1.本发明属于厚度测量工具技术领域,具体涉及一种废钢厚度定级工装。
背景技术:
2.废钢目前已经成为钢铁行业里炼钢工序实现降铁耗的主要原料,废钢的厚度直接影响废钢收得率,因此,废钢厚度是评价废钢质量的重要指标,依据废钢厚度分为普通废钢(2mm~4mm)、中废(4mm~6mm)、重废(6mm~8mm)和优质重废(高于8mm)。伴随着废钢的使用量越来越大,如何快速对废钢进行验收成为关键。
3.通常,废钢的厚度通过游标卡尺来测量,但由于废钢的形状不规则,且无序堆放,堆放在内侧的废钢用卡尺无法测量厚度,并且,使用游标卡尺测量需要双手操作,在废钢车顶验收时,不仅耗时时间长,且存在安全风险。
技术实现要素:
4.本发明实施例提供一种废钢厚度定级工装,旨在降低废钢厚度的测量难度,提高测量效率,降低作业风险。
5.为实现上述目的,本发明采用的技术方案是:提供一种废钢厚度定级工装,包括:
6.u型把手,所述u型把手内形成有容置空间,,且所述u型把手的开口端设有转轴,所述转轴的两端分别固接于所述u型把手的两侧臂;
7.多个定级卡板,所述定级卡板为条形板,且板面垂直于所述转轴,所述定级卡板的一端开设有定级卡槽,另一端转动套装于所述转轴,多个所述定级卡板沿所述转轴的轴向分布,不同的所述定级卡板上的所述定级卡槽的宽度不同;以及
8.角度定位结构,设于所述转轴和所述定级卡板之间,使所述定级卡板能定位于处于所述容置空间内的第一状态,或定位于转出所述容置空间之外的第二状态。
9.在一种可能的实现方式中,所述角度定位结构包括弹性复位件和定位球;
10.所述转轴上开设有多个绕所述转轴的轴心均匀分布的复位盲孔,所述复位盲孔沿所述转轴的径向开口,所述定级卡板具有与所述转轴配合的套装孔,所述套装孔的侧壁开设有多个定位凹槽;
11.所述弹性复位件设于所述复位盲孔内,所述定位球连接于所述弹性复位件的端部,所述弹性复位件被配置有使所述定位球远离所述转轴的预紧力。
12.在一种可能的实现方式中,所述u型把手的封闭端远离所述容置空间的一侧设有第一连接结构,所述第一连接结构用于与另一个所述u型把手上的所述第一连接结构连接,以实现所述u型把手的加长。
13.在一种可能的实现方式中,所述第一连接结构为磁性吸附件。
14.在一种可能的实现方式中,所述u型把手的侧臂上远离所述容置空间的一侧设有第二连接结构,所述第二连接结构用于与另一个所述u型把手上的所述第二连接结构连接,以实现所述u型把手的加宽。
15.在一种可能的实现方式中,所述第二连接结构为磁性吸附件。
16.在一种可能的实现方式中,所述u型把手的封闭端和所述u型把手的其中一个侧臂上开设有相互对应的滑孔,所述废钢厚度定级工装还包括连接环,所述连接环贯穿两个所述u型把手上的所述滑孔;
17.当两个所述u型把手之间在加长状态和加宽状态之间切换时,所述连接环在其中至少一个所述u型把手的所述滑孔中滑动。
18.在一种可能的实现方式中,所述连接环包括第一拼接体和第二拼接体,所述第一拼接体和所述第二拼接体均为弧形构件,所述第一拼接体的一端与所述第二拼接体的一端可拆卸连接,所述第一拼接体的另一端与所述第二拼接体的另一端可拆卸连接。
19.在一种可能的实现方式中,所述u型把手的封闭端上设有照明灯,所述照明灯与所述u型把手之间转动连接。
20.在一种可能的实现方式中,所述照明灯包括:
21.第一壳体,形成有一侧开口的容纳空间;
22.控制电路板,固定于所述容纳空间内,所述控制电路板上设有第一触点;
23.第二壳体,滑动插设于所述容纳空间;
24.照明组件,设于所述第二壳体内,所述照明组件朝向所述控制电路板的一侧设有与所述第一触点对应的第二触点;以及
25.弹性自锁结构,设于所述第一壳体和所述第二壳体之间;
26.当所述弹性自锁结构处于卡接状态时,所述第一触点与所述第二触点导电接触;
27.当所述弹性自锁结构解除卡接时,所述第一触点和所述第二触点相互分离。
28.本技术的废钢厚度定级工装,克服了游标卡尺测量废钢耗时长、内侧废钢厚度无法测量的缺点,其能满足废钢厚度判定的最低需求,减少过量加工浪费,避免过度检验;可单手操作,且判定厚度的时候无需读数,只要能够插入某一定级卡槽即可判定为不符合该定级卡槽所对应的料型,测量耗时大大缩短,测量效率显著提高,且降低了操作难度;其结构简单紧凑,能满足在狭小空间内的测量使用,只要单手能伸入的地方均可进行测量,降低检验时的安全风险;其可反复使用,适用范围广,能适用于不同类型废钢的定级测量,有利于加快生产节奏。
附图说明
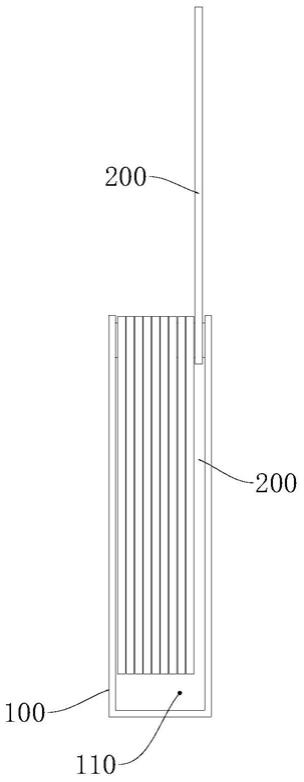
29.图1为本发明实施例一提供的废钢厚度定级工装的使用状态示意图;
30.图2为图1的右视图;
31.图3为图2中角度定位结构的结构示意图;
32.图4为本发明实施例二提供的废钢厚度定级工装的加宽使用状态示意图;
33.图5为本发明实施例二提供的废钢厚度定级工装的加长使用状态示意图;
34.图6为图4中连接环的结构示意图;
35.图7为图6中第一拼接体的俯视图;
36.图8为图6中第二拼接体的结构示意图;
37.图9为本发明实施例三提供的废钢厚度定级工装的使用状态示意图一;
38.图10为图9的右视图;
39.图11为本发明实施例三提供的废钢厚度定级工装的使用状态示意图二;
40.图12为本发明实施例三采用的照明灯的内部结构示意图;
41.图13为图12中弹性自锁结构的右视装配结构示意图。
42.附图标记说明:
43.100、u型把手;110、容置空间;
44.200、定级卡板;210、定级卡槽;
45.300、角度定位结构;310、弹性复位件;320、定位球;
46.400、转轴;410、复位盲孔;
47.500、第一连接结构;
48.600、第二连接结构;
49.700、连接环;710、第一拼接体;711、定位柱;720、第二拼接体;721、定位孔;
50.800、照明灯;810、第一壳体;820、控制电路板;821、第一触点;830、第二壳体;840、照明组件;841、第二触点;842、光源板;843、反光杯;844、透光罩;
51.850、弹性自锁结构;851、卡接座;8511、第一滑槽;8512、第二滑槽;8513、第三滑槽;8514、第四滑槽;8515、第五滑槽;852、卡接杆;853、复位扭簧;854、复位转轴;855、限位台;856、辅助按压板;857、复位压簧;860、电池。
具体实施方式
52.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
53.请一并参阅图1至图5、图9至图11,现对本发明提供的废钢厚度定级工装进行说明。所述废钢厚度定级工装,包括u型把手100、定级卡板200和角度定位结构300;u型把手100内形成有容置空间110,且u型把手100的开口端设有转轴400,转轴400的两端分别固接于u型把手100的两侧臂;定级卡板200设有多个,定级卡板200为条形板,且板面垂直于转轴400,定级卡板200的一端开设有定级卡槽210,另一端转动套装于转轴400,多个定级卡板200沿转轴400的轴向分布,不同的定级卡板200上的定级卡槽210的宽度不同;角度定位结构300设于转轴400和定级卡板200之间,使定级卡板200能定位于处于容置空间110内的第一状态,或定位于转出容置空间110之外的第二状态。
54.本实施例的废钢厚度定级工装的使用过程为:
55.1)初始状态下,定级卡板200处于第一状态,根据不同的废钢料型选择不同宽度的定级卡槽210;
56.2)将对应的定级卡板200转出容置空间,使其处于第二状态,将该定级卡板200上所设置的定级卡槽210的开口向废钢的边缘插入;
57.3)在同一块废钢的边缘试插两次,若有一次出现插入该定级卡槽210,则判定该废钢厚度不符合相应的料型,若两次均没有插入该定级卡槽210,则判断该废钢的厚度符合相应的料型;
58.4)在狭小空间内,废钢形状不规则,单手握持u型把手100,使相应的定级卡板200伸到废钢边缘处,侧向插入,判定规则同步骤3);
59.5)经过定级测量,出现废钢尺寸不满足相应料型厚度要求时,按照测量的次数,计算整车占比,进行扣吨处理。
60.本实施例提供的废钢厚度定级工装,与现有技术相比,克服了游标卡尺测量废钢耗时长、内侧废钢厚度无法测量的缺点,其能满足废钢厚度判定的最低需求,减少过量加工浪费,避免过度检验;可单手操作,且判定厚度的时候无需读数,只要能够插入某一定级卡槽210即可判定为不符合该定级卡槽210所对应的料型,测量耗时大大缩短,测量效率显著提高,且降低了操作难度;其结构简单紧凑,能满足在狭小空间内的测量使用,只要单手能伸入的地方均可进行测量,降低检验时的安全风险;其可反复使用,适用范围广,能适用于不同类型废钢的定级测量,有利于加快生产节奏。
61.具体的,参阅图2,为了使结构更加紧凑,一个定级卡板200上开设有一个定级卡槽210。
62.在一些实施例中,参阅图3,角度定位结构300包括弹性复位件310和定位球320;转轴400上开设有多个绕转轴400的轴心均匀分布的复位盲孔410,复位盲孔410沿转轴400的径向开口,定级卡板200具有与转轴400配合的套装孔,套装孔的侧壁开设有多个定位凹槽;弹性复位件310设于复位盲孔410内,定位球320连接于弹性复位件310的端部,弹性复位件310被配置有使定位球320远离转轴400的预紧力。当定位球320卡在定位凹槽中时,转轴400和定级卡板200的位置相对固定,当搬动定级卡板200时,定位球320受压回缩,进而能使定级卡板200转动。本实施例的角度定位结构300结构简单紧凑,定位效果可靠,能满足测量所需的定位要求。
63.具体的,弹性复位件310为压簧。
64.具体的,一个弹性复位件310和一个定位球320组成一个复位组,复位组设有2n个(n为大于1的整数),定位凹槽对应设有2n个,进而在定级卡板200转出容置空间110后能定位在不同的角度,使用灵活性更强。例如,图3中设有四个复位组,能使定级卡板200平行于u型把手100或垂直于u型把手100。
65.在一些实施例中,参阅图4及图5,u型把手100的封闭端远离容置空间110的一侧设有第一连接结构500,第一连接结构500用于与另一个u型把手100上的第一连接结构500连接,以实现u型把手100的加长。通过加长u型把手100,能使定级卡板200伸入到更内侧的位置,扩大可测量的范围。
66.具体的,参阅图4及图5,第一连接结构500为磁性吸附件。
67.在一些实施例中,参阅图4及图5,为了方便收纳和抓握,u型把手100的侧臂上远离容置空间的一侧设有第二连接结构600,第二连接结构600用于与另一个u型把手100上的第二连接结构600连接,以实现u型把手100的加宽。
68.具体的,参阅图4及图5,第二连接结构600为磁性吸附件。
69.在上述实施例的基础上,参阅图4至图8,u型把手100的封闭端和u型把手100的其中一个侧臂上开设有相互对应的滑孔,废钢厚度定级工装还包括连接环700,连接环700贯穿两个u型把手100上的滑孔。当两个u型把手100之间在加长状态和加宽状态之间切换时,连接环700在其中至少一个u型把手100的滑孔中滑动。
70.连接环700能在状态切换的时候起到一定的导向作用,避免其中一个工装掉落,同时,还能在加宽状态下将两个工装挂在挂钩上,进一步提高收纳的便捷性。
71.作为连接环700的一种具体实施方式,参阅图6至图8,连接环700包括第一拼接体710和第二拼接体720,第一拼接体710和第二拼接体720均为弧形构件,第一拼接体710的一端与第二拼接体720的一端可拆卸连接,第一拼接体710的另一端与第二拼接体720的另一端可拆卸连接。本实施例的连接环700为可拆卸的结构,提高使用灵活性。
72.具体的,参阅图6至图8,第一拼接体710的两端分别形成有第一缺口,缺口内设有定位柱711,第二拼接体720的两端分别形成有与第一缺口互补的第二缺口,第二缺口的侧壁开设有与定位柱插接配合的定位孔721。
73.在一些实施例中,参阅图9至图11,u型把手100的封闭端上设有照明灯800,照明灯800与u型把手100之间转动连接。在环境较暗的场合中,照明灯800能辅助作业人员准确观察待检测废钢的位置,同时,通过照明灯800的转动,还在很大程度上提升了可以照明的范围,进而提升使用灵活性。
74.作为照明灯800的一种具体实施方式,参阅图12及图13,照明灯800包括第一壳体810、控制电路板820、第二壳体830、照明组件840和弹性自锁结构850;第一壳体810形成有一侧开口的容纳空间;控制电路板820固定于容纳空间内,控制电路板820上设有第一触点821;第二壳体830滑动插设于容纳空间;照明组件840设于第二壳体830内,照明组件840朝向控制电路板820的一侧设有与第一触点821对应的第二触点841;弹性自锁结构850设于第一壳体810和第二壳体830之间。
75.在使用时,通过按压第二壳体830使弹性自锁结构850切换至卡接状态,第一触点821与第二触点841导电接触,此时照明组件840点亮;再次按压第二壳体830使弹性自锁结构850解除卡接,第一触点821和第二触点841相互分离,此时照明组件840熄灭。本实施例的照明灯800通过第二壳体830整体的按压实现亮灭的控制,使得照明灯800整体结构更加紧凑小巧,适用于狭窄的作业环境。
76.参阅图12,为了避免外接电源,照明灯800还包括电池860,其设于容纳空间内,并与控制电路板820导电连接。电池860可以是可充电电池,也可以是可替换的一次性电池,能满足照明供电的需求即可。
77.作为照明组件840的一种具体实施方式,参阅图12,照明组件840包括光源板842、反光杯843和透光罩844;光源板842固定于第二壳体830之内,第二触点841位于光源板842朝向控制电路板820的一侧;反光杯843环设于光源板842上的点光源之外,反光杯843向第二壳体830的出光面延伸;透光罩844密封盖设于第二壳体830的出光面(即远离控制电路板820的一端)。本实施例的照明组件840光线损失少,亮度高,照明效果好。
78.具体的,参阅图12及图13,弹性自锁结构850包括卡接座851、卡接杆852、复位扭簧853、复位转轴854、限位台855和复位压簧857。
79.卡接座851固设于第二壳体830的外侧壁,卡接座851背离第二壳体830的一侧形成有首位顺次连接的第一滑槽8511、第二滑槽8512、第三滑槽8513和第四滑槽8514,第一滑槽8511、第二滑槽8512、第三滑槽8513和第四滑槽8514均为直线槽,其中第一滑槽8511平行于第二壳体830的滑动路径设置,第二滑槽8512远离第一滑槽8511的一端向远离出光面的一侧倾斜,第三滑槽8513远离第二滑槽8512的一端向靠近出光面的一侧倾斜,并与第二滑槽8512呈钝角设置,第四滑槽8514和第一滑槽8511的交汇处还形成有向远离出光面的方向延伸的第五滑槽8515,第五滑槽8515平行于第一滑槽8511,且正对第一滑槽8511设置。
80.卡接杆852靠近出光面的一端折弯,且折弯部可在第一滑槽8511、第二滑槽8512、第三滑槽8513、第四滑槽8514和第五滑槽8515内滑动。
81.复位转轴854设于容纳空间的侧壁,且垂直于第二壳体830的滑动方向,复位扭簧853套设于复位转轴854之外;复位扭簧853的一个延伸臂与卡接杆852体远离出光面的一端连接,复位扭簧853被配置有使卡接杆852的自由端靠近第四滑槽8514的预紧力。
82.限位台855设于第一壳体810靠近出光面的一端,其用于在卡接座851靠近出光面的一侧限制卡接座851的位置。
83.复位压簧857设于第二壳体830远离出光面的一端和第一壳体810之间,复位压簧857被配置有使第二壳体830远离第一壳体810的预紧力。
84.以附图13的视角为例:
85.1)在未卡接的自由状态下,卡接杆852的折弯部处于第五滑槽8515内,同时卡接座851的顶部抵接于限位台855,防止第二壳体830从第一壳体810中脱出。
86.2)当第一次按压第二壳体830时,折弯部从第五滑槽8515进入第四滑槽8514内,并沿第四滑槽8514移动,直至到达与第三滑槽8513的交汇处,此时第二壳体830到达最大按压行程位置,同时复位压簧857也达到最大压缩位置;随后松开第二壳体830,在复位压簧857的弹性力作用下第二壳体830上移,同时折弯部进入第三滑槽8513,并沿第三滑槽8513滑动,直至到达与第二滑槽8512的交汇处,此时卡接完成。
87.3)当第二次按压第二壳体830时,折弯部进入第二滑槽8512,并沿第二滑槽8512移动,直至到达与第一滑槽8511的交汇处;随后松开第二壳体830,在复位压簧857的弹性力作用下第二壳体830上移,折弯部进入第一滑槽8511,并沿第一滑槽8511滑动,直至进入第五滑槽8515,此时恢复到初始的未卡接状态。
88.需要说明的是,第一触点821和第二触点841均为弹性导电材质,在卡接和解除卡接的过程中,能根据光源板842和控制电路板820的间距变化发生一定的弹性形变,避免因光源板842和控制电路板820的间距较小导致触点结构损坏。例如,第一触点821为弧形的条状金属片,其一端连接于控制电路板820,另一端可在控制电路板820的板面上滑动,当受压时,第一触点具有较大的可变形范围,第二触点841也可采用类似的结构,在此不再赘述。
89.另外,整个过程中卡接杆852发生摆动,但是第一壳体810和第二壳体830之间不发生相对转动。
90.具体的,参阅图12,为了保证受力均匀,弹性自锁结构850设有多个,且多个弹性自锁结构850绕第二壳体830的中轴对称的分布。
91.在一些实施例中,参阅图9至图12,为了方便按压第二壳体830,第二壳体830的出光端向外延伸,形成辅助按压板856。
92.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。