1.本实用新型属于设备技术领域,尤其涉及一种胶螺丝预安装机构。
背景技术:
2.目前,马达内的安装的胶螺丝是由人工采用螺丝刀粘住胶螺丝,再将胶螺丝慢慢往马达内放入,最后拧紧胶螺丝。然而,装配的过程由于胶螺丝的前后螺距不同,导致人工拧合胶螺丝的扭力参差不齐,再有,胶螺丝放入马达内也比较麻烦,容易放歪倾斜,导致拧合的胶螺丝偏斜,使得装配有胶螺丝的马达质量不可靠,产品合格率低。
技术实现要素:
3.本实用新型提供一种胶螺丝预安装机构,旨在解决胶螺丝套入马达内的麻烦和容易歪斜,拧合胶螺丝容易偏斜,使得马达质量不稳定,产品合格率低,且装配速度慢、效率低的问题。
4.为实现上述目的,本实用新型提供一种胶螺丝预安装机构,包括:
5.支架,所述支架前端设有料座,所述料座上放置有马达牙箱座,所述马达牙箱座后部设有供胶螺丝预装的螺丝孔;
6.设置于所述支架上的螺丝批驱动机构,所述螺丝批驱动机构位于所述料座正后端,用于将胶螺丝预装至所述马达牙箱座的螺丝孔内;
7.设置于所述支架一侧的压紧机构,用于抵压所述马达牙箱座的顶端。
8.优选地,还包括振动送料器和传送机构,所述支架另一侧的传送机构,所述传送机构一侧设有用于投放胶螺丝的振动送料器,所述振动送料器与传送机构末端连接,所述传送机构前端输送出口位于所述螺丝批驱动机构与马达牙箱座之间,以便输送的胶螺丝在所述螺丝批驱动机构作用下预装至所述马达牙箱座内的螺丝孔中。
9.优选地,所述螺丝批驱动机构包括安装架、电动螺丝批和驱动模组,所述支架上设有安装架,所述安装架上设有电动螺丝批,所述电动螺丝批前端延伸至所述马达牙箱座的螺丝孔前方,所述支架末端位于所述电动螺丝批下方设有驱动模组,以驱动所述安装架前后移动。
10.优选地,所述驱动模组内设有第二电机和丝杆,所述第二电机与丝杆一端连接,所述丝杆另一端与安装架固定连接。
11.优选地,所述压紧机构包括固定架、压紧块、滑块、滑台和升降驱动气缸,所述固定架上设有升降驱动气缸,所述升降驱动气缸一侧面设有滑台,所述滑台上设有滑块,所述滑块底部设有用于抵紧所述马达牙箱座的压紧块。
12.优选地,还包括测感器,所述测感器设置于所述压紧机构侧端,所述测感器底端位于所述传送机构的胶螺丝正上方,以检测所述传送机构的输送线出口是否有胶螺丝。
13.本实用新型相对于现有技术的有益效果:
14.本实用新型提供一种胶螺丝预安装机构,通过振动送料器将胶螺丝输送到传送机
构输送出口,在测感器检测到胶螺丝后,压紧机构驱动压紧块抵紧于马达牙箱座顶部,接着,驱动模组驱使安装架向前移动,由电动螺丝批的前端推动胶螺丝向马达牙箱座平稳套入,最后启动电动螺丝批转动,预拧胶螺丝固定于马达牙箱座的螺丝孔内,避免了人工放置胶螺丝的麻烦和拧合扭力的参差不齐,装配速度快,效率提升,产品合格率高。
15.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
附图说明
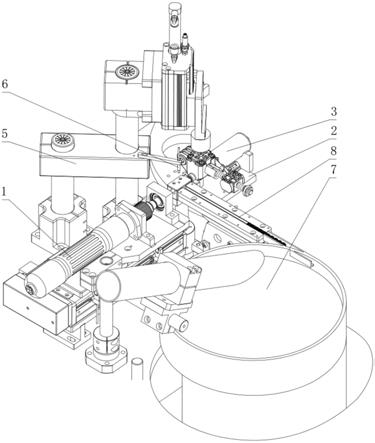
16.图1为本实用新型胶螺丝预安装机构的立体结构示意图;
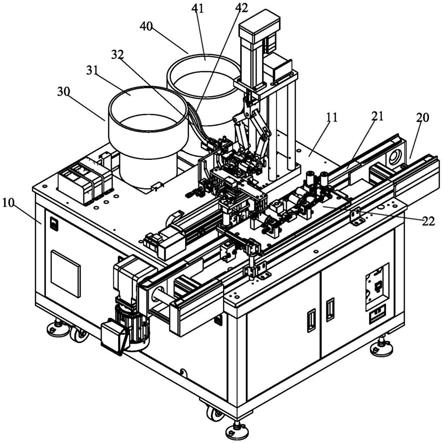
17.图2为本实用新型胶螺丝预安装机构的局部立体结构示意图;
18.1、支架;2、料座;3、马达牙箱座;4、螺丝批驱动机构;401、安装架; 402、电动螺丝批;403、驱动模组;5、压紧机构;501、固定架;502、压紧块;503、滑块;504、滑台;505、升降驱动气缸;6、测感器;7、振动送料器;8、传送机构。
具体实施方式
19.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术技术领域的技术人员通常理解的含义相同;本文中在申请的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。本技术的说明书和权利要求书或上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序。
20.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
21.为实现上述目的,本实用新型实施例提供了一种胶螺丝预安装机构,参考图1
‑
2所示,包括:
22.支架1,所述支架1前端设有料座2,所述料座2上放置有马达牙箱座3,所述马达牙箱座3后部设有供胶螺丝预装的螺丝孔;
23.设置于所述支架1上的螺丝批驱动机构4,所述螺丝批驱动机构4位于所述料座2正后端,用于将胶螺丝预装至所述马达牙箱座3的螺丝孔内;
24.设置于所述支架1一侧的压紧机构5,用于抵压所述马达牙箱座3的顶端。
25.本实施例中,采用预装胶螺丝的方式安装马达,可供后续进一步拧紧胶螺丝。预先制作一个马达牙箱座31,马达牙箱座31由治具箱座上套设马达,马达牙箱座3后部设有供胶螺丝预装的螺丝孔,并将安装在料座2上。通过投放胶螺丝于马达牙箱座3的螺丝孔前方,利用压紧机构5抵压马达牙箱座3 的顶端,螺丝批驱动机构4将胶螺丝推入至螺丝孔,并转动螺丝批驱动机构4 将胶螺丝预装拧入马达牙箱座3的螺丝孔中,完成胶螺丝的预装拧入。操作简单、快速、效率高,产品质量稳定,合格率提升。
26.进一步地,还包括振动送料器7和传送机构8,所述支架1另一侧的传送机构8,所述
传送机构8一侧设有用于投放胶螺丝的振动送料器7,所述振动送料器7与传送机构8末端连接,所述传送机构8前端输送出口位于所述螺丝批驱动机构4与马达牙箱座3之间,以便输送的胶螺丝在所述螺丝批驱动机构4作用下预装至所述马达牙箱座3内的螺丝孔中。
27.本实施例中,投放胶螺丝于马达牙箱座3的螺丝孔前方,是采用振动送料器7和传送机构8的自动送料来完成的,无需人工去一个一个放置,节省时间和人工。具体的,将胶螺丝放入振动送料器7,振动送料器7通过抖动将胶螺丝有序排列输入到传送机构8中,并一个一个胶螺丝依序输送至传送机构8的输送出口,供螺丝批驱动机构4预装胶螺丝。
28.进一步地,所述螺丝批驱动机构4包括安装架401、电动螺丝批402和驱动模组403,所述支架1上设有安装架401,所述安装架401上设有电动螺丝批402,所述电动螺丝批402前端延伸至所述马达牙箱座3的螺丝孔前方,所述支架1末端位于所述电动螺丝批402下方设有驱动模组403,所述驱动模组 403内设有第二电机和丝杆,所述第二电机与丝杆一端连接,所述丝杆另一端与安装架401固定连接。通过驱动模组403驱动安装架401前后移动,将胶螺丝顶推平稳导入马达牙箱座3的螺丝孔端口,启动电动螺丝批402转动,将胶螺丝预拧入螺丝孔中。需要说明的是,此处仅预装胶螺丝,并未完全拧紧胶螺丝,能够解决人工套入胶螺丝的偏差和麻烦,无需人工送料,组装效率高,产品合格率提升。
29.进一步地,所述压紧机构5包括固定架501、压紧块502、滑块503、滑台504和升降驱动气缸505,所述固定架501上设有升降驱动气缸505,所述升降驱动气缸505一侧面设有滑台504,所述滑台504上设有滑块503,所述滑块503底部设有用于抵紧所述马达牙箱座3的压紧块502。
30.本实施例中,滑块503可根据高度需要安装在滑台504上,升降驱动气缸505带动滑块503上下移动,使压紧块502抵紧在马达牙箱座3的顶端。
31.进一步地,还包括测感器6,所述测感器6设置于所述压紧机构5侧端,所述测感器6底端位于所述传送机构8的胶螺丝正上方,以检测所述传送机构8的输送线出口是否有胶螺丝。
32.综上,本实用新型提供一种胶螺丝预安装机构,通过振动送料器7将胶螺丝输送到传送机构8输送出口,在测感器6检测到胶螺丝后,压紧机构5 驱动压紧块502抵紧于马达牙箱座3顶端,接着,驱动模组驱使安装架向前移动,由电动螺丝批的前端推动胶螺丝向马达牙箱座平稳套入,最后启动电动螺丝批转动,预拧胶螺丝固定于马达牙箱座3的螺丝孔内,避免了人工放置胶螺丝的麻烦和拧合扭力的参差不齐,装配速度快,效率提升,产品合格率高。
33.以上结合具体实施例描述了本实用新型的技术原理,仅是本实用新型的优选实施方式。本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。