1.本发明涉及电机定子绕组拆除领域,特别是一种自动拆除电机定子绕组的设备及其方法。
背景技术:
2.电机定子由定子铁芯和定子绕组组成。定子绕组为铜线圈按照一定规律排列组成,嵌放在定子铁芯内圆的槽内,同时绕组端部凸出并遮挡定子铁芯的部分侧边。为实现环境保护,需要对废旧电机进行拆解分类回收,其中定子拆解的方法有冷拆法、热拆法和溶剂溶解法。一般对电机进行拆解时,采用的冷拆法将定子铁芯和定子绕组完全分开,而现有的技术是人工操作拆解设备。人工将定子放在操作凸轮上,切刀向下切割,实现切刀与凸轮接触面上绕组端部的切割,员工需要来回旋转定子进行切割,标准角度旋转需要旋转8次,才能完成单个侧面绕组端部的切割。同时,人工需要根据定子的大小,调节拉爪的开合角度大小,将定子铁芯及剩余部分定子绕组安装于拆解设备的拉爪上,实现剩余绕组和铁芯的完全分离,实现定子铁芯和定子绕组的拆解。
3.但是,人工拆解存在很多缺点。首先,旋转的角度由人工把控,旋转角度不标准,某个接触面需要多次旋转,正常操作需要旋转8
‑
10次,才能实现单个侧面定子铁芯与定子绕组端部的切割分离。其次,整个操作过程,人工需要根据电机的大小对参数进行调整:包含定位挡板的高度、拉爪的开合角度大小等,而且由于定子重量较大,操作过程人工劳动强度极大,生产效率较低,且整个设备危险性较高,容易造成人身伤害。最后,热拆法和溶剂溶解法都会产生其他的环境危害。
技术实现要素:
4.为了克服现有技术的上述缺点,本发明的目的是提供一种自动拆除电机定子绕组的设备及其方法,以解决上述问题。
5.本发明解决其技术问题所采用的技术方案是:
6.一种自动拆除电机定子绕组的设备,其中,所述设备包括上料定位装置、切割回收装置和操作装置;所述上料定位装置包括上料机构和定位机构,所述定位机构设置在所述上料机构的一端;所述切割回收装置包括自动回收机构、切割机构、拉出机构和转向机构,所述自动回收机构设置在所述切割机构和所述拉出机构的下方,所述切割机构设置在所述拉出机构的一侧,所述转向机构设置在所述切割机构的另一侧;所述操作装置包括夹取机构、机器人和控制柜,所述夹取机构设置在所述机器人的一端,所述机器人连接所述控制柜。
7.作为本发明的进一步改进:所述上料机构包括支架、上料皮带线和隔板;所述上料皮带线设置在所述支架上,所述上料皮带线上方设置所述隔板。
8.作为本发明的进一步改进:所述定位机构包括第一定位机构和第二定位机构;所述第一定位机构与所述第二定位机构连接;所述第一定位机构为第一定位挡板;所述第二
定位机构包括第二定位挡板、托板、定位板和定位气缸;所述第二定位挡板和所述定位板设置在所述托板上,所述定位板与所述定位气缸连接。
9.作为本发明的进一步改进:所述切割机构包括压紧组件、前置压紧组件、滑动组件和切割组件;所述压紧组件、所述前置压紧组件和所述切割组件设置在所述滑动组件的导轨上。
10.作为本发明的进一步改进:所述压紧组件包括操作平台、压板和第一气缸,所述操作平台固定设置在所述滑动组件的底部,所述压板滑动设置在所述滑动组件上,所述第一气缸设置在所述压板上。
11.作为本发明的进一步改进:所述前置压紧组件包括第二气缸、第三气缸、挡板和加强板,所述挡板滑动设置在所述滑动组件上,所述第二气缸和所述第三气缸分别设置在所述挡板两侧并与其连接,所述加强板设置在所述滑动组件的滑动导轨上且设置在所述挡板内侧。
12.作为本发明的进一步改进:所述切割组件包括切刀和第一油缸,所述第一油缸设置在所述滑动组件顶部,所述切刀设置在所述滑动导轨上且设置在所述挡板内侧。
13.作为本发明的进一步改进:所述拉出机构包括第二油缸、弹簧爪、中心柱、仿形挡块和电磁阀;所述中心柱设置在所述弹簧爪中心,所述弹簧爪背面设置有所述仿形挡块,所述弹簧爪与所述第二油缸连接,所述第二油缸上设置所述电磁阀。
14.作为本发明的进一步改进:所述弹簧爪包括若干爪子和与所述爪子连接的弹簧。
15.作为本发明的进一步改进:所述转向机构包括转向夹板、转向夹指气缸和旋转气缸;所述转向夹板设置在所述转向夹指气缸上方,所述转向夹指气缸下方设置所述旋转气缸。
16.作为本发明的进一步改进:所述自动回收机构包括回收支架、回收皮带线、回收挡板和回收箱;所述回收皮带线设置在所述回收支架上,所述回收挡板设置在所述回收皮带线中间,所述回收皮带线包括第一回收区和第二回收区,所述回收皮带线的一端所设置对应所述第一回收区和所述第二回收区的所述回收箱,所述回收箱包括第一回收箱和第二回收箱。
17.作为本发明的进一步改进:所述夹取机构包括第一夹取机构和第二夹取机构,所述第一夹取机构和所述第二夹取机构连接。
18.作为本发明的进一步改进:所述第一夹取机构包括第一夹板和第一夹指气缸,所述第一夹板与所述第一夹指气缸连接;所述第二夹取机构包括第二夹爪和四爪气缸,第二夹爪与所述四爪气缸连接。
19.作为本发明的进一步改进:所述设备还包括分别设置在所述定位机构和所述夹取机构上的感应装置;所述定位机构的感应装置为设置在所述第一定位挡板上的光电开关,所述夹取机构的感应装置为设置在所述第一夹指气缸上的磁环开关。
20.一种自动拆除电机定子绕组的方法,其中,包括所述设备,其方法步骤如下:
21.(1)将电机定子放置到所述上料定位装置上,通过第一定位机构进行第一次定位;
22.(2)当光电开关识别电机定子完成第一次定位后,由夹取机构夹取电机定子放入第二定位机构上进行第二次定位,同时夹取机构上的磁环开关识别电机定子的大小,并将信号发送至控制箱;
23.(3)控制柜控制切割机构的挡板的运行距离和拉出机构中弹簧爪的开合角度和中心柱的伸出量大小;
24.(4)夹取机构将完成二次定位的电机定子夹取至切割机构,通过切割机构将电机定子中绕组沿定子铁芯的前置面一刀切断;
25.(5)夹取机构将切割后的电机定子夹取并放入转向机构,转向机构对电机定子进行前置面与后置面的切换;
26.(6)夹取机构将切换后的电机定子夹取并放入拉出机构,拉出机构通过弹簧爪和中心柱回缩将剩余的绕组与定子铁芯分离;
27.(7)分离完成后,夹取机构将定子铁芯放置在自动回收机构的回收皮带线上的第一回收区,而后弹簧爪和中心柱伸出,夹取机构将剩余的绕组取出并放置在回收皮带线上的第二回收区,通过回收皮带线将定子铁芯和定子绕组分类回收;
28.(8)夹取机构夹取下一个电机定子重复上述过程。
29.与现有技术相比,本发明的有益效果是:
30.能够实现不同种类定子的自动上料和定位,能够实现定子剩余部分的转向,保证剩余绕组可进行拉出操作,能够实现定子绕组一刀切割,一次拉出,能够实现拆解后定子绕组和定子铁芯的自动分类回收。不仅实现了整个拆解过程的自动化、降低了人工劳动强度、提高冷拆解的效率,还降低了人工操作的危险性、提高了环保性。
附图说明
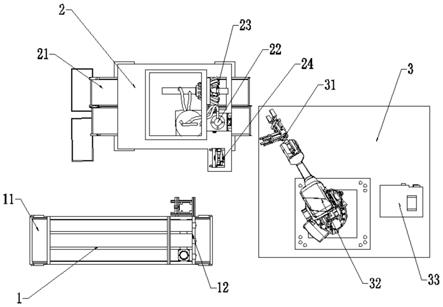
31.图1为本发明的整体装置示意图。
32.图2为本发明的上来哦定位装置结构图。
33.图3为本发明的切割机构和拉出机构结构图。
34.图4为本发明的切割机构和拉出机构组件详图。
35.图5为本发明的转向机构结构图。
36.图6为本发明的自动回收机构结构图。
37.图7为本发明的夹取机构结构图。
具体实施方式
38.现结合附图说明与实施例对本发明进一步说明:
39.根据附图1所示,本发明提供一种自动拆除电机定子绕组的设备,其中,设备包括上料定位装置1、切割回收装置2和操作装置3;上料定位装置1包括上料机构11和定位机构12,定位机构12设置在上料机构11的一端;切割回收装置2包括自动回收机构21、切割机构22、拉出机构23和转向机构24,自动回收机构21设置在切割机构22和拉出机构23的下方,切割机构22设置在拉出机构23的一侧,转向机构24设置在切割机构22的另一侧;操作装置3包括夹取机构31、机器人32和控制柜33,夹取机构31设置在机器人32的一端,机器人32连接控制柜33。
40.根据附图2所示,为了进一步解决定子抓取高度不一致和切割进深不一致的问题,设置上料机构11包括支架111、上料皮带线112和隔板113;上料皮带线112设置在支架111上,上料皮带线112上方设置隔板113。设置定位机构12包括第一定位机构121和第二定位机
构122;第一定位机构121与第二定位机构122连接;第一定位机构121为第一定位挡板;第二定位机构122包括第二定位挡板1221、托板1222、定位板1223和定位气缸1224;第二定位挡板1221和定位板1223设置在托板1222上,定位板1223与定位气缸1224连接。
41.定位机构12用于对定子的抓取高度进行定位,第一定位机构121用于对定子进行第一次定位,第二定位机构122用于对定子进行第二次定位。通过两次定位,解决了不同尺寸定子抓取高度不一致,切割时进深不一致而破坏切刀2241或切割不完全的问题,实现了不同种类定子的自动上料和定位的功能。
42.根据附图3所示,为了进一步解决传统的切割方式中需要对定子进行多次切割的问题,设置切割机构22包括压紧组件221、前置压紧组件222、滑动组件223和切割组件224;压紧组件221、前置压紧组件222和切割组件224设置在滑动组件223的导轨上。压紧组件221用于对定子本身进行上下压紧固定,同时夹取机构31夹取定子对定子进行左右夹紧固定,前置压紧组件222用于对定子的前置面进行进行压紧固定,切割组件224通过滑动组件223的滑动导轨2231对前置面的绕组进行一次切割,解决了定子绕组多次旋转切割的问题,实现定子绕组一刀切割,一次拉出,实现电机定子快速冷拆解。
43.根据附图3至附图4所示,压紧组件221包括操作平台2211、压板2212和第一气缸2213,操作平台2211固定设置在滑动组件223的底部,压板2212滑动设置在滑动组件223上,第一气缸2213设置在压板2212上。上下压紧时,第一气缸2213驱动压板2212,通过滑动组件223向下运动直至压紧操作平台2211上的定子,通过压板2212和操作平台2211对定子进行上下压紧。
44.根据附图3至附图4所示,前置压紧组件222包括第二气缸2221、第三气缸2222、挡板2223和加强板2224,挡板2223滑动设置在滑动组件223上,第二气缸2221和第三气缸2222分别设置在挡板2223两侧并与其连接,加强板2224设置在滑动组件223的滑动导轨2231上且设置在挡板2223内侧。第二气缸2221和第三气缸2222驱动挡板2223在滑动组件223上滑动,对定子的前置面进行压紧,加强板2224的作用是防止切刀2241在切割过程中由于阻力作用在垂直方向上出现偏移。
45.根据附图3至附图4所示,切割组件224包括切刀2241和第一油缸2242,第一油缸2242设置在滑动组件223顶部,切刀2241设置在滑动导轨2231上且设置在挡板2223内侧。固定好定子后,第一油缸2242驱动切刀2241,通过滑动组件223的滑动导轨2231向下运动,对定子的前置面进行一次切割。
46.根据附图附图3所示,为了进一步分离定子内剩余的绕组,设置拉出机构23包括第二油缸231、弹簧爪232、中心柱233、仿形挡块234和电磁阀235;中心柱233设置在弹簧爪232中心,弹簧爪232背面设置有仿形挡块234,弹簧爪232与第二油缸231连接,第二油缸231上设置电磁阀235。通过第二油缸231驱动中心柱233的伸出量和弹簧爪232的开合度,从而将定子内剩余的绕组拉出,此过程中通过夹取机构31进行固定,仿形挡块234的作用是能够缩小弹簧爪232的开合度。
47.根据附图4所示,弹簧爪232包括若干爪子2321和与爪子连接的弹簧2322,本发明中并不限制弹簧爪232的数量和形状。
48.根据附图5所示,为了进一步解决定子在进行一次切割后的转向问题,设置转向机构24包括转向夹板241、转向夹指气缸242和旋转气缸243;转向夹板241设置在转向夹指气
缸242上方,转向夹指气缸242下方设置旋转气缸243。通过转向夹指气缸242控制转向夹板241的开合度,从而夹紧定子,通过旋转气缸243来旋转转向夹板241,从而调整定子的转向问题,解决了定子绕组单侧端面切割后,剩余绕组无法被放进弹簧爪232内的问题,实现了定子剩余部分的转向,保证剩余绕组可进行拉出操作。
49.根据附图6所示,为了进一步解决拆除过程中定子和绕组的回收问题,设置自动回收机构21包括回收支架211、回收皮带线212、回收挡板213和回收箱214;回收皮带线212设置在回收支架211上,回收挡板213设置在回收皮带线212中间,回收皮带线212包括第一回收区2121和第二回收区2122,回收皮带线212的一端所设置对应第一回收区2121和第二回收区2122的回收箱214,回收箱214包括第一回收箱214和第二回收箱214。通过回收挡板213来将回收皮带线212分为第一回收区2121和第二回收区2122,再分别设置对应两个回收区的回收箱214,能够实现定子和绕组的分类回收,自动回收机构21设置在切割机构22和拉出机构23下方还可以节省空间,更加方便回收。解决了人工从设备上拿取切割后的绕组、拉出的绕组和定子铁芯的问题,实现了拆解后定子绕组和定子铁芯的自动分类回收。
50.根据附图7所示,为了能够进一步配合定位、切割、拉出和转向的操作,设置夹取机构31包括第一夹取机构311和第二夹取机构312,第一夹取机构311和第二夹取机构312连接。第一夹取机构311包括第一夹板3111和第一夹指气缸3112,第一夹板3111与第一夹指气缸3112连接;第二夹取机构312包括第二夹爪3121和四爪气缸3122,第二夹爪3121与四爪气缸3122连接。第一夹取机构311的设置是为了配合定子的夹取、移动和固定,第二夹取机构312的设置是为了在经过拉出机构23分离定子和剩余绕组后,通过四爪气缸3122驱动第二夹爪3121将剩余绕组取出,并放置到自动回收机构21对应的绕组回收区上,以实现对绕组和定子铁芯的分类回收。实现了定子识别、移动、转移和定子铁芯的自动取出并放置在回收皮带线212上的功能。
51.根据附图2和附图7所示,为了能够使得本发明的设备通过上料定位装置1、切割回收装置2更进一步的灵活使用,能够配合机器人32和控制系统的使用来实现电机定子自动拆解、将定子铁芯和定子绕组全部分类回收。本发明的设备还包括分别设置在定位机构12和夹取机构31上的感应装置;定位机构12的感应装置为设置在第一定位挡板上的光电开关34,夹取机构31的感应装置为设置在第一夹指气缸3112上的磁环开关35。光电开关34和磁环开关35可以将信号发送至控制箱,从而使控制箱控制各个机构执行相应的命令。
52.在本发明中,还包括一种自动拆除电机定子绕组的方法,其中,包括上述设备,其方法步骤如下:
53.(1)将电机定子放置到上料定位装置1上,通过第一定位机构121进行第一次定位;
54.(2)当光电开关34识别电机定子完成第一次定位后,由夹取机构31夹取电机定子放入第二定位机构122上进行第二次定位,同时夹取机构31上的磁环开关35识别电机定子的大小,并将信号发送至控制箱;
55.(3)控制柜33控制切割机构22的挡板2223的运行距离和拉出机构23中弹簧爪232的开合角度和中心柱233的伸出量大小;
56.(4)夹取机构31将完成二次定位的电机定子夹取至切割机构22,通过切割机构22将电机定子中绕组沿定子铁芯的前置面一刀切断;
57.(5)夹取机构31将切割后的电机定子夹取并放入转向机构24,转向机构24对电机
定子进行前置面与后置面的切换;
58.(6)夹取机构31将切换后的电机定子夹取并放入拉出机构23,拉出机构23通过弹簧爪232和中心柱233回缩将剩余的绕组与定子铁芯分离;
59.(7)分离完成后,夹取机构31将定子铁芯放置在自动回收机构21的回收皮带线212上的第一回收区2121,而后弹簧爪232和中心柱233伸出,夹取机构31将剩余的绕组取出并放置在回收皮带线212上的第二回收区2122,通过回收皮带线212将定子铁芯和定子绕组分类回收;
60.(8)夹取机构31夹取下一个电机定子重复上述过程。
61.本发明的机体工作流程如下:
62.进行定位过程中,人工将电机定子放置在上料皮带线112上,隔板113之间的宽度用于限制定子的大小,保证上线的定子都在二次定位装置托板1222限制范围内,通过皮带线运送至第一定位机构121处,光电开关34识别到定子运行到指定位置后,上料皮带线112停止运行。
63.此时电机定子是定子绕组与上料皮带线112面接触,由于定子大小不同,定子铁芯厚度和定子绕组的厚度不同,此时机器人32驱动夹取机构31夹起电机定子时,夹取位置不唯一,不能判定将定子放置在操作平台2211上切割的进深位置。因此设计二次定位装置,即第二定位机构122,机器人32带动夹取机构31夹起定子,并转移至第二定位挡板1221处,托板1222直接与定子铁芯接触,使所有定子铁芯在水平基准高度保持一致,定位气缸1224运行,驱动定位板1223,使定子在定位板1223和第二定位挡板1221之间夹紧,保证机器人32夹取装置夹取定子铁芯位置一致,进而保证机器人32运送定子至操作平台2211上进行切割时进深位置一致。
64.进行切割过程中,第二气缸2221和第三气缸2222运行,带动挡板2223运行至准确位置,保证机器人32夹取的定子不超过进深位置。机器人32夹取定位好的定子,将定子放置在切割机构22的操作平台2211上,第一气缸2213带动压板2212向下运行,压板2212将定子铁芯上方压紧,此时定子底端紧贴操作平台2211、上端由压板2212压紧,左右两侧由机器人32驱动的夹取机构31夹紧,前置面紧贴挡板2223,前置面的绕组端面刚好超出挡板2223。切刀2241通过滑块4与滑动组件223的滑动导轨2231相连接,在第一油缸2242的作用下,沿导向结构5向下运行,将绕组沿定子铁芯的前置面切断。为防止切刀2241在切割过程中由于阻力作用在垂直方向上出现偏移,设置加强板2224,使切刀2241垂直方向上无偏移,保证切割效果。切割完成后,切刀2241归位,压板2212和挡板2223恢复原位,机器人32取出定子铁芯和剩余绕组,切割下的绕组断面自动掉落至自动回收机构21上的对应回收区上。
65.进行剩余绕组拉出过程中,机器人32通过夹取机构31将定子铁芯和剩余绕组转移至转向机构24,通过转向机构24实现定子前置面与后置面的切换。然后夹取机构31将转向后的定子铁芯和剩余绕组放置到拉出机构23处,将剩余绕组端面放置于弹簧爪232内,第二油缸231运动,驱动弹簧爪232和中心柱233回缩,同时在仿形挡块234作用下弹簧爪232开合角度缩小,在到达仿形挡块234处时,定子绕组随弹簧爪232缩进箱体内,而定子铁芯与剩余绕组分离,定子铁芯被夹在夹取机构31上。此时,已经实现了定子铁芯与定子绕组的分开,夹取机构31将定子铁芯放置在自动回收机构21的对应的回收区上。第二油缸231运动,将弹簧爪232和中心柱233伸出、弹簧爪232伸开最大开合角度,夹取装置此时利用第二夹取机构
312上的四爪气缸3122上驱动第二夹爪3121将剩余绕组取出,并放置到自动回收机构21的对应的回收区上,实现定子铁芯和定子绕组的分类回收。
66.期间进行定子的转向过程中,机器人32通过夹取机构31将切割完成的定子铁芯和剩余绕组旋转90度,并移动至转向夹板241中间,转向夹指气缸242运行,转向夹板241夹紧定子铁芯,夹取机构31松开并退出安全距离,旋转气缸243运行,实现定子铁芯和剩余绕组转向,即前置面和后置面切换位置。
67.在回收过程中,回收挡板213将回收皮带线212分隔开,分成定子铁芯回收皮带线212和定子绕组回收皮带线212,即第一回收区2121和第二回收区2122,切割下的绕组自动掉落至定子绕组回收皮带线212,定子铁芯和拉出的绕组在机器人32的作用下,放置在对应的回收皮带线212上,在回收皮带线212的运行下,自动掉落在对应的回收箱214内。
68.在夹取定子的过程中,第一夹指气缸3112运行,第一夹板3111夹紧电机定子,磁环开关35识别电机定子大小,将信号传递至控制箱,控制箱第二气缸2221和第三气缸2222从而控制挡板2223上下运行的距离。同时将信号传递至第二油缸231的电磁阀235,控制弹簧爪232及中心柱233的开合角度及伸出量。从弹簧爪232中取出剩余绕组时,四爪气缸3122运行,第二夹爪3121抓取出剩余绕组,并将剩余绕组放置到自动回收机构21的对应回收区上。
69.自动拆除电机定子绕组的装置及其方法:
70.人工将需要拆解的电机定子手动放置到上料定位装置1的上料皮带线112上,上料皮带线112将电机定子传输至第一定位机构121处,光电开关34感应到电机定子,上料皮带线112停止运行。机器人32用夹取机构31夹取电机定子,此时磁环开关35识别定子的大小,并将信号传递控制箱,控制箱控制第二气缸2221和第三气缸2222从而控制挡板2223上下运行的距离。同时,控制箱将信号传递至第二油缸231的电磁阀235,控制弹簧爪232和中心柱233的开合角度和伸出量大小。机器人32通过夹取机构31将夹取的电机定子放置在第二定位机构122的第二定位挡板1221处,此时定子铁芯与托板1222接触,保证所有定子铁芯的水平基准高度保持一致。定位气缸1224运行,使定子在定位板1223和第二定位挡板1221之间夹紧。
71.第二气缸2221和第三气缸2222接到信号后运行,带动挡板2223运行至准确位置,保证夹取机构31夹取的定子不超过进深位置。夹取机构31再次夹取电机定子,并将电机定子放置到切割机构22的操作平台2211。第一气缸2213带动压板2212向下运行,压板2212将定子铁芯上方压紧。此时定子底端紧贴操作平台2211、上端由压板2212压紧,左右两侧由夹取机构31的第一夹取机构311夹紧,前置面紧贴挡板2223,前置面的绕组端面刚好超出挡板2223。切刀2241通过滑块与滑动组件223的滑动导轨2231相连接,在第一油缸2242的作用下,沿导向结构5向下运行,将绕组沿定子铁芯的前置面一刀切断。为防止切刀2241在切割过程中由于阻力作用在垂直方向上出现偏移,设置加强板2224,使切刀2241垂直方向上无偏移,保证切割效果。切割完成后,切刀2241归位,气缸和压板2212归位,夹取机构31取出定子铁芯和剩余绕组,切割下的绕组断面自动掉落至自动回收机构21上的对应回收区上。
72.机器人32驱动夹取机构31将定子铁芯和剩余绕组转移至转向机构24,实现定子前置面与后置面的切换。
73.第二油缸231的电磁阀235接到信号后,带动弹簧爪232和中心柱233运行,保证弹簧爪232的开合角度和中心柱233的伸出距离与电机定子相符合。夹取机构31将转向后的定
子铁芯和剩余绕组放置到弹簧爪232处,将剩余绕组端面放置于弹簧爪232内,第二油缸231运动,弹簧爪232和中心柱233回缩,同时在仿形挡块234作用下弹簧爪232开合角度缩小,在到达仿形挡块234处时,定子绕组随弹簧爪232缩进拉出机构23内,而定子铁芯与剩余绕组分离,被夹在夹取机构31上。
74.此时,已经实现了定子铁芯与定子绕组的分开,夹取机构31将定子铁芯放置在自动回收机构21的对应回收区上。第二油缸231运动,使得弹簧爪232和中心柱233伸出,弹簧爪232伸开最大开合角度,夹取机构31利用第二夹取机构312上的四爪气缸3122驱动第二夹爪3121将剩余绕组取出,并放置到自动回收机构21的对应回收区上,通过回收皮带线212的运行,实现定子铁芯和定子绕组的分类回收。而后设备开始进行下一个电机定子的拆解,整个过程实现了自动拆解电机定子的方法。
75.本发明的主要功能:应用于各种定子与定子绕组的拆除装置。
76.综上所述,本领域的普通技术人员阅读本发明文件后,根据本发明的技术方案和技术构思无需创造性脑力劳动而作出其他各种相应的变换方案,均属于本发明所保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。