通过第二连杆550固定在第四支架510上。
72.将轴承放置在第二导轨520中,第四驱动装置540带动第二推块530沿着第二导轨520运动,从而将轴承推送到夹具110中的橡胶轮上方,完成轴承输送操作。
73.参照图5,在上述橡胶轮安装设备中,轴承安装机构500还包括设置在机台j10上的第五支架560、设置在第五支架560上用于将轴承下压至橡胶轮内部的第五驱动装置570,第五驱动装置570位于夹具110的正上方。
74.轴承推送到夹具110中的在上方后,第五驱动装置570动作以将轴承下压至橡胶轮内部,完成轴承安装操作。
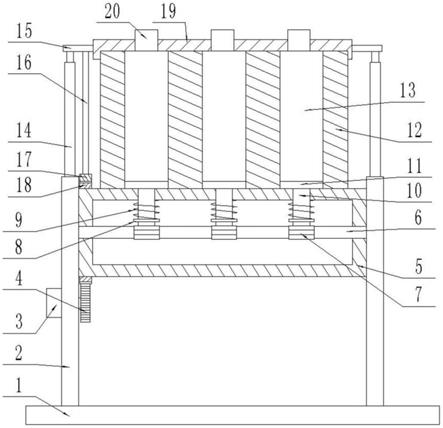
75.参照图6,在上述橡胶轮安装设备中,轴承铆压机构600包括铆压基座610、设置在铆压基座610上的下模座620、设置在铆压基座610上的液压驱动装置630和由液压驱动装置630带动升降的上模座640,上模座640和下模座620分别位于夹具110的上下两侧,上模座640的两侧设置有朝向下模座620的模压定位调节螺栓650,模压定位调节螺栓650通过螺纹安装在上模座640的下端面。
76.安装好轴承的橡胶轮在转盘100的带动下送到轴承铆压机构600所在的工位时,液压驱动装置630带动上模座640下压,在上模座640和下模座620的配合下完成铆压操作,上模座640的两侧设置有模压定位调节螺栓650,可以通过调节模压定位调节螺栓650的高度,来调节铆压的精度,以适应不同尺寸的橡胶轮产品。
77.参照图7,在上述橡胶轮安装设备中,成品收集机构900包括设置在机台j10上的第六支架910、设置在第六支架910上的第六驱动装置920、由第六驱动装置920驱动升降的第三压块930以及位于夹具110下方的第三滑槽940,第三压块930位于夹具110的正上方。
78.当生产加工完成并符合要求的橡胶轮送到成品收集机构900的工位时,第六驱动装置920带动第三压块930下压,从而将橡胶轮从夹具110中推压到夹具110下方的第三滑槽940中,实现收集橡胶轮。
79.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。