1.本发明属于土木施工技术领域,尤其涉及一种反向倒插构件安装的吊装方法。
背景技术:
2.钢结构有自重较轻、工作可靠性高、抗震抗冲击性好等特点,可以设计出各种造型优美的结构形式,建造出适应城市的外形美观的景观结构,以适应桥梁结构的日益发展,达到与大自然的和谐统一。但结构形式的复杂就会给施工生产带来一定的困难,在安装施工过程中需根据具体的结构形式设计制定相应的安装方案及安装工艺。
3.例如,淠河总干渠钢渡槽工程为梁拱组合结构形式,构件形式复杂,安装时会出现各种形式的对接口连接。根据钢渡槽主桁节段划分及安装顺序,腹杆构件的两个对接口分别在前一节间上弦和本节间下弦,其上部无吊装钩头空间,现有的吊装方法无法有效完成吊装作业。
技术实现要素:
4.本发明针对现有技术存在的不足,提供了一种反向倒插构件安装的吊装方法。
5.本发明的具体技术方案如下:
6.一种反向倒插构件安装的吊装方法,
7.包括以下步骤:
8.加工制作吊装工装:根据设计图纸进行加工下料,并组对焊接,焊接时保证焊缝为满焊并在端部进行包角焊接;
9.焊接腹杆吊耳:在腹杆构件上焊接腹杆吊耳,所述腹杆吊耳根据腹杆构件安装角度进行准确放样,确保所述腹杆吊耳在所述腹杆构件中心的铅垂线上;
10.焊接对接口定位装置:在所述腹杆构件预拼装时焊接定位装置;
11.腹杆吊装初就位:钩挂吊装工装,所述吊装工装依次是手拉葫芦和待安装的腹杆构件,起钩后,缓慢移动到安装位置,上弦悬挑部分套入到所述吊装工装的“口”字型结构中,将所述腹杆构件对正到其安装位置的正上方后保持不动,通过操作手拉葫芦将构件放到其准确位置;
12.腹杆与定位装置匹配连接:腹杆构件放到其准确位置后,通过螺栓连接对接口处的匹配装置,并调整其上下对接口的间隙,保证两端的间隙均匀,错边量满足规范要求,再继续下放手拉葫芦,摘钩完成吊装作业。
13.作为优选的技术方案,所述吊装工装包括“口”字型结构,所述“口”字型结构的两侧分别设置第一吊耳,所述第一吊耳用于连接起吊设备的钢丝绳,所述“口”字型结构的底部设置手拉葫芦。
14.作为优选的技术方案,所述步骤腹杆吊装初就位中,通过起吊车直接钩挂吊装工装。
15.作为优选的技术方案,所述吊装工装采用工型钢制备而成。
16.有益效果在于:
17.本发明大大节省了现场施工的工作量,避免了在主构件上焊接多个吊点,很好地进行了构件的成品保护。
18.本发明节约了安装的人工及设备成本,减少了构件损伤的二次处理费用。
19.本发明能做到一次性吊装就位,节约了施工的时间成本,大大加快了施工进度。
20.本发明将安装风险降到了最低。
21.本发明通过一个工装解决了全桥类似构件的安装问题,重复使用性强,制作及维修简单。
附图说明
22.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
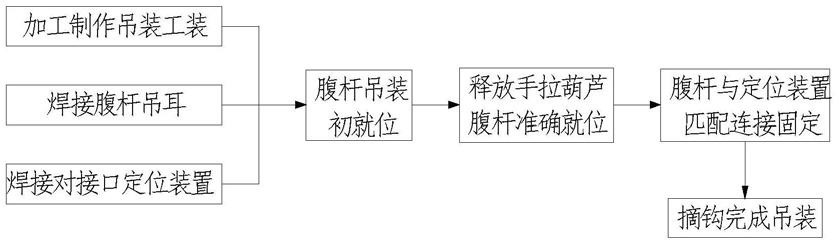
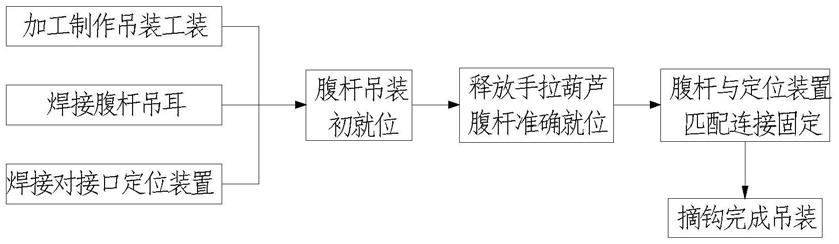
23.图1是本发明实施例中的流程图。
24.图2是本发明实施例中的腹杆吊耳位置图。
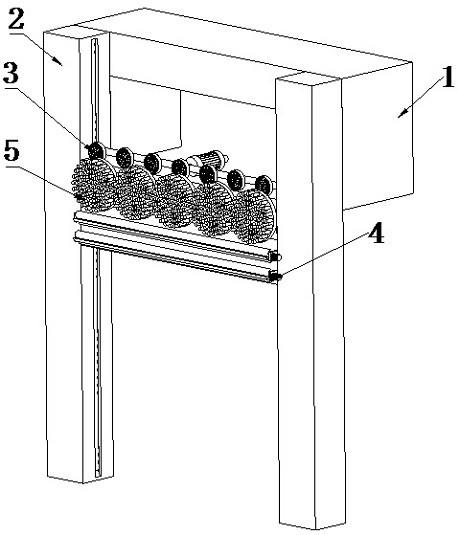
25.图3是本发明实施例中的吊装工装示意图。
26.图4是本发明实施例中的吊装构件的受力图。
具体实施方式
27.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.需要说明的是,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
29.另外,在本发明中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
30.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定发明。
31.现在结合说明书附图对本发明做进一步的说明。
32.本发明实施例是一种反向倒插构件安装的吊装方法,请参阅图1所示,包括以下步骤:
33.加工制作吊装工装:根据设计图纸进行加工下料,并组对焊接,焊接时保证焊缝为满焊并在端部进行包角焊接;
34.本发明实施例中,如图3所示,所述吊装工装包括“口”字型结构,所述“口”字型结
构的两侧分别设置第一吊耳,所述第一吊耳用于连接起吊设备的钢丝绳,所述“口”字型结构的底部设置手拉葫芦。其中,“口”字型结构由主横梁以及立撑和横撑组成,主横梁采用工字钢i20a,立撑和横撑采用工字钢i10。
35.所述吊装工装的材料不能有严重的锈蚀,按照图纸尺寸进行下料加工,边缘打磨处理合格后组对并焊接,所有焊接部位均为8mm角焊缝满焊,且不能有外观缺陷。
36.焊接腹杆吊耳:在腹杆构件上焊接腹杆吊耳,如图2所示,所述腹杆吊耳根据腹杆构件安装角度进行准确放样,确保所述腹杆吊耳在所述腹杆构件中心的铅垂线上;
37.焊接对接口定位装置:在所述腹杆构件预拼装时焊接定位装置;
38.腹杆吊装初就位:钩挂吊装工装,所述吊装工装依次是手拉葫芦和待安装的腹杆构件,起钩后,缓慢移动到安装位置,上弦悬挑部分套入到所述吊装工装的“口”字型结构中,将所述腹杆构件对正到其安装位置的正上方后保持不动,通过操作手拉葫芦将构件放到其准确位置;
39.腹杆与定位装置匹配连接:腹杆构件放到其准确位置后,通过螺栓连接对接口处的匹配装置,并调整其上下对接口的间隙,保证两端的间隙均匀,错边量满足规范要求,再继续下放手拉葫芦,摘钩完成吊装作业。
40.本发明实施例中,腹杆构件受力图如图4所示,吊装工装尺寸如图3所示,例如,吊装构件的最大重量为45kn,主梁采用i20a工字钢。
41.w
x
=237
×
10mm342.m=22.5
×
2=45kn.m
[0043][0044]
经过计算,工装的主体结构安全,为减小工装的自重,在保证施工安全的前提下,设计利用相对较小的截面形式进行加工制作。
[0045]
综上所述,本发明大大减少了构件的安装时间,提高了安装效率,减少了安装成本。
[0046]
以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。