1.本发明属于汽车座椅技术领域,具体涉及一种后排座椅塑料骨架及其制作方法。
背景技术:
2.当前,市场上主要是以钢材为原材料制造座椅骨架,虽然技术比较成熟,但传统钢材骨架笨重,制作工序复杂,成本较高。为此,汽车座椅工程师们不断寻找新的材料替换现用的钢材,以便能最大程度地减轻座椅重量,以塑代钢就是其中一个方向。但是,以塑料骨架代替金属骨架,操作复杂,骨架制造难度大,不易实现,且不利于骨架对nvh的控制。
技术实现要素:
3.本发明的目的就在于针对上述现有技术的不足,提供一种后排座椅塑料骨架,还提供一种后排座椅塑料骨架的制作方法,以解决乘用车座椅骨架以塑代钢轻量化制作时零件较多,工序复杂,制造难度大,且不利于骨架对nvh的控制的问题。
4.本发明的目的是通过以下技术方案实现的:
5.一种后排座椅塑料骨架,由骨架本体1、加强筋8和附件构成;
6.所述骨架本体1由多片pa6基有机板材按预设角度铺层并热压成型,单片pa6基有机板材的厚度为2.0
‑
3.0mm;
7.所述加强筋8设置在骨架本体1上,采用短切纤维增强料粒注塑并包覆成型;
8.所述附件安装在骨架本体1上,由iss支架2、后排锁支架总成3、靠背解锁手柄支架4、头枕导套左侧支架总成5、安全带卷收器总成6、头枕导套左侧支架总成7、右侧地脚铰链总成9、扶手左侧支架总成10和右侧地脚固定支架总成11组成。
9.进一步地,所述pa6基有机板材是采用增强纤维预浸成型制成。
10.更进一步地,所述增强纤维中玻纤,vf=40
‑
50%。
11.进一步地,所述短切纤维增强料粒中玻纤,vf=30
‑
45%。
12.本发明后排座椅塑料骨架的制作方法,包括以下步骤:
13.a、骨架本体1成型
14.a1、将连续玻璃纤维预浸成型,多片单层板切片按预设角度铺层,并加热加压成板材;
15.a2、将步骤a1所制板材通过热压模具压制成型为骨架本体1;
16.b、加强筋8的制造:将骨架本体1放入注塑模具中,在骨架本体1上注塑出加强筋8以及对边缘进行封边;
17.c、安装附件
18.c1、分别在iss支架2、后排锁支架总成3、靠背解锁手柄支架4、头枕导套左侧支架总成5、安全带卷收器总成6、头枕导套左侧支架总成7、右侧地脚铰链总成9、扶手左侧支架总成10和右侧地脚固定支架总成11的安装位置钻孔;
19.c2、通过螺栓将iss支架2、后排锁支架总成3、靠背解锁手柄支架4、头枕导套左侧
支架总成5、安全带卷收器总成6、头枕导套左侧支架总成7、右侧地脚铰链总成9、扶手左侧支架总成10和右侧地脚固定支架总成11安装到注塑后的骨架本体1上。
20.进一步地,步骤a1,具体为:将连续玻璃纤维按预设长度切断,让根据不同的位置使用不同长度的玻纤分别按0度、90度、正45度、负45度方向进行铺层,通过聚酰胺浸润、加热加压制成板材,玻纤占比约50%。
21.进一步地,步骤b,所述封边的材料为pa6 gf50%。
22.与现有技术相比,本发明的有益效果是:
23.本发明采用连续玻纤层铺法、镶嵌注塑法以及螺栓连接等方法制作座椅靠背骨架,本方法制作的座椅靠背骨架,相比长玻纤或短玻纤注塑骨架强度更高,能适应更加苛刻的座椅实验条件;相对于以塑代钢其是一种最具潜力的可实现方法;相对于传统钢材骨架,其具有工序少、零件少、工艺成本低等特点,对 nvh等问题的解决更有优势。具体地,具有以下优势:
24.1、以塑料骨架代替金属骨架,并能够实现金属骨架的功能,为骨架制造引入“新”工艺、“新”材料;
25.2、塑料的密度大约是骨架密度的1/5到1/7,降重空间较大;
26.3、骨架零件大量减少,可以降低骨架制造难度;
27.4、零件的减少,有利于骨架对nvh的控制。
附图说明
28.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
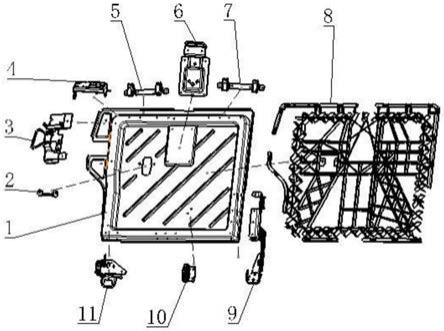
29.图1是本发明后排座椅塑料骨架的结构示意图。
30.图中,1.骨架本体2.iss支架3.后排锁支架总成4.靠背解锁手柄支架 5.头枕导套左侧支架总成6.安全带卷收器总成7.头枕导套右侧支架总成8. 加强筋9.右侧地脚铰链总成10.扶手左侧支架总成11.右侧地脚固定支架总成。
具体实施方式
31.下面结合实施例对本发明作进一步说明:
32.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
33.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本发明的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
34.如图1所示,本发明后排座椅塑料骨架,由骨架本体1、加强筋8和附件构成。
35.所述骨架本体1由pa6基有机板材的单层板切片按预设角度铺层并热压成型,pa6基有机板材的厚度为2.0
‑
3.0mm,是采用增强纤维预浸成型制成,其中玻纤,vf=40
‑
50%。
36.所述加强筋8设置在骨架本体1上,采用短切纤维增强料粒注塑并包覆成型,提高座椅刚度的同时集成功能结构、降低整体质量。所述短切纤维增强料粒中玻纤,vf=30
‑
45%。其集成部位为:钢管框、左右侧支脚、金属件连接结构等。所述金属件连接结构能够保证产品的强刚度。
37.所述附件安装在骨架本体1上,由iss支架2、后排锁支架总成3、靠背解锁手柄支架4、头枕导套左侧支架总成5、安全带卷收器总成6、头枕导套左侧支架总成7、右侧地脚铰链总成9、扶手左侧支架总成10和右侧地脚固定支架总成11组成。
38.本发明后排座椅塑料骨架的制作方法,包括以下步骤:
39.a、骨架本体1成型
40.a1、将连续玻璃纤维按预设长度切断,让根据不同的位置使用不同长度的玻纤分别按0度、90度、正45度、负45度方向进行铺层,通过聚酰胺浸润、加热加压制成板材,玻纤占比约50%;
41.a2、将板材通过热压模具压制成型为骨架本体1。
42.b、加强筋8的制造:将骨架本体1放入注塑模具中,在骨架本体1上注塑出加强筋8以及对边缘进行封边,材料为pa6 gf50%。
43.c、安装附件
44.c1、分别在iss支架2、后排锁支架总成3、靠背解锁手柄支架4、头枕导套左侧支架总成5、安全带卷收器总成6、头枕导套左侧支架总成7、右侧地脚铰链总成9、扶手左侧支架总成10和右侧地脚固定支架总成11的安装位置钻孔。
45.c2、通过螺栓将iss支架2、后排锁支架总成3、靠背解锁手柄支架4、头枕导套左侧支架总成5、安全带卷收器总成6、头枕导套左侧支架总成7、右侧地脚铰链总成9、扶手左侧支架总成10和右侧地脚固定支架总成11安装到注塑后的骨架本体1上。
46.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。