1.本发明涉及高分子材料技术领域,具体涉及一种预溶胀连续挤出发泡聚乳酸材料及其制备方法与应用。
背景技术:
2.聚乳酸(pla)来源于植物和微生物光合作用产生的淀粉和纤维素类生物多糖,通过进一步发酵得到乳酸,最后经过聚合反应合成高分子材料。聚乳酸拥有完全可再生、完全生物降解性,良好的加工成型能力及优良的力学性能,作为可降解塑料,已经受到广泛的关注与重视。在发达国家,已经将聚乳酸高分子材料作为新一代可再生的环境友好材料,展开深入研究与开发利用。聚乳酸将作为源自石油资源的一系列高分子材料如聚乙烯(pe)、聚丙烯(pp)、聚苯乙烯(ps)、聚乙烯醇(pvc)、聚对苯二甲酸乙二醇酯(pet)、聚氨酯(pu)、丙烯腈
‑
苯乙烯
‑
丁二烯共聚物(abs)等的替代材料广泛应用于工程塑料与日常生活用品、包装材料、医用材料等相关领域。
3.但是,pla作为一种热塑性高分子材料,由于具有相对较高的玻璃化转变温度,较高的结晶度及较长的结晶时间,表现为低温或常温下脆性大,高温下热稳定性不强,热变形温度低、容易水解、机械强度不足、热加工窗口窄等缺陷,难以大规模工业化应用。因而,对聚乳酸进行各种改性以提高其综合性能,已成为影响该材料大规模推广应用的瓶颈。近年来,对聚乳酸进行改性的相关研究十分活跃,取得了很多成果,已经有效拓展了聚乳酸的应用领域。
4.同时,由于pla生产过程及工艺复杂、流程长,设备要求高,技术难度大。这些都导致其生产成本高昂,投入规模大,最终直接导致聚乳酸材料的价格高企,其综合成本超出传统石油基塑料80%以上,限制了其大规模应用的空间,也难以被普通消费者所接受。因此,降低pla材料及制品的成本,是大规模推广应用的首要条件。
5.通过采用先进技术,实现pla产品轻量化,是有效降低制品成本的最佳途径。通过发泡技术减少pla制品中材料的使用量,在确保不影响制品使用性能的前提之下显著降低生产成本,提供一类环保、价廉、性能优异的新型材料,具有极高的竞争力,可以满足市场需求。同时致力于简化pla发泡材料生产过程中的设备,通过聚乳酸材料简单改性及利用通用挤出设备即可实现pla发泡材料的规模化生产。一旦实现产业化,将形成数以万亿计的市场规模,不仅可以最大幅度减小塑料污染,形成巨大的社会效益,还能带动整个生物基材料产业发展,产生巨大的经济效益。
6.自上世纪90年代开始,美国麻省理工学院就有关于pla发泡技术的研究报道。2005年natureworks llc实现聚乳酸商业化生产以后,随着pla产能的扩大以及成本的逐步降低,其下游开发应用研究逐渐增多。2011年,li等通过高压差示扫描量热仪(dsc)研究了pla在氮气和压缩co2环境下的非等温结晶行为,co2为发泡剂,对纯pla进行了釜压发泡,发泡温度在90~105℃之间,制备出pla发泡片材,其孔隙率约为67.9~91.4%,发泡倍率达到15~30倍,平均泡孔直径分布较广,介于80~270μm之间;2012年,肖千珍等以超临界co2为发泡
剂,采用釜压法制备pla微孔发泡材料,并研究了工艺条件,包括饱和温度、压力、时间和发泡温度对发泡材料泡孔形态的影响。未改性pla的熔体强度相对较低,结晶速率慢,且加工温度窄,导致采用挤出、注塑等发泡等工艺还是难以制备泡孔均匀的pla发泡制品,所以近年来出现了大量关于pla改性的研究,主要包括增韧、共混、长链支化及成核改性等方法;corre等[2011年]以joncryl 4368
‑
basf为扩链剂(ce)对pla进行改性,然后以超临界co2为发泡剂,对纯pla和改性pla进行釜压发泡,并研究了改性材料的流变性能和发泡的工艺条件对泡孔形态的影响;liu等[2014年]以均苯四甲酸酐(pmda)、异氰尿酸三缩水甘油酯(tgic)和dcp为扩链剂,通过熔融密炼对pla进行长链支化改性,采用釜压发泡工艺对比了纯pla、dcp改性pla及lcb pla的发泡性能,发现纯pla和dcp改性pla均未能获得泡孔形态较好的发泡材料,而lcb pla所制备的发泡材料则具有较好的泡孔结构,泡孔规整且分布均匀,平均直径约为200~300μm;wang等[2012年]以co2为发泡剂,通过双阶连续挤出工艺,对三种不同结构的pla,即线性pla、短支链(scb)pla和lcb pla进行了挤出发泡,对比了不同pla的发泡效果;zhou等[2015年]选用了一种新型的扩链剂tmp6000对pla进行长链支化改性,并研究了新型扩链剂对改性pla的结晶性能、流变性能及发泡材料泡孔形态的影响。相对于纯pla,改性pla的复数粘度和拉伸粘度大幅提高,支化结构还抑制了pla的冷结晶行为。当以超临界co2为发泡剂进行发泡时,由于体系的粘弹性得以改善,从而可以制得泡孔形状规整、分布均匀且泡孔尺寸小、密度高的发泡材料;谢德明[2017]公开了技术发明专利(zl 201110292129.0,zl 201510490024.4),分别实现了利用液化丁烷及超临界二氧化碳流体作为发泡剂,采用双阶挤出机组同步进行pla改性及连续挤出发泡片材的规模化生产技术。发泡倍率10
‑
25倍,泡孔直径50
‑
2000μm,部分闭孔结构的发泡材料,广泛应用于食品包装及工业缓冲包装,大幅度降低了pla材料的综合成本,已经实现产业化生产。
[0007]
综合文献信息,pla发泡研究主要集中在间歇式(高压釜)发泡,采用co2作为发泡剂。存在的问题和不足包括生产效率低、成本高、设备要求高、发泡倍率及发泡体性能不理想等等。目前公开的连续挤出发泡法对pla改性要求较为苛刻,需要采用昂贵的交联剂、枝化剂、架桥剂在高温下反应以改变pla分子链结构,挤出发泡设备对螺杆设计有严格要求,需要实现良好的混炼效果,促使发泡剂处分扩散并分散均匀,目前尚未有理想的适合于pla发泡片材生产的连续挤出发泡设备,特别是适合于微孔发泡及小型精密器件的发泡加工技术还属于技术空白。
技术实现要素:
[0008]
本发明的目的在于根据现有的聚乳酸发泡材料生产技术中存在的工艺配方复杂、设备要求高、发泡倍率低、泡孔直径大而密度小、发泡材料性能不理想、生产过程中能耗大、综合成本高企等问题,提供一种预溶胀连续挤出发泡聚乳酸材料。这是一种可完全降解、生产工艺简单、价格低廉、性能优良的聚乳酸发泡材料。
[0009]
本发明的另一目的在于提供通过上述发泡聚乳酸材料的制备方法。
[0010]
本发明还有一个目的在于提供上述发泡聚乳酸材料的应用。
[0011]
本发明所的目的通过如下技术方案实现:
[0012]
一种预溶胀连续挤出发泡聚乳酸材料,
[0013]
(1)包含基本单元:pla树脂,其性能特征为:熔融指数4~20g/10min(2.16kg),粒
度100~1000目,水分含量0~200ppm(不为0),游离乳酸含量0~100ppm(不为0);
[0014]
(2)还包含下列化合物组成单元:交联剂、偶联剂、泡孔稳定剂、成核剂、有机溶剂;
[0015]
(3)由基本单元与组成单元按照以下质量百分比配制:pla树脂:80.0~95.0%;交联剂0.05~0.3%;偶联剂:0.5~5.0%;泡孔稳定剂:0.5~5%;成核剂:0.1~2.5%;有机溶剂:1.0~20.0%。
[0016]
进一步地,所述步骤(1)中的pla树脂选自fy
‑
801、fy
‑
802、3001d、8052d、lx
‑
175、lx
‑
530等牌号的pla树脂,也可以选自上述牌号的pla树脂回收料加入扩链剂处理得到的pla树脂,所述扩链剂包括basf公司的joncryl adr系列,添加量为占pla树脂质量的0.1
‑
0.5%。
[0017]
进一步地,所述步骤(1)中的交联剂为双叔丁基过氧化二异丙基苯、过氧化二异丙基苯、过氧化二乙酰、过氧化叔丁醇、过氧化环己酮、过氧化二碳酸二异丙酯、过氧化二碳酸二异丁酯、1,1
‑
双(叔戊基过氧基)环己烷、1,1
‑
双(叔戊基过氧基)
‑
3,3,5
‑
三甲基环己烷等有机过氧化物中的一种或几种的组合。
[0018]
进一步地,所述步骤(1)中的偶联剂为1,2,3,4
‑
二环氧丁烷、1,2,5,6
‑
二环氧基己烷、1,6
‑
二(2,3
‑
环氧丙基)己烷、环氧大豆油、乙二醇二缩水甘油酯中的一种或几种的组合。
[0019]
进一步地,所述步骤(1)中的成核剂为白炭黑、滑石粉、蒙脱土、埃洛石的一种或几种复配。
[0020]
进一步地,所述步骤(1)中的泡孔稳定剂为单硬脂酸甘油酯、单硬脂酸丙二醇酯、羟基硅油丙烯酸酯、聚丙烯酰胺中的一种或几种复配。
[0021]
进一步地,所述步骤(3)中的有机溶剂为甲醇、乙醇、丙醇、正丁醇、异丁醇、丙酮、甲乙酮、乙酸乙酯、四氢呋喃、二氧噁烷、乙二醇单甲醚、二乙二醇二甲醚、环己酮、二丙二醇二甲醚中的一种或几种复配。
[0022]
上述预溶胀连续挤出发泡聚乳酸材料的制备方法,包括如下步骤:
[0023]
(1)将pla树脂与选定比例的交联剂、偶联剂、成核剂、泡孔稳定剂混合均匀,挤出,切粒,得到改性pla树脂颗粒;
[0024]
(2)将改性pla树脂颗粒经干燥处理后,进行粉碎处理,过筛,得到改性pla粉体;该过程可使有机溶剂充分渗透进改性pla粉体,并扩散均匀;
[0025]
(3)将改性pla粉体与选定比例的有机溶剂混合,搅拌,密闭保存,得到有机溶剂溶胀后的改性pla粉体;
[0026]
(4)将溶胀后的改性pla粉体再次挤出,得到发泡pla材料。该过程可使pla树脂熔融并与有机溶剂充分混合均匀,在高温高压下使有机溶剂在pla熔体中成核并形成微小气泡,最终通过挤出机模头挤出发泡。
[0027]
进一步地,所述步骤(1)中的挤出通过双螺杆挤出机实现,更进一步通过平行同向双螺杆挤出机实现,采用的螺杆的长径比大于等于40(优选为40~48),螺杆的温度可在150~190℃之间调整,至少设置10个温区(优选10~13个),挤出机机头的温度根据实际情况可在155~185℃之间调整。
[0028]
设置10个温区时,从进料口开始其加工温度依次设置为150、175、185、185、185、180、180、180、180、175,单位为℃,各区域温度视pla树脂品质(熔融指数值)在
±
10℃范围
调整。
[0029]
进一步地,所述步骤(1)中的混合的条件为转速40~60rpm,时间5~15分钟。
[0030]
进一步地,所述步骤(2)中的过筛的筛网目数为100~1000。
[0031]
进一步地,所述步骤(3)中的搅拌的条件为转速10~15rpm,时间5~15分钟。
[0032]
进一步地,所述步骤(3)中的密闭保存的时间为1~2h。
[0033]
进一步地,所述步骤(4)中的挤出机通过单螺杆挤出机或双螺杆挤出机实现,其中单螺杆挤出机的螺杆的长径比大于等于30(优选为30~36),双螺杆挤出机的螺杆的长径比大于等于36(优选为36~48),螺杆的温度可在50~175℃之间调整,至少设置8个温区(优选为8~13个),挤出机机头的温度根据实际情况可在120~165℃之间调整。
[0034]
设置8个温区时,从进料口开始其加工温度设置为40~60、120~160、160~170、160~175、160~175、150~170、150~170、130~170,单位为℃。各区域温度视pla树脂品质(熔融指数值)在
±
10℃范围调整。
[0035]
进一步地,所述步骤(4)中的挤出可以通过调整挤出机机头类型,进而得到发泡pla片材、管材或板材;优选为采用环形模头挤出,定型鼓冷却定型,剖切得到pla发泡片材,或采用管形模头挤出,在牵引条件下经水槽冷却定型,得到发泡pla管材。
[0036]
上述预溶胀连续挤出发泡聚乳酸材料在包装、隔热保温或抗缓冲领域中的应用。
[0037]
与现有技术相比,本发明具有如下有益效果:
[0038]
(1)本发明基于pla发泡材料及技术领域面临的困境,致力于从技术层面上实现降低其成本、提升竞争力,通过pla材料与有机溶剂的复合溶胀及挤出发泡实现塑料制品生产过程中的轻量化,即预溶胀发泡技术,尚未见其它公开报道;
[0039]
(2)本发明“基于预溶胀法挤出发泡聚乳酸材料”是一种新型的环境友好型材料,其中80%以上的成分来源于可再生动植物资源,该材料置于野外环境下可以完全降解;
[0040]
(3)本发明所使用的设备属于通用性挤出设备,无需专用设备,工艺简单,便于实现大规模生产;
[0041]
(4)本发明所使用的pla发泡技术可以在较低温度下实现,远远低于现有的pla发泡加工温度,改性温度低于190℃,发泡温度低于170℃,比现有技术的210℃以上的改性与发泡温度平均降低20℃,低温发泡可以显著节省能耗,降低成本,同时避免高温下pla材料的热裂解,降低对pla原材料的质量标准要求,还可以适用于回收处理的pla原料;
[0042]
(5)本发明可以实现pla材料的微孔发泡,平均泡孔直径小于50μm,平均孔密度可达到109/cm3,显著提高发泡pla材料的机械性能;
[0043]
(6)本发明通过添加有机溶剂作为发泡剂,可以采用常规混合技术,无需现有技术中采用的高压计量输送专用发泡剂的特殊设备,作为发泡剂的有机溶剂可以精确计量,可以实现发泡倍率的大范围调整,发泡倍率最高可以达到50倍;本发明采用有机溶剂溶胀聚乳酸材料,可以保障有机溶剂以分子状态高度分散于聚乳酸材料中,摒弃了现有发泡技术中发泡效果高度依赖于发泡剂在塑料熔体中的分散程度,需要通过高温、高剪切、特殊螺杆设计等强制手段促使发泡剂分散的弊端;有机溶剂与pla粉体的混合时间不超过2h,时间短,效率高;有机溶剂可以回收重复使用,进一步降低成本;
[0044]
(7)本发明适合于制备pla发泡片材和管材,满足多种市场应用需求,包括适合于小口径薄壁发泡管材、微孔发泡片材及其吸塑加工产品,如各类型饮料吸管、食品包装容
器、集成电路包装材料、化妆品包装材料、药品包装材料等;
[0045]
(8)本发明制备的微孔发泡聚乳酸材料其热变形温度可达到90℃以上,拉伸强度大于50mpa,弯曲强度达到90mpa,弯曲模量达到2.0gpa,压缩强度达到30mpa,izod缺口冲击强度15j/m。
附图说明
[0046]
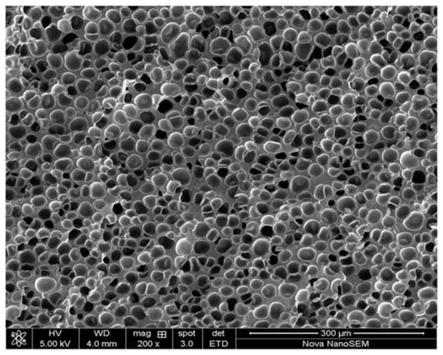
图1为实施例7制备的发泡pla的扫描电子显微镜图。
[0047]
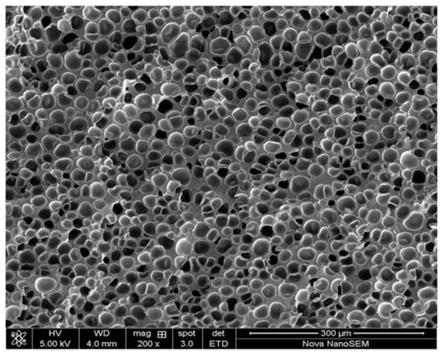
图2为实施例8制备的发泡pla的扫描电子显微镜图。
[0048]
图3为实施例10制备的发泡pla的扫描电子显微镜图。
[0049]
图4为对比例1
‑
4制备的发泡pla的扫描电子显微镜图;其中,a为对比例1,b为对比例2,c为对比例3,d为对比例4。
[0050]
图5为对比例5制备的发泡pla的扫描电子显微镜图;其中a为发泡材料表面,b为发泡材料断面。
具体实施方式
[0051]
以下结合实施例来进一步解释本发明,但实施例并不对本发明做任何形式的限定。
[0052]
下述实施例中所述的份均指质量份。
[0053]
实施例1
[0054]
(1)称取80份牌号为fy
‑
801(安徽丰原福泰来公司)pla颗粒料、双叔丁基过氧化二异丙基苯(bipb)0.2份、环氧大豆油1.5份、单硬脂酸丙二醇酯5份、滑石粉(3000目)5份、乙撑双硬脂酸酰胺8.3份,采用高速混料机混合(转速60rpm,时间15min)均匀,得到原料混合物;
[0055]
(2)将原料混合物加入mysj
‑
65b型双螺杆挤出机(长径比48),设置螺杆温度梯度为150、180、190、190、185、185、180、175、175、175、170、180(单位℃),反应挤出,风冷切粒,得到改性pla颗粒料;
[0056]
(3)将改性pla颗粒料用粉碎机粉碎加工,过100目筛,得到改性pla粉体;
[0057]
(4)称取改性pla粉体95份,加入5份无水乙醇,室温下低速(转速15rpm,时间15min)搅拌混合均匀,室温下继续密闭保存1h,得到乙醇溶胀pla粉体;
[0058]
(5)将乙醇溶胀pla粉体加入sj
‑
45型单螺杆挤出机(长径比30,8个温区),设置螺杆温度梯度为50、150、170、170、165、170、160、150(单位℃),采用环形模头挤出,模头温度设置为150℃,定型鼓冷却定型,剖切得到pla发泡片材。
[0059]
(6)测量pla发泡片材密度85kg/m3,计算发泡倍率为14.5倍,平均泡孔直径250μm,平均泡孔密度7.8
×
106/cm3。
[0060]
实施例2
[0061]
(1)称取90份牌号为fy
‑
802(安徽丰原福泰来公司)pla颗粒料、过氧化环己酮1份、1,2,3,4
‑
二环氧丁烷1份、单硬脂酸甘油酯3份、滑石粉(5000目)3份、乙撑双硬脂酸酰胺2份,采用高速混料机混合均匀,得到原料混合物;
[0062]
(2)将原料混合物加入mysj
‑
65b型双螺杆挤出机(长径比48),设置螺杆温度梯度
为150、180、190、190、190、190、185、185、180、175、170、180(单位℃),反应挤出,风冷切粒,得到改性pla颗粒料;
[0063]
(3)改性pla颗粒料用粉碎机粉碎加工,过1000目筛,得到改性pla粉体;
[0064]
(4)称取改性pla粉体90份,加入10份丙酮,室温下低速搅拌混合均匀,室温下继续密闭保存0.5h,得到丙酮溶胀pla粉体;
[0065]
(5)将丙酮溶胀pla粉体加入sj
‑
45型单螺杆挤出机(长径比30,8个温区),设置螺杆温度梯度为50、150、160、160、165、160、150、150(单位℃),采用环形模头挤出,模头温度设置为120℃,定型鼓冷却定型,剖切得到pla发泡片材。
[0066]
(6)测量pla发泡片材密度42kg/m3,计算发泡倍率为30倍,平均泡孔直径150μm,平均泡孔密度2.1
×
107/cm3。
[0067]
实施例3
[0068]
(1)称取95份牌号为ingeo 3001d(美国natureworks公司)pla颗粒料、1,1
‑
双(叔戊基过氧基)环己烷0.5份、1,2,5,6
‑
二环氧己烷0.2份、乙二醇二缩水甘油酯0.3份、羟基硅油丙烯酸酯1份、滑石粉(5000目)1.5份、乙撑双硬脂酸酰胺1.5份,采用高速混料机混合均匀,得到原料混合物;
[0069]
(2)将原料混合物加入mysj
‑
65b型双螺杆挤出机(长径比48),设置螺杆温度梯度为150、180、185、185、185、185、180、180、180、175、170、175(单位℃),反应挤出,风冷切粒,得到改性pla颗粒料;
[0070]
(3)改性pla颗粒料用粉碎机粉碎加工,过800目筛,得到改性pla粉体;
[0071]
(4)称取改性pla粉体85份,加入15份乙酸乙酯,室温下低速搅拌混合均匀,室温下继续密闭保存1.5h,得到乙酸乙酯溶胀pla粉体;
[0072]
(5)将丙酮溶胀pla粉体加入sj
‑
45型单螺杆挤出机(长径比30,8个温区),设置螺杆温度梯度为50、150、160、160、160、160、150、150(单位℃),采用环形模头挤出,模头温度设置为125℃,定型鼓冷却定型,剖切得到pla发泡片材。
[0073]
(6)测量pla发泡片材密度31kg/m3,计算发泡倍率为40倍,平均泡孔直径750μm,平均泡孔密度8.1
×
106/cm3。
[0074]
实施例4
[0075]
(1)称取90份牌号为lx
‑
175(total
‑
corbion泰国公司)pla颗粒料、1,1
‑
双(叔戊基过氧基)
‑
3,3,5
‑
三甲基环己烷1份、乙二醇二缩水甘油酯1份、聚丙烯酰胺4份、蒙脱土(5000目)1.5份、乙撑双硬脂酸酰胺2.5份,采用高速混料机混合均匀,得到原料混合物;
[0076]
(2)将原料混合物加入mysj
‑
65b型双螺杆挤出机(长径比48),设置螺杆温度梯度为150、180、190、190、190、190、185、185、185、175、175、185(单位℃),反应挤出,风冷切粒,得到改性pla颗粒料;
[0077]
(3)改性pla颗粒料用粉碎机粉碎加工,过200目筛,得到改性pla粉体;
[0078]
(4)称取改性pla粉体97份,加入3份二乙二醇二甲醚,室温下低速搅拌混合均匀,室温下继续密闭保存2h,得到二乙二醇二甲醚溶胀pla粉体;
[0079]
(5)将二乙二醇二甲醚溶胀pla粉体加入sj
‑
45型单螺杆挤出机(长径比30,8个温区),设置螺杆温度梯度为50、160、170、170、170、170、170、170(单位℃),采用环形模头挤出,模头温度设置为165℃,定型鼓冷却定型,剖切得到pla发泡片材。
[0080]
(6)测量pla发泡片材密度96kg/m3,计算发泡倍率为13倍,平均泡孔直径85μm,平均泡孔密度8.65
×
107/cm3。
[0081]
实施例5
[0082]
(1)称取94份牌号为lx
‑
530(total
‑
corbion泰国公司)pla颗粒料、双叔丁基过氧化二异丙基苯0.1份、乙二醇二缩水甘油酯1.5份、单硬脂酸甘油酯1.5份、埃洛石(2500目)0.5份、乙撑双硬脂酸酰胺2.4份,采用高速混料机混合均匀,得到原料混合物;
[0083]
(2)将原料混合物加入mysj
‑
65b型双螺杆挤出机(长径比48),设置螺杆温度梯度为150、180、190、190、190、190、190、190、185、180、180、185(单位℃),反应挤出,风冷切粒,得到改性pla颗粒料;
[0084]
(3)改性pla颗粒料用粉碎机粉碎加工,过1000目筛,得到改性pla粉体;
[0085]
(4)称取改性pla粉体90份,加入8份甲醇,2份正丁醇,室温下低速搅拌混合均匀,室温下继续密闭保存2h,得到甲醇和正丁醇溶胀的pla粉体;
[0086]
(5)将上述溶胀后的pla粉体加入sj
‑
45型单螺杆挤出机(长径比30,8个温区),设置螺杆温度梯度为50、160、160、160、160、150、150、130(单位℃),采用环形模头挤出,模头温度设置为130℃,定型鼓冷却定型,剖切得到pla发泡片材。
[0087]
(6)测量pla发泡片材密度46kg/m3,计算发泡倍率为27倍,平均泡孔直径175μm,平均泡孔密度3.1
×
107/cm3。
[0088]
实施例6
[0089]
(1)称取90份牌号为ingeo 8052d(美国natureworks公司)pla颗粒料、过氧化二碳酸二异丙酯0.5份、1,6
‑
二(2,3
‑
环氧丙基)己烷0.5份、单硬脂酸甘油酯5份、单硬脂酸丙二醇酯2份、白炭黑(3000目)0.5份、乙撑双硬脂酸酰胺1.5份,采用高速混料机混合均匀,得到原料混合物;
[0090]
(2)将原料混合物加入mysj
‑
65b型双螺杆挤出机(长径比48),设置螺杆温度梯度为150、170、185、190、190、190、190、185、180、175、175、170(单位℃),反应挤出,风冷切粒,得到改性pla颗粒料;
[0091]
(3)改性pla颗粒料用粉碎机粉碎加工,过1000目筛,得到改性pla粉体;
[0092]
(4)称取改性pla粉体90份,加入5份乙醇,5份二丙二醇二甲醚,室温下低速搅拌混合均匀,室温下继续密闭保存2h,得到乙醇和二丙二醇二甲醚溶胀的pla粉体;
[0093]
(5)将上述溶胀后的pla粉体加入sj
‑
45型单螺杆挤出机(长径比30,8个温区),设置螺杆温度梯度为50、150、170、170、170、170、165、160(单位℃),采用环形模头挤出,模头温度设置为160℃,定型鼓冷却定型,剖切得到pla发泡片材。
[0094]
(6)测量pla发泡片材密度28kg/m3,计算发泡倍率为44倍,平均泡孔直径65μm,平均泡孔密度1.1
×
108/cm3,片材表面光洁平整,对光观察泡孔细腻、密集且分布均匀,发泡片材具有良好的韧性。
[0095]
实施例7(发泡片材最优实施例)
[0096]
(1)称取92份牌号为ingeo 8052d(美国natureworks公司)pla颗粒料、双叔丁基过氧化二异丙基苯0.15份、乙二醇二缩水甘油醚0.5份、单硬脂酸甘油酯4份、单硬脂酸丙二醇酯1份、滑石粉(10 000目)0.5份、乙撑双硬脂酸酰胺1.85份,采用高速混料机混合均匀,得到原料混合物;
[0097]
(2)将原料混合物加入mysj
‑
65b型双螺杆挤出机(长径比48),设置螺杆温度梯度为150、170、185、190、190、190、190、185、180、175、175、170(单位℃),反应挤出,风冷切粒,得到改性pla颗粒料;
[0098]
(3)改性pla颗粒料用粉碎机粉碎加工,过1000目筛,得到改性pla粉体;
[0099]
(4)称取改性pla粉体90份,加入4份乙醇,4份二乙二醇二甲醚、2份二丙二醇二甲醚,室温下低速搅拌混合均匀,室温下继续密闭保存2h,得到复合溶剂溶胀后的pla粉体;
[0100]
(5)将上述溶胀后的pla粉体加入sj
‑
45型单螺杆挤出机(长径比30,8个温区),设置螺杆温度梯度为50、150、170、175、175、170、170、165(单位℃),采用环形模头挤出,模头温度设置为158℃,定型鼓冷却定型,剖切得到pla发泡片材。
[0101]
(6)图1为制备的pla发泡片材的扫描电子显微镜图。测量pla发泡片材密度25kg/m3,计算发泡倍率为50倍,平均泡孔直径15μm,平均泡孔密度5.84
×
108/cm3,片材表面光洁平整,泡孔细腻、密集且分布均匀。该发泡片材拉伸强度50.7mpa,弯曲模量达到2000mpa,压缩强度31.2mpa,izod缺口冲击强度15j/m。
[0102]
实施例8
[0103]
(1)称取92份牌号为ingeo 8052d(美国natureworks公司)pla颗粒料、双叔丁基过氧化二异丙基苯0.15份、乙二醇二缩水甘油醚0.5份、单硬脂酸甘油酯4份、单硬脂酸丙二醇酯1份、滑石粉(10 000目)0.5份、乙撑双硬脂酸酰胺1.85份,采用高速混料机混合均匀,得到原料混合物;
[0104]
(2)将原料混合物加入mysj
‑
65b型双螺杆挤出机(长径比48),设置螺杆温度梯度为150、170、185、190、190、190、190、185、180、175、175、170(单位℃),反应挤出,风冷切粒,得到改性pla颗粒料;
[0105]
(3)改性pla颗粒料用粉碎机粉碎加工,过1000目筛,得到改性pla粉体;
[0106]
(4)称取改性pla粉体90份,加入4份乙醇,4份二乙二醇二甲醚、2份二丙二醇二甲醚,室温下低速搅拌混合均匀,室温下继续密闭保存2h,得到复合溶剂溶胀后的pla粉体;
[0107]
(5)将上述溶胀后的pla粉体加入sj
‑
45型单螺杆挤出机(长径比30,8个温区),设置螺杆温度梯度为50、150、170、175、175、170、170、165(单位℃),采用内径15mm的管形模头挤出,模头温度设置为158℃,在牵引条件下经水槽冷却定型,得到发泡pla管材。
[0108]
(6)图2为制备的pla发泡片材的扫描电子显微镜图。得到的管材内径11mm,壁厚1.5mm,管材密度50kg/m3,发泡倍率25倍,平均泡孔直径约50μm,平均泡孔密度约3.8
×
107/cm3。
[0109]
实施例9
[0110]
(1)称取92份牌号为lx
‑
530(total
‑
corbion泰国公司)pla颗粒料、过氧化二碳酸二异丁酯0.2份、乙二醇二缩水甘油醚0.5份、单硬脂酸甘油酯2.5份、单硬脂酸丙二醇酯2.5份、有机蒙脱土(10 000目)0.5份、乙撑双硬脂酸酰胺1.3份,采用高速混料机混合均匀,得到原料混合物;
[0111]
(2)将原料混合物加入mysj
‑
65b型双螺杆挤出机(长径比48),设置螺杆温度梯度为150、170、185、190、190、190、190、185、180、175、175、170(单位℃),反应挤出,风冷切粒,得到改性pla颗粒料;
[0112]
(3)改性pla颗粒料用粉碎机粉碎加工,过1000目筛,得到改性pla粉体;
[0113]
(4)称取改性pla粉体90份,加入2份丙酮,5份二乙二醇二甲醚、3份二丙二醇二甲醚,室温下低速搅拌混合均匀,室温下继续密闭保存2h,得到复合溶剂溶胀后的pla粉体;
[0114]
(5)将上述溶胀后的pla粉体加入sj
‑
45型单螺杆挤出机(长径比30,8个温区),设置螺杆温度梯度为50、150、170、175、175、170、170、165(单位℃),采用内径15mm的管形模头挤出,模头温度设置为165℃,在牵引条件下经水槽冷却定型,得到发泡pla管材。
[0115]
(6)得到的管材内径8mm,壁厚0.5mm,管材密度75kg/m3,发泡倍率16.5倍,平均泡孔直径约35μm,平均泡孔密度约5.5
×
107/cm3。
[0116]
实施例10(发泡管材最优实施例)
[0117]
(1)称取95份牌号为lx
‑
530(total
‑
corbion泰国公司)pla颗粒料、双叔丁基过氧化二异丙基苯0.1份、乙二醇二缩水甘油醚1份、单硬脂酸甘油酯1.5份、单硬脂酸丙二醇酯0.5份、埃洛石(5 000目)0.5份、乙撑双硬脂酸酰胺1.4份,采用高速混料机混合均匀,得到原料混合物;
[0118]
(2)将原料混合物加入mysj
‑
65b型双螺杆挤出机(长径比48),设置螺杆温度梯度为150、170、185、190、190、190、190、185、180、175、175、170(单位℃),反应挤出,风冷切粒,得到改性pla颗粒料;
[0119]
(3)改性pla颗粒料用粉碎机粉碎加工,过1000目筛,得到改性pla粉体;
[0120]
(4)称取改性pla粉体95份,加入2份乙醇,3份二乙二醇二甲醚,室温下低速搅拌混合均匀,室温下继续密闭保存1h,得到复合溶剂溶胀后的pla粉体;
[0121]
(5)将上述溶胀后的pla粉体加入sj
‑
45型单螺杆挤出机(长径比30,8个温区),设置螺杆温度梯度为50、150、170、175、175、170、170、165(单位℃),采用内径15mm的管形模头挤出,模头温度设置为165℃,在牵引条件下经水槽冷却定型,得到发泡pla管材。
[0122]
(6)图3为制备的pla发泡片材的扫描电子显微镜图。得到的管材内径5mm,壁厚0.3mm,管材密度90kg/m3,发泡倍率13.7倍,平均泡孔直径约30μm,平均泡孔密度约7.5
×
107/cm3。
[0123]
成型中的管材拉伸性能好,韧性高,管壁均匀,表面光洁有完整皮层,冷却后管材硬度高,略有弹性,适合于作为饮料吸管应用。
[0124]
对比例1
[0125]
制备方法参考实施例7,其区别仅在于步骤(4)中加入的有机溶剂为二氯甲烷。该发泡材料的扫描电镜图参见附图4a。
[0126]
对比例2
[0127]
制备方法参考实施例7,其区别仅在于步骤(4)中加入的有机溶剂为乙醚。该发泡材料的扫描电镜图参见附图4b。
[0128]
对比例3
[0129]
制备方法参考实施例7,其区别仅在于步骤(4)中加入的有机溶剂为二甲基甲酰胺。该发泡材料的扫描电镜图参见附图4c。
[0130]
对比例4
[0131]
制备方法参考实施例7,其区别仅在于步骤(4)中加入的有机溶剂为六氟异丙醇。该发泡材料的扫描电镜图参见附图4d。
[0132]
对比例5(未经改性处理)
[0133]
(1)称取100份牌号为ingeo 8052d(美国natureworks公司)pla颗粒料;
[0134]
(2)将pla颗粒料用粉碎机粉碎加工,过1000目筛,得到未改性的pla粉体;
[0135]
(3)称取未改性的pla粉体90份,加入4份乙醇,4份二乙二醇二甲醚、2份二丙二醇二甲醚,室温下低速搅拌混合均匀,室温下继续密闭保存2h,得到复合溶剂溶胀后的pla粉体;
[0136]
(4)将上述溶胀后的未经改性处理的pla粉体加入sj
‑
45型单螺杆挤出机(长径比30,8个温区),设置螺杆温度梯度为50、150、170、175、175、170、170、165(单位℃),采用环形模头挤出,模头温度设置为158℃,定型鼓冷却定型,剖切得到pla发泡片材。该发泡材料的扫描电镜图参见附图5(其中a为表面、b为断面)。
[0137]
从图4所示的扫描电镜图可以看出,对比例1
‑
4制备的四个样品都是炮孔形态不规则、炮孔直径差异很大、泡孔密度小、发泡倍率极低,发泡效果差,不具备实际应用价值。
[0138]
从图5所示的扫描电镜图可以看出,对比例5未经改性处理的聚乳酸材料直接发泡,效果也很差。
[0139]
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受所述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。