1.本技术涉及轴向传递缠绕技术领域,特别是涉及一种缠绕装置、绕线控制方法及装置、控制器和存储介质。
背景技术:
2.近年来特高压检修试验基地承接换流变检修工作,在小区域进行绝缘纸对铜线包扎缠绕作业中,由于作业位置较高、作业空间狭小常带来作业时间长,作业过程困难,现场工作效率低。
技术实现要素:
3.基于此,有必要针对上述技术问题,提供一种能够具有空间利用率高且工作效率高的缠绕装置、绕线控制方法及装置、控制器。
4.本技术实施例一方面提供了一种缠绕装置,用于在载线件上缠绕柔性材料,所述缠绕装置包括:三层结构的同轴管件,绕线驱动装置和轴向运动驱动装置;
5.所述同轴管件的外层管件和中间层管件所形成的第一腔室内设置有转轴,所述转轴分别接触所述外层管件的内壁和所述中间层管件的外壁;
6.所述中间层管件和所述同轴管件的内层管件所形成的第二腔室用于容置柔性材料,所述柔性材料的一端固定在所述中间层管件内壁上的固定位处;所述同轴管件套设在所述载线件上,所述柔性材料的另一端穿过所述内层管件上设置的通孔拉至位于所述内层管件所形成的第三腔室中的载线件上;
7.所述绕线驱动装置驱动所述外层管件转动,使所述中间层管件在所述转轴驱动下沿第一转动方向转动,以带动所述柔性材料缠绕在所述载线件上;
8.所述轴向运动驱动装置的一端用于机械连接所述外层管件,用于带动所述同轴管件沿所述载线件的轴向运动。
9.在其中一个实施例中,所述外层管件包括第一卡扣,所述中间层管件包括第二卡扣,所述内层管件包括第三卡扣;
10.通过所述卡扣将所述同轴管件开合夹到所述载线件上。
11.在其中一个实施例中,所述第三卡扣靠近所述固定位设置。
12.在其中一个实施例中,所述转轴为多个,且所述转轴呈行星轮结构分布在所述第一腔室内。
13.在其中一个实施例中,缠绕装置还包括:
14.机械传导件,所述机械传导件设置在所述通孔位置,用于约束所述柔性材料的传输方向和张力。
15.在其中一个实施例中,所述机械传导件包括与所述中间层管件的轴平行的辊轮。
16.在其中一个实施例中,所述辊轮为两个,且设置在所述通孔的两侧,使所述柔性材料从两个辊轮中间穿过。
17.在其中一个实施例中,缠绕装置还包括:
18.填料驱动装置,与所述内层管件机械连接,用于在将待填料的柔性材料的一端固定在所述固定位后,驱动所述内层管件沿第二转动方向转动进行填料;
19.所述第二转动方向与所述第一转动方向相反。
20.在其中一个实施例中,缠绕装置还包括:
21.转速检测传感器,所述转速检测传感器用于检测所述柔性材料缠绕载线件的实际转速,并发送所述实际转速至所述绕线驱动装置。
22.另一方面,提供一种绕线控制方法,应用于上述缠绕装置,包括:
23.配置所述载线件的绕线间距;
24.根据所述绕线间距,控制所述绕线驱动装置驱动所述外层管件转动的转速和所述轴向运动驱动装置带动所述同轴管件沿所述载线件的轴向运动的速度,使所述柔性材料在所述载线件上以所述绕线间距缠绕。
25.在其中一个实施例中,所述缠绕装置还包括填料驱动装置,所述填料驱动装置与所述内层管件机械连接;
26.在所述根据所述绕线间距,控制所述绕线驱动装置驱动所述外层管件转动的转速和所述轴向运动驱动装置带动所述同轴管件沿所述载线件的轴向运动的速度的步骤之前还包括:
27.将待填料的柔性材料的一端固定在所述固定位后,控制所述填料驱动装置驱动所述内层管件沿第二转动方向转动进行填料;
28.所述第二转动方向与所述第一转动方向相反。
29.在其中一个实施例中,所述缠绕装置还包括转速检测传感器,所述转速检测传感器用于检测所述柔性材料缠绕载线件的实际转速;
30.该绕线控制方法还包括:
31.获取所述实际转速,并当所述实际转速在当前所述同轴管件沿轴向运动的速度下,不能满足所述绕线间距绕制要求时,调节当前同轴管件的转速,使其与轴向运动速度配合,满足绕线间距设置要求地进行缠绕。
32.一种绕线控制装置,应用于上述缠绕装置,包括:
33.绕线间距配置模块,用于配置所述载线件的绕线间距;
34.绕线执行模块,用于根据所述绕线间距,控制所述绕线驱动装置驱动所述外层管件转动的转速和所述轴向运动驱动装置带动所述同轴管件沿所述载线件的轴向运动的速度,使所述柔性材料在所述载线件上以所述绕线间距缠绕。
35.一种控制器,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现上述绕线控制方法的步骤。
36.上述缠绕装置、绕线控制方法及装置、控制器至少具有以下有益效果:该缠绕装置,通过绕线驱动装置驱动外层管件转动,由于外层管件和中间管件之间的第一腔室内设置有接触两壁的转轴,在摩擦力作用下,中间层管件沿第一转动方向转动,带动中间层管件和内层管件所形成的第二腔室内容置的柔性材料随内层管件的转动,从内层管件壁上设置的通孔处往外送线,同轴管件围绕载线件转动时,实现周向的柔性材料缠绕,同时,利用轴向运动驱动装置带动同轴管件沿载线件的轴向运动,在两个驱动装置的协同作用下,可以
精准控制载线件绕线间距,且利用三层结构的同轴管件结构,其占用空间小,无需多个分立的大型设备,提高了空间利用率,尤其适用于狭小空间下的载线件绕线要求。
附图说明
37.为了更清楚地说明本技术实施例或传统技术中的技术方案,下面将对实施例或传统技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
38.图1为一个实施例中缠绕装置的结构示意图;
39.图2为一个实施例中缠绕装置轴向半剖面示意图;
40.图3为一个实施例中缠绕装置的结构示意图;
41.图4为一个实施例中绕线控制方法的流程示意图;
42.图5为一个实施例中绕线控制装置的结构框图;
43.图6为一个实施例中控制器的内部结构框图。
具体实施方式
44.为了便于理解本技术,下面将参照相关附图对本技术进行更全面的描述。附图中给出了本技术的实施例。但是,本技术可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使本技术的公开内容更加透彻全面。
45.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。
46.可以理解,本技术所使用的术语“第一”、“第二”等可在本文中用于描述各种元件,但这些元件不受这些术语限制。这些术语仅用于将第一个元件与另一个元件区分。
47.空间关系术语例如“在...下”、“在...下面”、“下面的”、“在...之下”、“在...之上”、“上面的”等,在这里可以用于描述图中所示的一个元件或特征与其它元件或特征的关系。应当明白,除了图中所示的取向以外,空间关系术语还包括使用和操作中的器件的不同取向。例如,如果附图中的器件翻转,描述为“在其它元件下面”或“在其之下”或“在其下”元件或特征将取向为在其它元件或特征“上”。因此,示例性术语“在...下面”和“在...下”可包括上和下两个取向。此外,器件也可以包括另外地取向(譬如,旋转90度或其它取向),并且在此使用的空间描述语相应地被解释。
48.需要说明的是,当一个元件被认为是“连接”另一个元件时,它可以是直接连接到另一个元件,或者通过居中元件连接另一个元件。此外,以下实施例中的“连接”,如果被连接的对象之间具有电信号或数据的传递,则应理解为“电连接”、“通信连接”等。
49.在此使用时,单数形式的“一”、“一个”和“所述/该”也可以包括复数形式,除非上下文清楚指出另外的方式。还应当理解的是,术语“包括/包含”或“具有”等指定所陈述的特征、整体、步骤、操作、组件、部分或它们的组合的存在,但是不排除存在或添加一个或更多个其他特征、整体、步骤、操作、组件、部分或它们的组合的可能性。
50.正如背景技术,现有技术中的铜线包扎缠绕作业具有工作效率低,工作难度大的
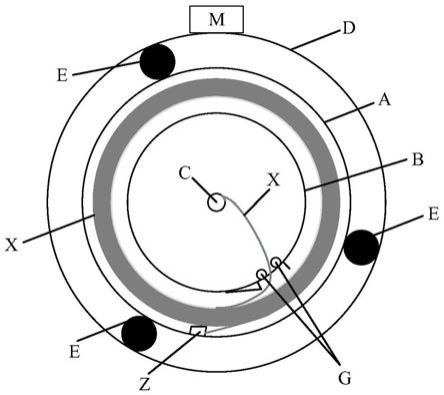
问题,针对上述问题,本发明提供了一种缠绕装置,如图1所示,用于在载线件c上缠绕柔性材料x,缠绕装置包括:三层结构的同轴管件,绕线驱动装置m和轴向运动驱动装置;同轴管件的外层管件d和中间层管件a所形成的第一腔室内设置有转轴e,转轴e分别接触外层管件d的内壁和中间层管件a的外壁;中间层管件a和同轴管件的内层管件b所形成的第二腔室用于容置柔性材料x,柔性材料x的一端固定在中间层管件a内壁上的固定位处;同轴管件套设在载线件c上,柔性材料x的另一端穿过内层管件b上设置的通孔拉至位于内层管件b所形成的第三腔室中的载线件c上;绕线驱动装置m驱动外层管件d转动,使中间层管件a在转轴e驱动下沿第一转动方向转动,以带动柔性材料x缠绕在载线件c上;轴向运动驱动装置的一端用于机械连接外层管件d,用于带动同轴管件沿载线件c的轴向运动。
51.其中,载线件c是指具有硬度、不易变形、能够被柔性材料x包裹的载体,例如可以是丝杆,直杆,具有一定硬度的铜线或者其他曲率较小的线等。该同轴管件是指三个管件的横截面呈同心圆关系。外层管件d的管件半径大于中间层管件a的管件半径,中间层管件a的管件半径大于内层管件b的管件半径,且外层管件d套设在中间层管件a的外部,内层管件b套设在中间层管件a的内内部。柔性材料x是指可改变其绕制形状的材料,例如,电网领域中,对铜线进行绝缘保护时所用的绝缘纸,绝缘丝带或绝缘线等。驱动装置是指能够带动机械件运动的装置,例如,可以是步进电机、伺服电机等,电机输出轴与其驱动的机械件机械连接,电机工作时,通过输出轴带动机械件运动。
52.具体的,在绕线驱动装置m驱动下,外层管件d转动,由于外层管件d和中间管件之间的第一腔室内设置有接触两壁的转轴e,在摩擦力作用下,中间层管件a沿第一转动方向(第一转动方向是指第三腔室内的柔性材料x放线的方向)转动,带动中间层管件a和内层管件b所形成的第二腔室内容置的柔性材料x随内层管件b的转动,从内层管件b壁上设置的通孔处往外送线,同轴管件围绕载线件c转动时,实现周向的柔性材料x缠绕,同时,利用轴向运动驱动装置带动同轴管件沿载线件c的轴向运动,在两个驱动装置的协同作用下,可以精准控制载线件c绕线间距,且利用三层结构的同轴管件结构,通过内向缠绕,占用空间小,无需多个分立的大型设备,提高了空间利用率,尤其适用于狭小空间下的载线件c绕线要求。相对于现有缠绕工具整体工作直径小,避免了复杂安装以及转动惯量大以及重心不重合带来的强烈抖动等不利因素,转动惯量小,运行稳定,对组成材料结构的强度要求低。
53.其中,中间层管件a和内层管件b可相对固定设置,例如,可通过机械连接件直接连接,在转轴e作用下,内层管件b和中间层管件a整体相对于载线件c转动,实现缠线。
54.在其中一个实施例中,该缠绕装置还包括通信模块,该通信模块用于连接输入设备,所述通信模块还分别连接所述绕线驱动装置m和轴向运动驱动装置。通过通信模块,该绕线驱动装置m和轴向运动驱动装置可以接收输入设备提供的预设绕线间距,从而指导绕线驱动装置m和轴向运动驱动装置这二者的输出信号,实现绕线间距的精准控制。其中,该通信模块可以是蓝牙模块和gprs通信模块等。
55.在其中一个实施例中,所述外层管件d包括第一卡扣,所述中间层管件a包括第二卡扣,所述内层管件b包括第三卡扣;通过所述卡扣将所述同轴管件开合夹到所述载线件c上。通过上述卡扣结构的组合,实际作业时,可以通过将各卡扣打开,通过卡扣处的缺口将同轴管件夹在载线件c上,然后闭合上述各卡扣,再闭合卡扣,操作简单安全,卡扣闭合后可进行柔性材料x填料,以便执行上述实施例中所述的缠绕实现方案。各驱动装置均可通过无
线通信去控制或者拉线后通过外设进行控制,避免人员长时间高处作业,达到提高工作效率,提高工作质量的目的。
56.考虑到填料的便捷性需求,在其中一个实施例中,所述第三卡扣靠近所述固定位设置。通过打开第三卡扣,可以从第三卡扣开口处快速将待上料的柔性材料x的一端固定在该固定位上。其中,在其中一个实施方式中,该固定位上设置有固定件,用于固定该柔性材料x。例如该固定件可以选用卡扣结构或者固定柱,通过将柔性材料x打死结的方式固定在该固定注上,可实现柔性材料x的固定,在绕线驱动装置m驱动下,中间层管件a沿第二转动方向转动,柔性材料x可以通过上述通孔不停向第三腔室内填料。该第二转动方向是指与柔性材料x放线方向相反的转动方向。
57.在其中一个实施例中,所述转轴e为多个,且所述转轴e呈行星轮结构分布在所述第一腔室内。中间层管件a和外层管件d间设置转轴e,可实现机械传动,呈行星轮结构分布,可使两层管件各处所受摩擦力均衡,使得该转动控制更加稳定和可靠,也可以避免由于中间层管件a和外层管件d同轴关系遭破坏导致柔性材料x缠绕的张力大小产生大范围内的波动,影响绕线效果。
58.避免内层管件b通孔处的壁太薄,与柔性材料x摩擦导致柔性材料x损坏或断裂,在其中一个实施例中,缠绕装置还包括:机械传导件g,所述机械传导件g设置在所述通孔位置,用于约束所述柔性材料x的传输方向和张力。例如可以采用辊轮。通过合理设置机械传导件g的位置,可以保证柔性材料x以均衡的张力缠绕在载线件c上,保证缠绕效果。
59.在其中一个实施例中,所述机械传导件g包括与所述中间层管件的轴平行的辊轮。采用轴平行的辊轮,可以保证在内层管件b轴向的各个位置,均可以保证柔性材料x的出线张力稳定性。
60.在其中一个实施例中,所述辊轮为两个,且设置在所述通孔的两侧,使所述柔性材料x从两个辊轮中间穿过。
61.在其中一个实施例中,如图1所示,该通孔位置对应设置有第四卡扣z,第四卡扣z打开,可以进行填料和放线缠绕。当不需要使用上述缠绕装置时,可以将第四卡扣z闭合,以更好地存储第二腔室内剩余的柔性材料x。
62.在其中一个实施例中,缠绕装置还包括:填料驱动装置,与所述内层管件b机械连接,用于在将待填料的柔性材料x的一端固定在所述固定位后,驱动所述内层管件b沿第二转动方向转动进行填料;所述第二转动方向与所述第一转动方向相反。
63.在其中一个实施例中,绕线驱动装置m在轴向运动驱动装置开始工作前的预缠绕时间段内,驱动所述外层管件d转动,使容置在所述第二腔室内的柔性材料x对载线件c进行预缠绕。通过该预缠绕控制,可将柔性材料x未固定在固定位的那端固定在载线件c上,后续绕线驱动装置m和轴向运动驱动装置一起工作时,柔性材料x可以稳定地按照预设绕线间距绕制在载线件c上。
64.为了进一步提高整个缠绕过程的控制可靠性和精度,避免出现缠绕过快、过慢或卡涩的情况,应当约束柔性材料x实际缠绕的角速度。所以,在其中一个实施例中,缠绕装置还包括转速检测传感器,所述转速检测传感器t用于检测所述柔性材料x缠绕载线件c的实际转速,并发送所述实际转速至所述绕线驱动装置m。然后绕线驱动装置m根据检测的实际转速,若判断满足预设的绕线间距要求,则维持当前各驱动装置的工作参数不变。否则,则
调整各驱动装置的工作参数,以降低或增高各驱动装置的转速,使调节后的绕线间距满足要求。另外,在每次根据实际转速计算出的实际绕线间距不满足预设绕线间距要求时,则存储的误差次数加一,当检测到误差次数大于预设寄存错误次数时,则可能是由于上述驱动装置的转速设置范围不合理,导致的卡涩等问题,此时通过降低或增高绕线驱动装置m或轴向运动驱动装置的转速,来满足预设绕线间距要求。转速检测传感器可以是红外探测器等。
65.驱动装置中具有控制功能的部件还用于当检测到误差次数大于预设寄存错误次数时,发送告警信号,告警信号用于指示各驱动装置停止转动,且用于上报误差次数至用户终端,例如,用户终端可以是手机等。告警信号还可以用于触发报警器工作,例如报警器可以是声光报警器,该声光报警器设置在外层管件d的外壁上。
66.在其中一个实施例中,上述缠绕装置还包括下述实施例中所讲的控制器,可以通过该控制器控制本技术实施例中驱动装置的工作状态,以实现填料控制,预缠绕控制、绕线间距控制和根据反馈的实际转速调节各驱动装置工作状态等控制过程。当然,该控制器也可以是由各驱动装置内部具有控制功能的部件组成的综合体,所以该控制器可以是独立的设备,也可以是指分立设置在各驱动装置内部的控制部件所组成的模组。当控制器指分立设置在各驱动装置内部的控制部件时,上述驱动装置执行的判断,处理步骤均由该控制部件实现。然后该控制部件控制各驱动装置内部的电机的转速和转动方向,来实现上述控制。
67.该控制器还可以接收输入设备下发的中断信号,在接收到中断信号时,控制各驱动装置停机。
68.为了更好地说明本技术方案的实现过程,此处举一个具体实施例进行说明。如图2所示的缠绕装置截面示意图,d为空间固定的外层管件,m为绕线驱动装置,三个自由转轴e呈三角形分布构成行星轮结构,使得中间层管件a可被m驱动转动,中间层管件a的内壁可有固定丝线一端的能力,内层管件b带有卡口可自由转动且受中间层管件a成型件约束同轴,丝线通过内层管件b上的卡口z进入第三腔室,对载线件c进行缠绕,图示各层管件均设置有卡扣z,方便拆卸。使用前通过各卡扣z解除所有管件,将内层管件b扣合并填充丝带至中间层管件a、内层管件b间,完成后将末端固定在中间层管件a上扣合中间层管件a,最后套合外层管件d,完成组装。即通过卡扣的开合可将同轴管件装置开合夹到直杆上。
69.如图3所示的缠绕装置等效关系示意图,轴向运动驱动装置l带动同轴管件沿杆运动,可以沿杆的两个方向运动,具体根据实际应用场景作以选择。t为转速检测传感器,用于检测柔性材料实际缠绕的速度。将l的移动速度与驱动电机的转速配合实现柔性材料按预设绕线间距绕线或进行定点缠绕(如上述实施例中所述的预缠绕过程)。
70.通过装置内层管件b自身在该缠绕装置外部加电完成旋转动作进行最大填料准备工作。填料后,轴向运动驱动装置(例如可以是一种爬爪结构,利用爬爪实现沿杆运动)工作带动同轴管件沿杆运动,通过外层管件d所连接的绕线驱动装置达成内层管件b的从动缠绕,通过单片机等控制器,计算不同预设绕线间隔下轴向运动以及绕线驱动装置的运动配合要求,以计算结果去控制轴向运动驱动装置和绕线驱动装置,从而实现不同绕线间距的要求。此外,还可以通过控制机械传导件的状态,对压紧力调整,从而完成柔性材料绕制松紧的控制。该缠绕装置体积小型适用于狭小空间,且不需要其他支撑工件,可以任意选择行进方向。
71.缠绕工作效率其中,r3为载线件c的半径,r2为载线件c到内层管件b的截面半径,r1为载线件c到中间层管件a的截面半径,ω1为管件a和b同步转动的角速度,ω2为载线件c的缠绕实际角速度,随着缠绕半径增加,工作效率会一定程度上降低。
72.另一方面,提供一种绕线控制方法,如图4所示,应用于上述如图1
‑
3中所示的缠绕装置,关于该缠绕装置可参见上述实施例中的描述来理解,在此不做赘述。提供的绕线控制方法包括:
73.s200:配置所述载线件的绕线间距;
74.s400:根据所述绕线间距,控制所述绕线驱动装置驱动所述外层管件转动的转速和所述轴向运动驱动装置带动所述同轴管件沿所述载线件的轴向运动的速度,使所述柔性材料在所述载线件上以所述绕线间距缠绕。
75.配置绕线间距的实现,可以通过输入设备去执行,也可以通过具有数据存储和数据读取能力的控制器去执行。同上述实施例中所述,在上述缠绕装置的结构下,利用两个可控制不同运动方向的驱动装置,通过协调绕线驱动装置和轴向运动驱动装置的运动速度和运动方向,可实现沿载线件轴向上的、按绕线间距绕线的控制。可实现绕线间距的精准控制。绕线间距是指沿载线件轴向方向的一根直线上分布的相邻两圈绕线的中间间的距离。
76.在其中一个实施例中,步骤s400之前还包括步骤:
77.s300:在轴向运动驱动装置开始工作前的预缠绕时间段内,驱动所述外层管件转动,使容置在所述第二腔室内的柔性材料对载线件进行预缠绕。预设缠绕时间段可以是用户设置的一个时间或者同轴管件转动预设圈数所花的时间。例如,预设缠绕时间可以是用户设置的3秒,也可以是同轴管件转动3圈所花的时间。如上述装置实施例中描述,通过预缠绕,可以保证在后续绕制过程中,绕线间距的精准度和绕线效果。
78.在其中一个实施例中,所述缠绕装置还包括填料驱动装置,所述填料驱动装置与所述内层管件机械连接;
79.在所述根据所述绕线间距,控制所述绕线驱动装置驱动所述外层管件转动的转速和所述轴向运动驱动装置带动所述同轴管件沿所述载线件的轴向运动的速度的步骤s400之前还包括:
80.s100:将待填料的柔性材料的一端固定在所述固定位后,控制所述填料驱动装置驱动所述内层管件沿第二转动方向转动进行填料;
81.所述第二转动方向与所述第一转动方向相反。
82.如上述缠绕装置实施例中所述,基于上述缠绕装置的硬件结构下,通过控制内层管件沿第二转动方向转动,带动待填料的柔性材料随内层管件转动而缠绕在第二腔室中,实现填料控制。进行对载线件绕线操作时,通过绕线驱动装置间接驱动内层管件沿第二转动方向转动,实现放线,使柔性材料可随之转动缠绕在载线件上。
83.在其中一个实施例中,所述缠绕装置还包括转速检测传感器,所述转速检测传感器用于检测所述柔性材料缠绕载线件的实际转速;
84.为了进一步提高控制精度和控制结果可靠性,该绕线控制方法还包括:
85.s500:获取所述实际转速,并在判定所述实际转速和当前所述同轴管件沿轴向运动的速度下,不能满足所述绕线间距绕制要求时,调节当前同轴管件的转速,使其与轴向运
动速度配合,满足绕线间距设置要求地进行缠绕。
86.在其中一个实施例中,在判定所述实际转速和当前所述同轴管件沿轴向运动的速度下,不能满足所述绕线间距绕制要求时,调节当前同轴管件的转速,使其与轴向运动速度配合,满足绕线间距设置要求地进行缠绕的步骤s500包括:
87.在每次根据实际转速计算出的实际绕线间距;
88.若判定所述实际绕线间距不满足预设绕线间距,则根据实际绕线间距与预设绕线间距的差值,降低或增高各驱动装置(轴向运动驱动装置和/或绕线驱动装置)的转速,使调节后的绕线间距满足要求。
89.例如,当实际绕线间距大于预设绕线间距,可以在保持绕线驱动装置当前工作状态的情况下,减小轴向运动驱动装置的转速,使同轴管件沿载线件轴向运动的速度减小,从而减小实际绕线间距,使其趋于预设绕线间距。例如当实际绕线间距大于预设绕线间距,还可以在保持轴向运动驱动装置的转速不变情况下,增高绕线驱动装置的转速,以加快单圈绕线速度,从而减小绕线间距,使实际绕线间距趋于预设绕线间距。当然,在判定实际绕线间距大于预设绕线间距时,也可以在减小轴向运动驱动装置的转速的同时,增高绕线驱动装置的转速,从而更快地调节实际绕线间距趋于预设绕线间距,使实际绕线间距稳定在预设绕线间距左右。
90.对于判定实际绕线间距小于预设绕线间距情况下的控制,则与上述举例中对各驱动装置的调节方向刚好相反,在此不做赘述。
91.在其中一个实施例中,绕线控制方法还包括步骤:
92.s600:在每次判定实际绕线间距不满足预设绕线间距要求时,则将存储的误差次数加一;并在检测到误差次数大于预设寄存错误次数时,降低或增高各驱动装置的转速,来满足预设绕线间距要求。当多次出现误差时,则可能是由于上述驱动装置的转速设置范围不合理,导致的卡涩等问题,此时可以触发转速调节的步骤,如上述实施例中所述,通过协调绕线驱动装置和轴向运动驱动装置的转速,使实际绕线间距稳定在预设绕线间距。
93.在其中一个实施例中,绕线控制方法还包括步骤:
94.s700:在判定实际绕线间距不满足预设绕线间距要求时,发送告警信号。该告警信号用于指示报警器报警和/或用于指示各驱动装置停机。
95.在其中一个实施例中,绕线控制方法还包括步骤:
96.s800:当检测到误差次数大于预设寄存错误次数时,发送告警信号。例如,可以指示各驱动装置停止转动,且上报误差次数至用户终端,例如,用户终端可以是手机等。告警信号还可以用于触发报警器工作,例如报警器可以是声光报警器,该声光报警器设置在外层管件的外壁上。
97.在其中一个实施例中,绕线控制方法还包括步骤:
98.s900:当检测到中断信号,则发送停机告警信号,所述停机告警信号用于指示各驱动装置停机,且用于指示报警器执行报警动作。报警动作可以是上述实施例中所述的声光报警器工作等。
99.在其中一个实施例中,该缠绕装置还包括通信模块,该通信模块用于连接输入设备,所述通信模块还分别连接所述绕线驱动装置和轴向运动驱动装置。
100.配置所述载线件的绕线间距的步骤s200包括:
101.通过通信模块配置所述载线件的绕线间距。以指导绕线驱动装置和轴向运动驱动装置这二者的输出信号,实现绕线间距的精准控制。其中,该通信模块可以是蓝牙模块和gprs通信模块等。
102.在其中一个实施例中,绕线控制方法还包括步骤:
103.控制上述机械传导件中的辊轮转速,以调节通孔与载线件之间的柔性材料的张力。以此调节载线件绕线缠绕的松紧度。
104.应该理解的是,虽然图4的流程图中的各个步骤按照箭头的指示依次显示,但是这些步骤并不是必然按照箭头指示的顺序依次执行。除非本文中有明确的说明,这些步骤的执行并没有严格的顺序限制,这些步骤可以以其它的顺序执行。而且,图4中的至少一部分步骤可以包括多个步骤或者多个阶段,这些步骤或者阶段并不必然是在同一时刻执行完成,而是可以在不同的时刻执行,这些步骤或者阶段的执行顺序也不必然是依次进行,而是可以与其它步骤或者其它步骤中的步骤或者阶段的至少一部分轮流或者交替地执行。
105.一种绕线控制装置,应用于上述缠绕装置,如图5所示,绕线控制装置包括:
106.绕线间距配置模块200,用于配置所述载线件的绕线间距;
107.绕线执行模块400,用于根据所述绕线间距,控制所述绕线驱动装置驱动所述外层管件转动的转速和所述轴向运动驱动装置带动所述同轴管件沿所述载线件的轴向运动的速度,使所述柔性材料在所述载线件上以所述绕线间距缠绕。
108.在其中一个实施例中,绕线控制装置还包括:
109.预缠绕执行模块300,用于在轴向运动驱动装置开始工作前的预缠绕时间段内,驱动所述外层管件转动,使容置在所述第二腔室内的柔性材料对载线件进行预缠绕。
110.在其中一个实施例中,绕线控制装置还包括:
111.预填料执行模块100,用于将待填料的柔性材料的一端固定在所述固定位后,控制所述填料驱动装置驱动所述内层管件沿第二转动方向转动进行填料;
112.所述第二转动方向与所述第一转动方向相反
113.在其中一个实施例中,绕线控制装置还包括:
114.调速模块500,用于获取所述实际转速,并在判定所述实际转速和当前所述同轴管件沿轴向运动的速度下,不能满足所述绕线间距绕制要求时,调节当前同轴管件的转速,使其与轴向运动速度配合,满足绕线间距设置要求地进行缠绕。
115.在其中一个实施例中,调速模块500包括:
116.实际绕线间距计算单元,用于在每次根据实际转速计算出的实际绕线间距;
117.转速调节单元,用于在判定所述实际绕线间距不满足预设绕线间距时,根据实际绕线间距与预设绕线间距的差值,降低或增高各驱动装置(轴向运动驱动装置和/或绕线驱动装置)的转速,使调节后的绕线间距满足要求。
118.在其中一个实施例中,绕线控制装置还包括:
119.误差统计及调速模块600,用于在每次判定实际绕线间距不满足预设绕线间距要求时,则将存储的误差次数加一;并在检测到误差次数大于预设寄存错误次数时,降低或增高各驱动装置的转速,来满足预设绕线间距要求。
120.在其中一个实施例中,绕线控制装置还包括:
121.绕线间距偏差告警模块700,用于在判定实际绕线间距不满足预设绕线间距要求
时,发送告警信号。该告警信号用于指示报警器报警和/或用于指示各驱动装置停机。
122.在其中一个实施例中,绕线控制装置还包括:
123.多次误差告警模块800,用于当检测到误差次数大于预设寄存错误次数时,发送告警信号。
124.在其中一个实施例中,绕线控制装置还包括:
125.中断执行和告警模块900,用于当检测到中断信号时,发送停机告警信号,所述停机告警信号用于指示各驱动装置停机,且用于指示报警器执行报警动作。
126.本技术实施例提供的绕线配置模块中的功能单元和模块,还能够执行上述方法实施例中的其他步骤,以实现相应的有益效果,在此不做赘述。关于绕线控制装置的具体限定可以参见上文中对于绕线控制方法的限定,在此不再赘述。上述绕线装置中的各个模块可全部或部分通过软件、硬件及其组合来实现。上述各模块可以硬件形式内嵌于或独立于控制器中的处理器中,也可以以软件形式存储于控制器中的存储器中,以便于处理器调用执行以上各个模块对应的操作。需要说明的是,本技术实施例中对模块的划分是示意性的,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式。
127.在一个实施例中,提供了一种控制器,该控制器可以是终端,其内部结构图可以如图y所示。该控制器包括通过系统总线连接的处理器、存储器、通信接口、显示屏和输入装置。其中,该控制器的处理器用于提供计算和控制能力。该控制器的存储器包括非易失性存储介质、内存储器。该非易失性存储介质存储有操作系统和计算机程序。该内存储器为非易失性存储介质中的操作系统和计算机程序的运行提供环境。该控制器的通信接口用于与外部的终端进行有线或无线方式的通信,无线方式可通过wifi、运营商网络、nfc(近场通信)或其他技术实现。该计算机程序被处理器执行时以实现一种绕线控制方法。该控制器的显示屏可以是液晶显示屏或者电子墨水显示屏,该控制器的输入装置可以是显示屏上覆盖的触摸层,也可以是控制器外壳上设置的按键、轨迹球或触控板,也可以利用外部输入设备,例如独立键盘实现预设绕制间隔的配置,例如,可以是外接的键盘、触控板或鼠标等。便捷的,该控制器还可以是手机、平板等,通过手机平板等便携式终端,通过通信模块向上述驱动装置发送命令,指导驱动装置的工作,使得缠绕装置按照预设的绕线间距绕线。
128.本领域技术人员可以理解,图y中示出的结构,仅仅是与本技术方案相关的部分结构的框图,并不构成对本技术方案所应用于其上的控制器的限定,具体的控制器可以包括比图中所示更多或更少的部件,或者组合某些部件,或者具有不同的部件布置。
129.在一个实施例中,提供了一种控制器,包括存储器和处理器,存储器中存储有计算机程序,该处理器执行计算机程序时实现以下步骤:
130.s200:配置所述载线件的绕线间距;
131.s400:根据所述绕线间距,控制所述绕线驱动装置驱动所述外层管件转动的转速和所述轴向运动驱动装置带动所述同轴管件沿所述载线件的轴向运动的速度,使所述柔性材料在所述载线件上以所述绕线间距缠绕。
132.该控制器还可以执行上述其他方法实施例中的步骤,并实现对应的有益效果,在此不做赘述。
133.在一个实施例中,提供了一种计算机可读存储介质,其上存储有计算机程序,计算机程序被处理器执行时实现以下步骤:
134.s200:配置所述载线件的绕线间距;
135.s400:根据所述绕线间距,控制所述绕线驱动装置驱动所述外层管件转动的转速和所述轴向运动驱动装置带动所述同轴管件沿所述载线件的轴向运动的速度,使所述柔性材料在所述载线件上以所述绕线间距缠绕。
136.本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,是可以通过计算机程序来指令相关的硬件来完成,所述的计算机程序可存储于一非易失性计算机可读取存储介质中,该计算机程序在执行时,可包括如上述各方法的实施例的流程。其中,本技术所提供的各实施例中所使用的对存储器、存储、数据库或其它介质的任何引用,均可包括非易失性和易失性存储器中的至少一种。非易失性存储器可包括只读存储器(read
‑
only memory,rom)、磁带、软盘、闪存或光存储器等。易失性存储器可包括随机存取存储器(random access memory,ram)或外部高速缓冲存储器。作为说明而非局限,ram可以是多种形式,比如静态随机存取存储器(static random access memory,sram)或动态随机存取存储器(dynamic random access memory,dram)等。
137.在本说明书的描述中,参考术语“具体实施例”、“在其中一个实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特征包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性描述不一定指的是相同的实施例或示例。
138.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
139.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。