1.本发明属于超导应用领域,具体涉及一种高温超导磁体及其绕制方法。
背景技术:
2.高温超导电机指的是用高温超导线圈取代常规铜线圈的新型同步电机,由于现有高温超导材料在磁场下交流损耗较大,高温超导电机通常采用超导励磁转子和常规定子铜绕组的拓扑结构。
3.高温超导磁体作为高温超导电机实现机电能量转换的主要部件,由支撑部件和超导线圈组成,超导线圈采用扁平而细长的高温超导带材按跑道形状绕制而成,支撑部件通常采用无氧铜、铝合金或不锈钢等不导磁或弱导磁金属材料机加工而成,起到安装固定超导线圈的作用。
4.现有技术中,有多种高温超导磁体的结构。大部分高温超导磁体由多个单饼或多个双饼组装而成,采用传导冷却的方式,其安装固定于转子低温容器上,工作温度为深低温(27k
‑
35k)。在运行工况下,一方面由于材料导热系数和界面接触热阻的差异,在磁体内部不可避免地存在温度梯度,若温度梯度较大,则超导磁体在低温环境中会产生较大的热应力;另一方面当超导线圈匝数较多时,低温环境致使超导线圈冷收缩,进而导致内匝超导带材热应力与外匝超导带材热应力存在较大的差异,引起超导线圈内部热应力分布极不均匀,进而不能充分利用每匝超导带材的强度。
5.基于此,提出一种高温超导磁体,既能减小磁体内部温差,又能充分利用每匝超导带材的强度,实现超导磁体等应力设计。
技术实现要素:
6.本发明的目的之一在于克服现有技术的不足,从超导磁体拓扑结构优化入手,考虑制备方法,提供一种性能更优的高温超导磁体。
7.本发明解决其技术问题所采用的技术方案是:一种高温超导磁体,由磁体下底板、磁体上盖板以及安装在磁体下底板和磁体上盖板之间的超导线圈和m个隔块组成,m≥1,所述的磁体下底板由中央开孔的下底板本体和设置在边缘处并与中央开孔同心的下底板凸台构成,所述的磁体上盖板由中央开孔的上盖板本体和设置在边缘处并与中央开孔同心的上盖板凸台构成,所述的隔块为带缺口的环形结构,通过螺钉和销分别与磁体上盖板和磁体下底板连接在一起,所述的缺口内填充绝缘材料,所述的超导线圈由一个或两个子超导线圈组成,所述的子超导线圈由n个单饼线圈组成,n≥2,相邻两个单饼线圈之间设置一个隔块,并由穿过所述缺口的超导带材串联成一体。
8.所述的一种高温超导磁体,其磁体上盖板和磁体下底板结构形式为l形截面的环形跑道形板或圆形板,由不锈钢板、铝合金板、钛合金板或铜板加工而成。
9.所述的一种高温超导磁体,其隔块结构形式为环形跑道形板或圆形板,由不锈钢板、铝合金板、钛合金板或铜板加工而成。
10.本发明的目的之二是提供一种高温超导磁体的制备方法,超导线圈由一个子超导线圈组成,而每个子超导线圈含m 1个单饼线圈时,其制备方法步骤为:步骤1,机加工完成磁体上盖板、磁体下底板以及m个不同内径的隔块,清洗干净各部件表面油污及灰尘等;步骤2,将m个隔块安装于磁体下底板上,配钻销孔,做好标记;步骤3,将磁体上盖板安装固定于装配有隔块的磁体下底板上,配钻销孔,做好标记;步骤4,拆除磁体上盖板、磁体下底板以及m个隔块,再次清洗干净各部件表面油污及灰尘等;步骤5,依据设计调节好缠绕张力值及由内层至外层逐层递减的加载方式,于下底板凸台上绕制超导线圈的第一个单饼线圈,绕制完成后,将第一个隔块通过螺钉和销安装固定于磁体下底板上;步骤6,将超导线圈的第一个单饼线圈的超导带材穿过第一个隔块的缺口,调节缠绕张力及加载方式与步骤5中一致,然后于第一个隔块上绕制第二个单饼线圈;步骤7,安装固定第二个隔块,将第二个单饼线圈的超导带材穿过第二个隔块的缺口,调节缠绕张力及加载方式与步骤5中一致,然后于第二个隔块上绕制第三个单饼线圈,依次共安装m个隔块,并共绕制m 1个单饼线圈,进而完成超导线圈的绕制;步骤8,于m个隔块的缺口内填充玻璃纤维或无纺布等绝缘材料,注意不要损坏超导带材;步骤9,将磁体上盖板通过螺钉和销安装固定于绕制有超导线圈的磁体下底板上,真空浸渍或石蜡封装后即为超导磁体。
11.本发明的目的之三是提供一种高温超导磁体的制备方法,超导线圈由两个子超导线圈组成,而每个子超导线圈含m 1个单饼线圈时,其制备方法步骤为:步骤1,机加工完成磁体上盖板、磁体下底板以及2m个不同内径的隔块,清洗干净各部件表面油污及灰尘等;步骤2,将m个隔块安装于磁体下底板上,配钻销孔,做好标记;步骤3,将剩余m个隔块通过螺钉和销安装固定于步骤2中的m个隔块上,并将缺口错位布置;步骤4,将磁体上盖板安装固定于装配有2m个隔块的磁体下底板上,配钻销孔,做好标记;步骤5,拆除磁体上盖板、磁体下底板以及2m个隔块,再次清洗干净各部件表面油污及灰尘等;步骤6,依据设计调节好缠绕张力值及由内层至外层逐层递减的加载方式,于下底板凸台上绕制第一个子超导线圈的第一个单饼线圈,绕制完成后,将第一个隔块通过螺钉和销安装固定于磁体下底板上;步骤7,将第一个子超导线圈的第一个单饼线圈的超导带材穿过第一个隔块的缺口,调节缠绕张力及加载方式与步骤6中一致,然后于第一个隔块上绕制第二个单饼线圈;步骤8,安装固定第二个隔块,将第二个单饼线圈的超导带材穿过第二个隔块的缺口,调节缠绕张力及加载方式与步骤6中一致,然后于第二个隔块上绕制第三个单饼线圈,
依次共安装m个隔块,并共绕制m 1个单饼线圈,进而完成第一个子超导线圈的绕制;步骤9,于m个隔块的缺口内填充玻璃纤维或无纺布等绝缘材料,注意不要损坏超导带材;步骤10,调节缠绕张力及加载方式与步骤6中一致,于下底板凸台上绕制第二个子超导线圈的第一个单饼线圈,绕制完成后,将第m 1个隔块通过螺钉和销安装固定于第一个隔块上,其中第m 1个隔块的缺口与第一个隔块的缺口错位布置;步骤11,将第二个子超导线圈的第一个单饼线圈的超导带材穿过第m 1隔块的缺口,调节缠绕张力及加载方式与步骤6中一致,然后于第m 1隔块上绕制第二个子超导线圈的第二个单饼线圈;步骤12,安装固定第m 2个隔块,将第二个单饼线圈的超导带材穿过第m 2个隔块的缺口,调节缠绕张力及加载方式与步骤6中一致,然后于第m 2个隔块上绕制第三个单饼线圈,依次共安装m个隔块,并共绕制m 1个单饼线圈,进而完成第二个子超导线圈的绕制;步骤13,于m个隔块的缺口内填充玻璃纤维或无纺布等绝缘材料,注意不要损坏超导带材;步骤14,将磁体上盖板通过螺钉和销安装固定于绕制有超导线圈的磁体下底板上,真空浸渍或石蜡封装后即为超导磁体。
12.本发明的技术效果为:首先,本发明子超导线圈的单饼线圈被隔块隔开,作为一个独立单元在结构上与其它超导磁体是分开的。对于采用传导冷却的高温超导磁体而言,制冷机的冷量首先冷却磁体下底板和磁体上盖板,然后传导冷却整个超导线圈,当子超导线圈m个单饼线圈直接相连时,由于匝数较多,制冷机冷量主要通过超导带材窄边传导冷却整个超导线圈,此外由于材料导热系数和界面接触热阻的差异而在超导线圈内部存在较大温度梯度。与子超导线圈m个单饼线圈直接相连的方案对比,本发明在超导线圈内置隔块相当于超导线圈内置了一个冷源,改善了超导磁体内部温度分布,减小了磁体内部温差。
13.此外,在运行工况下,当超导线圈匝数较多(即尺寸较大)时,因低温环境致使超导线圈冷收缩量也较大。当子超导线圈m个单饼线圈直接相连时,由于结构件的约束,较大冷收缩量将会导致内匝超导带材热应力与外匝超导带材热应力存在较大的差异,引起超导线圈内部热应力分布极不均匀,而过大的局部热应力会引起局部失超,进而引起超导磁体整体失效。与子超导线圈m个单饼线圈直接相连的方案对比,本发明超导线圈内置隔块相当于把大尺寸超导线圈分割成多个小尺寸超导线圈,在存在结构件约束的情况下,小尺寸意味着低冷收缩量,低冷收缩量意味着低收缩应力,进而降低超导线圈整体的热应力。
14.最后,在绕制超导线圈时,为了降低内匝线圈的压应力,缠绕张力由内层至外层逐层递减,当匝数较多时,其内外层缠绕张力存在较大差异,致使内外层因缠绕张力所致的绕制预应力也存在较大差异。而本专利申请超导线圈内置隔块相当于把大尺寸超导线圈分割成多个小尺寸超导线圈,每个小尺寸超导线圈的缠绕张力均可采用由大至小逐层递减的方式,这样整个超导磁体的缠绕张力呈现锯齿形(大
→
小
→
大
→
小
…
),这样便可实现超导线圈等应力设计,进而充分利用每匝超导带材的强度。
附图说明
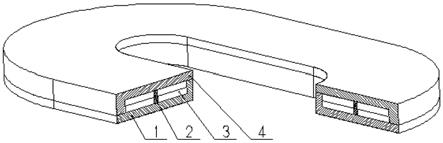
15.图1为本发明的结构示意图;图2为本发明磁体下底板的结构示意图;图3为本发明隔块的安装示意图;图4为本发明隔块的结构示意图;图5为本发明磁体上盖板与超导线圈的结构示意图;图6为本发明子超导线圈结构示意图;图7为本发明子超导线圈与隔块的安装示意图;图8为本发明上盖板的结构示意图。
16.各附图标记为:1—磁体下底板,11—下底板本体,12—下底板凸台,2—隔块,21—下隔块,22—上隔块,211/221—隔块本体,212/222—缺口,3—超导线圈,31—第一子超导线圈,311/312/321/322—单饼线圈,313/323—超导带材,32—第二子超导线圈,4—磁体上盖板,41—上盖板本体,42—上盖板凸台。
具体实施方式
17.结合附图和实施例对动态加密通信系统的实施方式描述如下:下面结合附图对本发明作进一步详细说明。
18.参照图1、图2所示,本发明公开了一种高温超导磁体,包括超导线圈3、磁体上盖板4、磁体下底板1以及m个隔块2,其中m≥1,其中磁体下底板1由中央开孔的下底板本体11和设置在下底板本体11边缘处并与中央开孔同心的下底板凸台12构成,磁体上盖板4由中央开孔的上盖板本体41和设置在上盖板本体41边缘处并与中央开孔同心的上盖板凸台42构成,隔块2为为带缺口的环形结构,通过螺钉和销分别与磁体上盖板4和磁体下底板1连接在一起,所述的缺口内填充绝缘材料,超导线圈3由一个或多个子超导线圈组成,两个或两个以上的子超导线圈通过超导带材串联成一体,每个子超导线圈由n个单饼线圈组成,其中n≥2,n个单饼线圈之间用隔块2隔开,并由穿过隔块2上缺口的超导带材串联成一体。
19.实施例1参照图1至图8所示为本发明的一个基本实施例。
20.本发明公开的一种高温超导磁体,由超导线圈3、磁体上盖板4、磁体下底板1以及上下排列的下隔块21和上隔块22组成,所述的超导线圈3由两个子超导线圈组成,如图5所示的第一子超导线圈31和第二子超导线圈32,通过超导带材串联成一体,其中第一子超导线圈31由单饼线圈311和单饼线圈312组成,通过下隔块21隔开,并由穿过缺口212的超导带材313串联成一体,第二子超导线圈32由单饼线圈321和单饼线圈322组成,通过上隔块22隔开,并由穿过缺口222的超导带材323串联成一体,如图3、图4、图5、图6所示,所述下隔块21和上隔块22通过螺钉和销分别与磁体上盖板4和磁体下底板1连接在一起,所述磁体上盖板4以及磁体下底板1结构形式为l形截面的跑道形板,由不锈钢板加工而成,所述下隔块21/上隔块22分别由带缺口212/缺口222的跑道形隔块本体211/隔块本体221构成,为不锈钢板加工而成。
21.实施例2本发明公开的一种高温超导磁体的制备方法,超导线圈由一个子超导线圈组成,
而每个子超导线圈含m 1个单饼线圈时,其制备方法步骤为:步骤1,机加工完成磁体上盖板4、磁体下底板1以及m个不同内径的隔块2,清洗干净各部件表面油污及灰尘等。
22.步骤2,将m个隔块2安装于磁体下底板1上,配钻销孔,做好标记。
23.步骤3,将磁体上盖板4安装固定于装配有隔块2的磁体下底板1上,配钻销孔,做好标记。
24.步骤4,拆除磁体上盖板4、磁体下底板1以及m个隔块2,再次清洗干净各部件表面油污及灰尘等。
25.步骤5,依据设计调节好缠绕张力值及由内层至外层逐层递减的加载方式,于下底板凸台12上绕制超导线圈的第一个单饼线圈,绕制完成后,将第一个隔块通过螺钉和销安装固定于磁体下底板1上。
26.步骤6,将超导线圈的第一个单饼线圈的超导带材穿过第一个隔块的缺口,调节缠绕张力及加载方式与步骤5中一致,然后于第一个隔块上绕制第二个单饼线圈;步骤7,安装固定第二个隔块,将第二个单饼线圈的超导带材穿过第二个隔块的缺口,调节缠绕张力及加载方式与步骤5中一致,然后于第二个隔块上绕制第三个单饼线圈,依次共安装m个隔块,并共绕制m 1个单饼线圈,进而完成超导线圈的绕制;步骤8,于m个隔块的缺口内填充玻璃纤维或无纺布等绝缘材料,注意不要损坏超导带材。
27.步骤9,将磁体上盖板4通过螺钉和销安装固定于绕制有超导线圈的磁体下底板上,真空浸渍或石蜡封装后即为超导磁体。
28.实施例3本发明公开的一种高温超导磁体的制备方法,步骤为:步骤1,机加工完成磁体上盖板4、磁体下底板1以及下隔块21、上隔块22,清洗干净各部件表面油污及灰尘等。
29.步骤2,将下隔块21和上隔块22安装于磁体下底板1上,配钻销孔,做好标记。
30.步骤3,将磁体上盖板4安装固定于装配有下隔块21、上隔块22的磁体下底板1上,配钻销孔,做好标记。
31.步骤4,拆除磁体上盖板4、磁体下底板1以及下隔块21、上隔块22,再次清洗干净各部件表面油污及灰尘等。
32.步骤5,依据设计调节好缠绕张力值及加载方式(由内层至外层逐层递减),于下底板凸台12上绕制第一子超导线圈31的第一个单饼线圈312,绕制完成后,将下隔块21通过螺钉和销安装固定于磁体下底板1上。
33.步骤6,将第一子超导线圈31的第一个单饼线圈312的超导带材313穿过下隔块21的缺口212,调节缠绕张力及加载方式与步骤5中一致,然后于下隔块21上绕制第二个单饼线圈311,进而完成第一子超导线圈31的绕制。
34.步骤7,于下隔块21的缺口212内填充玻璃纤维或无纺布等绝缘材料,注意不要损坏超导带材。
35.步骤8,调节缠绕张力及加载方式与步骤5中一致,于下底板凸台12上绕制第二子超导线圈32的第一个单饼线圈322,绕制完成后,将上隔块22通过螺钉和销安装固定于下隔
块21上,其中上隔块22的缺口222与下隔块21的缺口212错位布置。
36.步骤9,将第二子超导线圈32的第一个单饼线圈322的超导带材323穿过上隔块22的缺口222,调节缠绕张力及加载方式与步骤5中一致,然后于上隔块22上绕制第二个单饼线圈321,进而完成第二子超导线圈32的绕制。
37.步骤10,于上隔块22的缺口222内填充玻璃纤维或无纺布等绝缘材料,注意不要损坏超导带材。
38.步骤11,将磁体上盖板4通过螺钉和销安装固定于绕制有超导线圈3的磁体下底板1上,真空浸渍或石蜡封装后即为超导磁体。
39.实施例4与实施例1不同的是磁体上盖板4以及磁体下底板1结构形式为l形截面的跑道形板,由铜板加工而成。
40.实施例5与实施例1不同的是磁体上盖板4以及磁体下底板1结构形式为l形截面的圆形板,由铜板加工而成。
41.本发明在降低磁体内部温差、降低超导线圈整体的热应力以及充分利用每匝超导带材的强度,实现超导线圈等应力设计等方面均有较大程度的创新,特别适合在高温超导电机中使用,尤其适合在大功率、低转速、结构紧凑、运行成本低等要求的船舶推进用高温超导电动机或高温超导直驱风力发电机中运用。
42.以上所述的仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。