1.本发明涉及污水污泥处理领域,具体地说是一种物料干化系统及干化方法。
背景技术:
2.现有污泥具有种类多、成分复杂等特点,针对不同污泥,其干化程度和要求也不同,对于化工类污泥,其成分内含有大量的原材料,回收利用价值高,作为原材料回收利用的污泥,干化要求更高,需要降低到2%以下甚至绝干的程度。
3.早期的污泥处理装置有板框压滤机、转鼓离心机和带式过滤压滤机,经过这些设备脱水后污泥含水率一般在75%
‑
80%左右,这些污泥含水率依旧很高,对于运输以及成本消耗较大,并且无法在填埋场直接处理,这样放置时间一长,存活在污泥中的病菌就会超标,易腐烂产生恶臭造成环境污染。
4.污泥中含有4种形态水,即自由水、吸附水、毛细水和内部水。虽然吸附水、毛细水和内部水占比只是小部分,但是对污泥的高干脱水还是有很大的影响。单纯机械压滤方法去除的主要是自由水,而且机械脱水往往是污泥的压密方向与水的排出方向一致,机械作用使污泥絮体相互靠拢而压密,压力越大,越容易堵塞水分流动的通路,产生淤堵。通过微波调理后的污泥破坏了污泥胶体结构,释放出一些结合水变成易于通过机械方法脱除的自由水,进入机械脱水后,污泥变成含水率较低的泥饼,污泥的含水率一般还位于50%
‑
60%之间。为了进一步降低污泥的含水率,只能通过热干化方法将其进行干化处理并使之成为可以利用的燃料。
5.带式干燥机是目前市场上应用非常广泛干燥设备,可适合食品、蔬菜等农产品、污泥、化工材料等多个行业。现有带式干燥机一般采用蒸汽、热风炉或电加热为热源,采用开放排湿方式,去湿同时带走大量的热量,能源利用率低,一般只有20
‑
40%,运行费用高;且均在较高温度条件下进行脱湿,干燥成品质量不易控制,易受人为操作的影响;采用蒸汽锅炉或热风炉作为热源均有不安全隐患因素,对操作工要求高,日常维护工作高;且需建造独立的锅炉房,占地面积大;大部分带式干燥机热源锅炉均为燃煤方式,对环境污染大;设备运行时,噪音污染严重。
6.微波干燥不同于传统干燥方式,其热传导方向与水分扩散方向相同。与传统干燥方式相比,具有干燥速率大、节能、生产效率高、干燥均匀、清洁生产、易实现自动化控制和提高产品质量等优点,但是在干化过程中,整个干化装置内部的干化尾气经过处理后直接排放,造成热量和能量流失,不利于减排和热回收。
7.现有的除湿加热装置采用热泵系统进行加热及除湿,空气在风机作用下在干燥系统内循环流动进行加热及除湿,空气与污泥进行传热传质,进风温度一般位于70
‑
80℃,排风温度位于50℃左右,由于空气的传热效率不高,使得出口空气湿度一般位于60%
‑
80%,该湿度离饱和状态仍有较大的差距,导致较多的冷量做无用功,即只降温不析出冷凝水,尤其在热泵干化的后半段时间,压缩机的能量输入与冷凝水输出严重不成对比。
8.此外,在现有技术的干化系统工作中,无法实时检测一些重要检测指标(如污泥含
水率),整个系统只能按照初始设置的指标进行工作,难以自动调整和优化各工作区域的工作状态。
技术实现要素:
9.本发明针对上述现有技术存在干化效率低、脱水后含水率较高的技术问题,提出一种物料干化系统及其干化方法,实现微波干化能量回收利用和降低物料干化含水率。
10.发明的技术解决方案是,提供一种物料干化系统,包括低温干化装置、微波干化装置、物料储存装置、打包密封装置和振动装置,所述物料干化系统还包括尾气回收装置和含水率检测装置,经过所述低温干化装置干化后的物料输送至物料储存装置,由所述物料储存装置将物料输送至所述微波干化装置,所述的打包密封装置设置在所述微波干化装置的后端,所述微波干化装置和所述低温干化装置通过所述尾气回收装置连通,所述低温干化装置和/或所述微波干化装置内还设置有含水率检测装置,所述振动装置固定安装在所述低温干化装置内部。
11.进一步的,所述含水率检测装置包括微波发生器、波导管、衰减器、发射天线和接收天线,所述波导管固定安装在微波发生器上,所述波导管内部设有吸波材料用以吸收微波能量,所述衰减器的一端固定连接在所述波导管梯形端,所述衰减器的另一端连接所述发射天线,所述发射天线发射微波信号穿透干化物料被所述接收天线接收。
12.进一步的,所述低温干化装置采用热泵型低温干化方式,所述低温干化装置包括进风口,第一出风口、第二进风口、物料输入装置、传送带和温湿度传感器,所述物料输入装置的输入口设置在所述低温干化装置内部并向所述传送带输送物料,所述传送带至少包括三条,所述低温干化装置输出端处设有含水率检测装置,物料由所述传送带通过多级运输到所述含水率检测装置外,所述第一进风口设置在所述低温干化装置的底部,向低温干化装置内部输入低温低湿热风,干化后由所述低温干化装置顶部的所述出风口排出,所述温湿度传感器设置在所述低温干化装置的内部,所述第二进风口设置在所述低温干化装置的底部,所述第二进风口通过所述尾气回收装置与所述微波干化装置连通,向所述低温干化装置输入所述微波干化装置的尾气。
13.进一步的,所述振动装置固定安装在低温干化装置内部的上级传送带和下级传送带之间,所述振动装置还包括振动筐、滑轨、搅拌器、电机和驱动机构,所述滑轨固定安装在机架内部,所述滑轨上还设有齿节和滑动槽,所述振动筐与所述滑动槽配合并在所述滑轨上往复运动,所述振动筐通过所述驱动机构与所述电机连接驱动,所述振动筐底部设有通孔,所述振动筐内部还设有所述搅拌器,所述搅拌器的底端设置在所述振动筐外,该底端为齿轮状并与所述齿节配合,搅拌器上端设有搅拌叶片。
14.进一步的,所述的微波干化装置设有若干微波干化模块和微波抑制器,所述微波干化模块还包括传送带、机架和若干个微波发生器,所述微波发生器均匀地分布在机架内部对所述传送带上的物料进行微波干化,所述微波抑制器设置在所述微波干化装置的两端以防止微波泄漏,所述含水率检测装置设置在所述微波干化模块的末端。
15.进一步的,所述尾气回收装置的管道连接到所述低温干化装置,所述尾气回收装置的管道还连接所述低温干化装置的出风管道其部分管道经过并在内部容纳所述低温干化装置进风管道,所述尾气回收装置的管道上设置有通风阀。
16.进一步的,所述打包密封装置还连接所述尾气回收装置,所述打包密封装置包括热风管、丝杆和压力杆,所述热风管通过管道连接所述尾气回收装置利用高温尾气加热对包装进行热封装,所述丝杆连接压力杆将包装袋的袋口压紧在所述热风管上。
17.进一步的,所述低温干化装置通过出气管道连接尾气处理装置。
18.进一步的,还包括控制系统,所述控制系统连接含水率检测装置、温湿度传感器、进风口风机和物料输入装置,所述控制系统输入终端物料含水率,所述控制系统通过低温干化装置的温湿度和物料含水率对物料输入量、干化风量、振动装置的频率和传送带速度进行调节。
19.本发明还提供了一种物料干化系统的干化方法,包括以下步骤:
20.s1、物料输入装置将高含水率物料输入到所述低温干化装置,所述低温干化装置通过低温热风干化,在低温干化装置内,物料从上层传送带经过振动装置的振动落入下层传送带,物料含水率干化至8
‑
30%存储至所述物料储存装置;同时干化后的热风达到饱和湿度排至尾气处理装置进行除尘换热,通过压缩机加热重新在低温干化装置进行干化;
21.s2、所述低温干化装置内部的温湿传感器检测装置内部热风的温度和湿度并上传到控制系统;所述含水率检测装置检测低温干化后的污泥含水率并上传到控制系统;
22.s3、所述物料储存装置通过运输将8
‑
30%含水率的物料运输至所述微波干化装置的传送带上,同时通过铺料器对物料铺设的厚度及进行控制,物料经过多个微波干化模块的干化处理,含水率降低至2%以下;
23.s4、每个所述微波干化模块末端的含水率检测装置对物料进行含水率检测并上传到控制系统,热量回收装置将每个微波干化模块的高温尾气抽取并通入到所述低温干化装置内对高含水率物料进行干化;
24.s5、传送带将2%以下含水率的物料运送到打包密封装置进行密封打包;
25.s6、控制系统通过上传的温湿度和含水率调整物料输入量,干化风量、振动装置的频率和传送带速度以优化干化系统的工作状态。
26.采用本发明,与现有技术相比,本发明具有以下优点:回收利用微波干化后未达到饱和湿度的较高温尾气,继续对低温干化装置内的物料进行干化;利用微波干化后的较高温尾气对低温干化装置的进气风进行换热,减轻压缩机的工作负担,同时可以节省压缩机的能耗;回收微波干化后的热量,对打包密封装置提供热封的热量,降低了打包密封装置的能耗。
附图说明
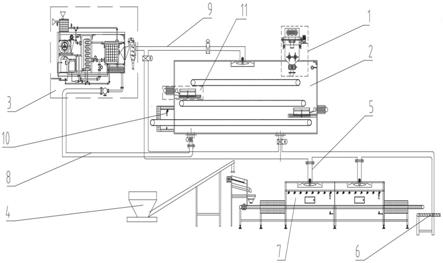
27.图1为本发明物料干化系统的结构示意图;
28.图2为低温干化装置的结构示意图;
29.图3为微波干化装置的结构示意图;
30.图4为含水率检测装置结构示意图;
31.图5为密封打包装置结构示意图;
32.图6为振动装置结构示意图;
33.图7为物料干化系统的干化流程。
34.如图所示,1、物料输入装置;2、低温干化装置;3、尾气处理装置;4、物料储存装置;
5、尾气回收装置;6、打包密封装置;7、微波干化装置;8、进风管道;9、出风管道;10、含水率检测装置;2
‑
1、传送带;2
‑
2、第一进风口;2
‑
3、第二进风口;2
‑
4、出风口;2
‑
5、温湿度传感器;6
‑
1、压力杆;6
‑
2、热风管;6
‑
3、丝杆;9
‑
1、微波抑制器;9
‑
2、微波发生器;10
‑
1、波导管;10
‑
2、衰减器;10
‑
3、发射天线;10
‑
4、接收天线,11、振动装置;11
‑
1、振动筐;11
‑
2、滑轨;11
‑
3、滑动槽;11
‑
4、齿节;11
‑
5、电机;11
‑
6、驱动机构;11
‑
7、搅拌器;11
‑
8、通孔。
具体实施方式
35.下面详细描述本技术,本技术的实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的部件或具有相同或类似功能的部件。此外,如果已知技术的详细描述对于示出的本技术的特征是不必要的,则将其省略。下面通过参考附图描述的实施例是示例性的,仅用于解释本技术,而不能解释为对本技术的限制。
36.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明的附图对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是发明一部分实施例,而不是全部的实施例。下面结合附图描述本发明的实施例。
37.如图1所示,本发明的物料干化系统包括低温干化装置2、微波干化装置7、物料储存装置4、打包密封装置6,物料干化系统还包括、尾气回收装置5和含水率检测装置10,低温干化装置2与微波干化装置7之间通过物料储存装置4连接,所述的打包密封装置6设置在微波干化装置7的后端,对干化到2%及以下的污泥进行打包封装,防止污泥吸收空气中的水分,增大了含水率,微波干化装置7和低温干化装置2通过、尾气回收装置5连接,将微波干化装置7的较高温尾气回收重新输入到低温干化装置2或对进风气体进行换热加热,从而达到降低能耗,提高能量利用率的目的,低温干化装置2和微波干化装置7上还设置有含水率检测装置10,用于实时检测每一个步骤中污泥的含水率变化,振动装置11固定安装在低温干化装置2的内部。
38.如图4所示,含水率检测装置10包括微波发生器9
‑
2、波导管10
‑
1、发射天线10
‑
3和接收天线10
‑
4,波导管10
‑
1固定安装在微波发生器9
‑
2上,波导管10
‑
1内部设有吸波材料吸收微波能量,由于微波产生的能量较高,在检测时,先对微波发生器9
‑
2产生的微波初步降低能量,衰减器10
‑
2的一端固定连接在波导管10
‑
1梯形端,用于衰减微波的信号,增加微波信号变化的可识别度,衰减器10
‑
2的另一端连接发射天线10
‑
3,发射天线10
‑
3发射微波信号穿透干化物料被接收天线10
‑
4接收,接收信号将检测到的信号传输至控制系统,经过算法转化为含水率指标。
39.如图2所示,低温干化装置2采用热泵型低温干化方式,低温干化装置2包括进风口,第一出风口2
‑
4、第二进风口2
‑
3、含水率检测装置10、物料输入装置1、传送带2
‑
1和温湿度传感器,物料输入装置1的输入口设置在低温干化装置2内部并向传送带2
‑
1输送物料,图中展示了三条传送带2
‑
1,各条传送带2
‑
1的传送速度单独控制,低温干化装置2输出端有设有含水率检测装置10,物料由传送带2
‑
1通过多级运输到含水率检测装置10外,第一进风口2
‑
2设置在低温干化装置2的底部,向低温干化装置2内部输入低温低湿热风,干化后由低温干化装置2顶部的出风口2
‑
4排出,温湿度传感器设置在低温干化装置2的内部,第二进风口2
‑
3设置在低温干化装置2的底部,第二进风口2
‑
3通过、尾气回收装置5与微波干化装置7连接,向低温干化装置2输入微波干化装置7的尾气。
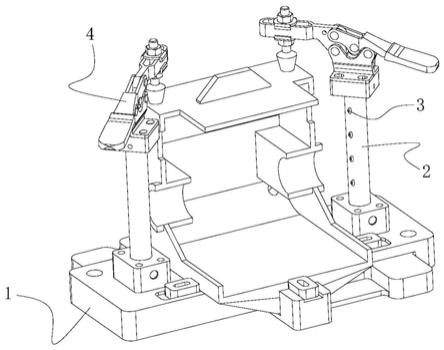
40.如图6所示,振动装置11固定安装在低温干化装置2内部的上级传送带和下级传送带之间,振动装置11还包括振动筐11
‑
1、滑轨11
‑
2、搅拌器11
‑
7、电机11
‑
5和驱动机构11
‑
6,滑轨11
‑
2固定安装在机架内部,滑轨11
‑
2上还设有齿节11
‑
4和滑动槽111
‑
3,振动筐11
‑
1与滑动槽11
‑
3配合并在滑轨11
‑
2上往复运动,振动筐11
‑
1通过驱动机构11
‑
6与电机11
‑
5连接驱动,振动框11
‑
1底部设有通孔11
‑
8,物料从上级传送带落入振动筐11
‑
1内,当物料振动细化后,从通孔11
‑
8落入下级传送带上,振动筐11
‑
1内部还设有搅拌器11
‑
7,强化物料的细化效果,搅拌器11
‑
7的底端设置在振动框11
‑
1外,该底端为齿轮状并与齿节11
‑
4配合,搅拌器11
‑
1上端设有搅拌叶片,当振动筐11
‑
1在滑轨11
‑
2上往复振动时,搅拌器11
‑
7底端的齿轮和滑轨11
‑
2上的齿节11
‑
4配合,在振动筐11
‑
2的带动下,搅拌器11
‑
7能进行旋转搅拌。
41.如图3所示,所述的微波干化装置7设有若干微波干化模块和微波抑制器9
‑
1,所示微波干化模块还包括传送带2
‑
1、机架、含水率检测装置10和8个微波发生器9
‑
2,微波发生器9
‑
2均匀地分布在机架内部,发射微波对传送带2
‑
1上的物料进行微波干化,微波抑制器9
‑
1设置在微波干化装置7的两端防止微波泄漏,含水率检测装置10设置在微波干化模块的末端,对每个模块的微波干化进行含水率检测。
42.如图1所示,尾气回收装置5连接在微波干化装置7内部,将微波干化装置7内部的较高温尾气进行抽吸,、尾气回收装置5的管道连接到低温干化装置2,、尾气回收装置5的管道还连接低温干化装置2的出风管道9其部分管道经过并在内部容纳低温干化装置2的进风管道8,尾气回收装置5的管道上设置有通风阀来控制将尾气直接输入到低温干化装置2或加热进风气体。
43.如图5所示,打包密封装置6还连接、尾气回收装置5,包括热风管6
‑
2、丝杆6
‑
3和压力杆6
‑
1,采用塑料包装进行污泥热封装,热风管6
‑
2通过管道连接、尾气回收装置5利用高温尾气加热对包装进行热封装,在打包干化污泥时,高温尾气对热风管6
‑
2进行加热,丝杆6
‑
3连接压力杆6
‑
1将包装袋的袋口压紧在热风管6
‑
2上,使塑料包装口融化封装。
44.进一步的,整个系统在干化过程中,含水率检测装置10检测各个模块中的污泥干化后的含水率,湿度传感器检测低温干化装置2内部的气体的温度和湿度,控制系统通过低温干化装置2的温湿度和物料含水率对来物料输入量、干化风量、振动装置11的频率和传送带2
‑
1速度进行调节,使整个系统调整到最优的工作状态。
45.在振动装置振动时,将物料表面的干化物料振动脱落,振动力的大小和频率会影响污泥的干化速率,振动强度以单位面积上所产生的最大压强来表示1~3.5mpa,机械振动能够提高污泥颗粒的固液分离的干化动力p
l
,其公式为,其公式为其中,p
m
为污泥表面的热风压力,k1为修正系数,k为渗透系数,e
f
为污泥孔隙率,f为振动频率,当振动频率达到50~100hz,振动强度达到1~3.5mpa时,污泥的干化效果良好,在相同的干化条件下,加入振动装置后,污泥所需干化时间能够缩短1/5。
46.本物料干化系统的干化方法,如图7所示,包括以下流程:
47.s1、物料输入装置1将高含水率物料输入到低温干化装置2,低温干化装置2通过低温热风干化,在低温干化装置2内,物料从上层传送带经过振动装置11的振动落入下层传送
带,将物料含水率干化至8
‑
30%存储至物料储存装置4;同时干化后的热风达到饱和湿度排至尾气处理装置3进行除尘换热,通过压缩机加热重新在低温干化装置2进行干化。
48.s2、低温干化装置2内部的温湿传感器2
‑
5检测装置内部热风的温度和湿度并上传到控制系统;含水率检测装置10检测低温干化后的污泥含水率并上传到控制系统。
49.s3、物料储存装置4通过运输将8
‑
30%含水率的物料运输至微波干化装置7的传送带2
‑
1上,同时通过铺料器对物料铺设的厚度及进行控制,物料通过多个微波干化模块的干化处理,含水率降低至2%以下。
50.s4、每个微波干化模块末端的含水率检测装置10对物料进行含水率检测并上传到控制系统,热量回收装置将每个微波干化模块的高温尾气抽取并通入到低温干化装置2内对高含水率物料进行干化。
51.s5、传送带2
‑
1将2%以下含水率的物料运送到打包密封装置6进行密封打包。
52.s6、控制系统通过上传的温湿度和含水率调整物料输入量,干化风量、振动装置11的频率和传送带2
‑
1速度达到干化系统最优工作状态。
53.综上,本发明通过微波干化能量回收利用对低温干化装置2内的物料进行干化,低温干化装置2的进气风进行换热,减轻压缩机的工作负担以及打包密封装置6提供热封的热量,降低了打包密封装置6的能耗,提高了整个干化系统的能量利用率,可以降低系统的能耗;通过实时检测含水率使系统达到最有工作状态,提高了整个系统的工作效率和智能化,引入振动装置后,加快物料的干化速度,缩短了干化时间。
54.以上结合具体实施方式描述了本发明的技术方案,但需要说明的是,上述的这些描述只是为了解释本发明的方案,而不能以任何方式解释为对发明保护范围的具体限制。基于此处的解释,本领域的技术人员在不付出创造性劳动即可联想到本发明的其他具体实施方式或等同替换,都将落入本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。