1.本发明涉及一种不仅绝缘层结合牢固,而且绝缘安全性好,同时生产成本低,同时能够增强干式变压器使用效果的一种干式变压器绝缘铝合金撑条及其制作方法,属于变压器制造技术领域。
背景技术:
2.干变线圈中的铝合金撑条是干式变压器中的重要部件,目前的使用撑条多数为空心撑条,由于其散热性能较好,使得干式变压器的低压线圈温度升高较小,从而能够减缓绝缘筒绝缘件的老化速度,进而提高了干式变压器的使用寿命,即降低了用户的使用成本。
3.铝合金撑条在使用时其上下端头需要与干式变压器线圈中的铜箔隔开,起到绝缘的目的,目前主流有两种方式:一种是用预浸布将铝合金撑条的上下端头与线圈铜箔隔开,如cn 204029584 u、名称“一种用于干式变压器的低压线圈绕组”,包括铜箔绕线圈绕组、端绝缘层、外绝缘层和内绝缘,铜箔绕线圈和内外绝缘共同右绕向绕制形成多匝的铜箔线圈绕组,其中内绝缘层与外绝缘层的上下端高度均高于铜箔绕线圈绕组,相邻的每层铜箔绕线圈间设有厚度为0.4mm的碳纤维预浸布绝缘层;在铜箔线圈绕组的上下端设有端绝缘层,所述的端绝缘层为厚度是 0.25mm 的碳纤维预浸布,在铜箔线圈绕组的内外线圈间设有若干均匀分布的气道撑条,并且纵向竖直贯穿铜箔线圈绕组,相邻的气道撑条间形成散热通道;所述铜箔线圈绕组的内外线圈上端分别对应连接有内连接片和外连接片,在连接片处左右两侧的两个气道撑条横向设置,同时在内连接片和外连接片与气道撑条形成的散热空间的连接处设有三角形撑条和绝缘管。所述气道撑条呈工字型。在所述散热通道两侧的线圈外壁上包覆有一层无碱玻璃纤维带。所述的气道撑条和三角撑条均由绝缘等级为 f级的玻璃纤维引拨棒制成。采用预浸布的绝缘方式,虽然绝缘效果不错,但是会增加干式变压器装配工序,从而降低了干式变压器的生产效率,另外,预浸布的安装质量也会存在偏差。
4.另一种是在铝合金撑条的两个端部做绝缘处理,即通过在铝合金撑条端部沾上绝缘材料(干变树脂或绝缘漆或尼龙),然后在进行绕制得形成,如cn 104056767 a、名称“一种金属表面尼龙涂覆方法”,步骤如下:(1)工件预处理 :将工件依次进行去毛刺、喷砂、折弯处理;(2)浸底漆:以将底漆在工件表面覆盖均匀后取出;(3)加热干燥:将完成浸底漆的工件取出晾干,然后将工件置于烘箱内烘烤 5
‑
6 分钟,烘箱温度 360
‑
380℃;(4)浸涂:将完成上述加热干燥的工件立即浸入尼龙粉中,使尼龙粉在工件表面覆盖均匀后取出,工件上的涂层厚度100
‑
500um ; (5)流平:使工件表面无未融化的粉末;(6)后处理:使工件表面无刮伤,然后包装入库。喷砂后工件表面的粗糙度为rz25
‑
30。在所述步骤(2)中,所述底漆的供应商:美国宾夕法尼亚州的阿科玛股份有限公司(arkema inc.)、型号:primgreen l.a.t 12035;其中,底漆与水的质量份数比为 1:1 至1:3。在所述步骤(3)中,将工件置于烘箱内烘烤的时间为 5
‑
6 分钟,烘箱的内温度 360
‑
380℃。在所述步骤(4)
中,浸涂时间 2
‑
3 秒,所述尼龙粉的供应商:美国宾夕法尼亚州的阿科玛股份有限公司(arkemainc.)、型号:6132grey,或 5161grey ,或 6140black,或 5990blue。其不足之处在于:一是工艺较为繁琐;二是只能在撑条端头的外表面形成绝缘层,使得绝缘层与撑条之间的结合牢度相对较差,另外撑条端头处存在绝缘漏洞,即存在安全隐患。
技术实现要素:
5.设计目的:为避免背景技术中的不足,设计一种不仅绝缘层结合牢固,而且绝缘安全性好,同时生产成本低,同时能够增强干式变压器使用效果的一种干式变压器绝缘铝合金撑条及其制作方法。
6.设计方案:为实现上述设计目的。
7.1、所述撑条本体上设有通孔且通孔贯通撑条本体的上下两端面,所述撑条本体的两侧端头的外表面上均设有绝缘层,所述绝缘层由尼龙粉热熔形成的设计,是本发明的技术特征之一。这样设计的目的在于:所述撑条本体上设有通孔且通孔贯通撑条本体的上下两端面,所述撑条本体的两侧端头的外表面上均设有绝缘层,所述绝缘层由尼龙粉热熔形成,这样绝缘尼龙层能将撑条和干式变压器线圈中的铜箔隔开。
8.2、所述通孔的两侧孔口处的内壁面上均设有绝缘层,所述撑条本体的两侧端头的外端面上均设有绝缘层,同一侧端头上的绝缘层一体成型的设计,是本发明的技术特征之二。这样设计的目的在于:所述通孔的两侧孔口处的内壁面上均设有绝缘层,所述撑条本体的两侧端头的外端面上均设有绝缘层,同一侧端头上的绝缘层一体成型,即撑条本体端头的外表面、外端面及内壁面形成一体的绝缘层,这样不仅解决了撑条外端面处存在安全风险,而且整体形成的绝缘层,其与撑条之间的结合牢度更好,从而提高了绝缘层的使用寿命。
9.3、所述绝缘层的厚度为200
‑
300μm的设计,是本发明的技术特征之三。这样设计的目的在于:所述绝缘层的厚度为200
‑
300μm,此厚度的绝缘层能够确保其起到良好的绝缘效果。
10.4、所述撑条本体横截面的长度为10mm、宽度为6mm,所述撑条本体的壁厚为1mm的设计,是本发明的技术特征之四。这样设计的目的在于:所述撑条本体横截面的长度为10mm、宽度为6mm,所述撑条本体的壁厚为1mm,此尺寸的撑条在装入干式变压器后,通过对干式变压器进行检测发现,干式变压器的空载损耗、空载电流、负载损耗、阻抗电压,其实测数据均优于标准值,且均超过设计值。
11.5、所述撑条本体的两侧端头的外表面上设有多道纵向凹槽的设计,是本发明的技术特征之五。这样设计的目的在于:所述撑条本体的两侧端头的外表面上设有多道纵向凹槽,纵向凹槽的设置能够进一步增强绝缘层与撑条之间的结合牢度,同时在撑条与线圈装配后纵向凹槽形成的微通孔能够流通空气,有助于绝缘层的本身散热,从而减缓绝缘层的老化速度。
12.6、将干燥后的撑条进行加热,当撑条的温度达到390
°‑
410
°
时在撑条的两侧端部快速、均匀的沾上尼龙粉的设计,是本发明的技术特征之六。这样设计的目的在于:将干燥后的撑条进行加热,当撑条的温度达到390
°‑
410
°
时在撑条的两侧端部快速、均匀的沾上尼
龙粉,高温的撑条在粘上尼龙粉后,与撑条表面接触尼龙粉迅速熔化并粘附在撑条上,即在极短的时间(3s
‑
5s)内撑条端头处的熔化形成一层所需厚度的尼龙层,这样不仅简化了绝缘层的形成步骤,而且大大降低了撑体的生产成本。
13.7、尼龙粉的粗细度为100目
‑
230目的设计,是本发明的技术特征之六。这样设计的目的在于:尼龙粉的粗细度为100目
‑
230目,此粗细度尼龙粉不仅能够均匀的粘在撑条上,而且此粗细度尼龙粉通过撑条自带热量加热后能够形成符合设计要求的绝缘层,包括绝缘层的厚度要求及绝缘层的紧致度(绝缘层中不会产生缺陷式孔洞)要求。
14.技术方案1:一种干式变压器绝缘铝合金撑条,包括撑条本体,所述撑条本体上设有通孔且通孔贯通撑条本体的上下两端面,所述撑条本体的两侧端头的外表面上均设有绝缘层,所述绝缘层由尼龙粉热熔形成。
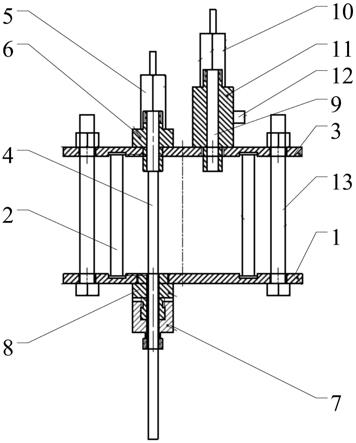
15.技术方案2:一种干式变压器绝缘铝合金撑条的制作方法,包括以下步骤:步骤一,将待绝缘处理的撑条的两侧端部进行喷砂处理,使得撑条喷砂处的外表面为粗糙面;步骤二,将喷砂处理后的撑条进行清洗处理,之后进行干燥处理;步骤三,将干燥后的撑条进行加热,当撑条的温度达到390
°‑
410
°
时在撑条的两侧端部快速、均匀的沾上尼龙粉;步骤四,当尼龙粉通过撑条自带的高温熔化形成绝缘层后,将撑条放入冷却房自然冷却。
16.本发明与背景技术相比,一是一种干式变压器绝缘铝合金撑条中的绝缘层的设置结构不仅增强了绝缘层的结合牢度,而且提高了绝缘层的绝缘安全性好;二是一种干式变压器绝缘铝合金撑条中的绝缘层的形成方式不仅降低了其生产成本低,而且能够增强由其装配后的干式变压器的使用效果。
附图说明
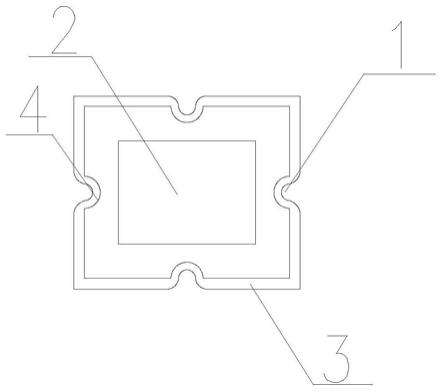
17.图1是一种干式变压器绝缘铝合金撑条(待设绝缘层)的正视结构示意图。
18.图2是一种干式变压器绝缘铝合金撑条(待设绝缘层)的俯视结构示意图。
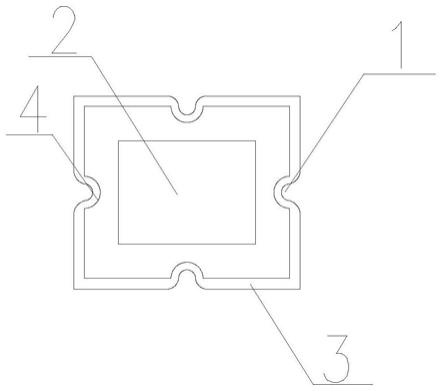
19.图3是一种干式变压器绝缘铝合金撑条(撑条端部外表面设有绝缘层)的俯视结构示意图。
20.图4是一种干式变压器绝缘铝合金撑条(撑条端部外表面设有绝缘层)的俯视结构示意图。
21.图5是一种干式变压器绝缘铝合金撑条(撑条端部设置纵向凹槽)的结构示意图。
22.图6是由一种干式变压器绝缘铝合金撑条制成的干式变压器的实验数据图。
具体实施方式
23.实施例1:参照附图1
‑
图6。一种干式变压器绝缘铝合金撑条,包括撑条本体1,所述撑条本体1上设有通孔2且通孔2贯通撑条本体1的上下两端面,所述撑条本体1的两侧端头的外表面上均设有绝缘层3,所述绝缘层3由尼龙粉热熔形成。
24.所述通孔2的两侧孔口处的内壁面上均设有绝缘层3,所述撑条本体1的两侧端头的外端面上均设有绝缘层3,同一侧端头上的绝缘层3一体成型。
25.所述撑条本体1的两侧端部分别设有长度为9.5mm
‑
10.5mm的绝缘层3,优选的绝缘层3的长度为10mm;所述绝缘层3的厚度为200
‑
300μm。所述撑条本体1横截面的长度为10mm、宽度为6mm,所述撑条本体1的壁厚为1mm。
26.所述撑条本体1的两侧端头的外表面上设有多道纵向凹槽4,所述纵向凹槽4的宽度为0.2
‑
0.5mm,所述纵向凹槽4贯通所在端头的端面,所述纵向凹槽4的长度大于绝缘层3长度。所述撑条本体1的两侧端头的外表面为粗糙面,且粗糙面的粗糙度为ra55
‑
ra75。粗糙面能够增强绝缘层和撑条本体的结合牢度。
27.实施例2:在实施例1的基础上。一种干式变压器绝缘铝合金撑条的制作方法,包括以下步骤:步骤一,将待绝缘处理的撑条的两侧端部进行喷砂处理,使得撑条喷砂处的外表面为粗糙面;步骤二,将喷砂处理后的撑条进行清洗处理,之后进行干燥处理;步骤三,将干燥后的撑条进行加热,当撑条的温度达到390
°‑
410
°
时在撑条的两侧端部快速、均匀的沾上尼龙粉,可以采用的方式是,将高温撑条水平夹持且在撑条两侧端头的正上方设置分别设置一个尼龙粉喷头,在尼龙粉喷头喷洒尼龙粉时撑条在原处旋转,这样撑条的两端头的外表面能够同时、均匀的粘上尼龙粉;步骤四,当尼龙粉通过撑条自带的高温熔化形成绝缘层3后,将撑条放入冷却房自然冷却。所述尼龙粉的粗细度为100目
‑
230目。述铝合金撑条喷砂处理处的外表面粗糙度为ra55
‑
ra75。
28.实施例3:在实施例2的基础上。所述撑条通过端头插入尼龙粉堆沾上尼龙粉,且撑条端头在尼龙粉堆中保持3s
‑
5s后迅速取出。在一个耐高温容器中盛放尼龙粉,尼龙粉的深度大于3厘米。撑条通过夹持件(可以是机械夹臂)竖直向下插入尼龙粉堆中,这时撑条端头的外表面、外端面和内壁面一同粘上尼龙粉并同时形成绝缘层。
29.在选用粗细度为120目的尼龙粉烧制绝缘层3且撑条的温度维持在400
°±
0.5
°
时,当撑条插入尼龙粉堆中保持3s迅速取出后形成的绝缘层3的厚度约为220μm,当撑条插入尼龙粉堆中保持4s迅速取出后形成的绝缘层3的厚度约为260μm,当撑条插入尼龙粉堆中保持4s迅速取出后形成的绝缘层3的厚度约为290μm。在选用粗细度为200目的尼龙粉烧制绝缘层3且撑条的温度维持在400
°±
0.5
°
时,当撑条插入尼龙粉堆中保持3s迅速取出后形成的绝缘层3的厚度约为205μm,当撑条插入尼龙粉堆中保持4s迅速取出后形成的绝缘层3的厚度约为220μm,当撑条插入尼龙粉堆中保持4s迅速取出后形成的绝缘层3的厚度约为230μm;在其它条件相同的情况下,粗细度为200目的尼龙粉形成的绝缘层厚度要略小于粗细度为120目的尼龙粉形成的绝缘层,但是粗细度为200目的尼龙粉形成的绝缘层的精致度要优于粗细度为120目的尼龙粉形成的绝缘层。
30.需要理解到的是:上述实施例虽然对本发明的设计思路作了比较详细的文字描述,但是这些文字描述,只是对本发明设计思路的简单文字描述,而不是对本发明设计思路的限制,任何不超出本发明设计思路的组合、增加或修改,均落入本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。